4 500m载人潜水器球壳加工工艺
2018-11-30 02:54宜宾普什联动科技有限公司四川644000
金属加工(冷加工) 2018年11期
■ 宜宾普什联动科技有限公司 (四川 644000) 王 强

4 500m载人潜水器项目是为满足我国深海探测领域载人潜水器关键部件国产化的需要而开展的重大科技专项,是在国外球壳研究基础上自主设计,以TC4钛合金为材料,由直径2 100mm上、下两个半球组成,最终通过焊接两半球成整体圆球。半球的加工成功不仅使我国摆脱对发达国家的技术依赖,而且对提升国内新材料研制、装备制造技术水平,实现对深海领域资源自主勘探开发和利用具有重大意义。
1.三维建模
根据二维图用UG软件对上、下半球,出入舱口孔座,主观察窗窗座,主观察窗压环,前(舷)侧观察窗窗座,前(舷)侧观察窗压环,左舷接插件安装盘和右舷接插件安装盘等10个零件进行参数化建模、校对和装配,如图1所示。
2.工艺流程与数控加工方案
加工采用的主要设备如表1所示。
(1)粗车两半球。根据ATOS三维扫描构建准确毛坯三维STL模型,与模型进行比对保证加工余量,确定加工基准,单边留量5mm粗车上、下半球内外圆。
(2)半球开孔,铣焊接坡口。上半球3个法兰孔,间距大、结构刚性好,工艺采用一次性3孔全开;下半球一共5个孔,孔位置比较集中,为了减小变形,开孔和焊接分两次先进行,首先进行1#、3#和5#孔的开孔和法兰的焊接,再进行2#、4#孔的开孔和法兰的焊接,如图2所示。
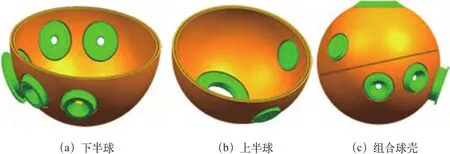
图1
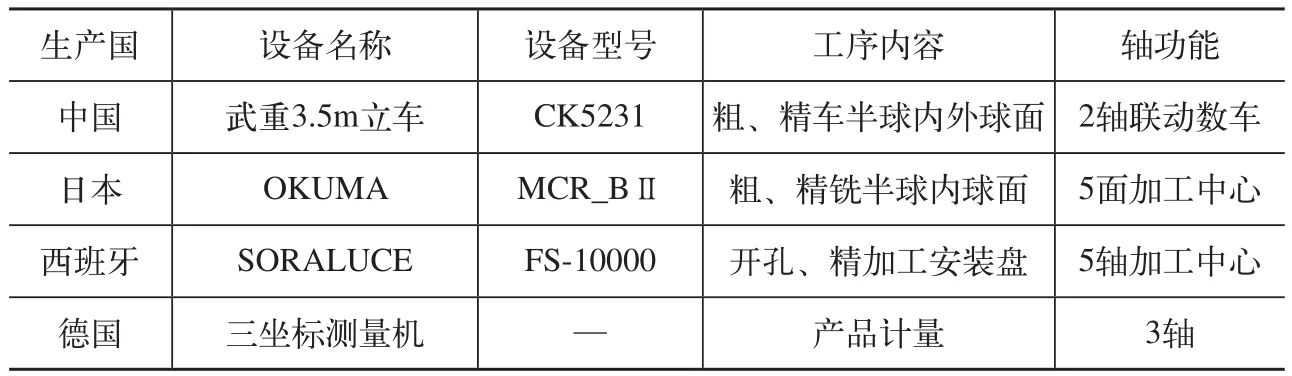
表 1
使用西班牙SORALUCE卧式非正交五轴附件头机床对上、下半球开孔落料,一次装夹对坡口开闭角一次加工成形,孔坡口截面如图2b所示,内侧闭角坡口采用φ160 R2 T型刀一次加工成形。
(3)焊接后半球的粗、精加工。焊接后的上、下半球分半精加工和精加工两道工序。通过前期工艺评审确定了机床、切削编程方式及刀具。采用五面龙门加工中心开粗,效率提高了60%,成本降低30%,表2所示为精加工半球时的参数设置,经试切加工,完全满足型面精度及表面粗糙度值Ra=3.2μm的要求。
3.难点问题的解决及产品质量控制
(1)难点问题的解决。下半球五个观察窗90°锥面要求如图3所示,表面粗糙度和轮廓度要求很高,与有机玻璃的贴合度要求≥90%。锥面加工的精度直接影响球壳的密封性。经同材料试切三坐标检测,定制90°整体硬质四刃合金铣刀螺旋加工锥面能满足图样要求。表面粗糙度值Ra=0.8μm,采用数车加工标准90°研磨芯棒和研磨膏进行最终研磨,满足了产品表面粗糙度要求。
(2)产品质量控制。①Vericut全仿真,保证程序的正确性,防止碰撞(见图4)。为了保证产品质量,采用全程序加工,对加工机床建立1∶1仿真建模,运用Vericut软件进行全序仿真加工,避免了NC程序的过切,附件头、刀具与零件的碰撞,特别是加工上、下半球内形工序,附件头深入球体内加工不方便观察,通过仿真极大地增强了编程人员的信心,减轻了现场操作工的压力,又保证了产品质量。②设置验证球,防止人为失误造成工件过切。为了防止现场操作者在加工过程中坐标设置错误、刀具拿错及刀长输入错误,工件旁设置一标准φ100mm铝合金球体,NC程序头增加沿球轮廓余量为0的3D轮廓程序进行验证加工。

图2

表 2

图3
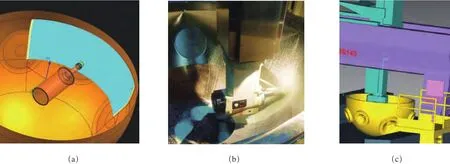
图4
4.结语
“蛟龙号”载人潜水器钛合金球壳由俄罗斯制造,此次4 500m载人潜水器钛合金球壳制造成功,为后续10 000m载人球壳加工积累了宝贵经验。
猜你喜欢
石油化工设备(2021年6期)2021-11-20
装备制造技术(2020年4期)2020-12-25
科学技术创新(2020年27期)2020-09-05
河南科技(2020年5期)2020-05-03
中国船检(2019年6期)2019-11-29
湖南大学学报·自然科学版(2019年3期)2019-05-29
中国军转民(2017年9期)2017-12-19
河北建筑工程学院学报(2017年3期)2017-12-15
中国光学(2016年1期)2016-02-09
船海工程(2014年2期)2014-06-27