一种定量阶梯黏度喷漆法
2018-12-08 07:40耿成翔孙慧艳夏冬
中国新技术新产品 2018年19期
耿成翔 孙慧艳 夏冬
摘 要:本文通过对传统漆层制备过程及易出现缺陷类型的分析,提出了一种新型喷漆方法:定量阶梯黏度喷漆法。该方法是基于漆料黏度阶梯调整结合各黏度漆料用量固化来实现对漆层质量的稳定控制。为验证新喷漆方法的有效性、合理性和可行性,对H04-1环氧磁漆开展了工艺验证试验,从验证结果可以看出该方法可以高效、高经济性的制备质量稳定、均匀、高一致性的漆层。
关键词:喷涂;定量阶梯黏度喷漆法;环氧磁漆
中图分类号:TQ63 文献标志码:A
0 引言
在漆料喷涂加工中,漆层的外观质量和厚度与漆料的工作黏度、喷涂距离、喷枪移动速度、喷涂环境温湿度、喷涂压力均有直接关系。传统手工喷涂中,上述参数均无法固化,在整个喷涂过程中各参数都在不断变化中,所有参数变化的影响综合决定了漆层质量的稳定性、均匀性,不同工件间的漆层一致性无法保证。
随着涂装设备及工艺的不断更新换代,喷漆加工也不断向着过程可控、稳定、低劳动强度等方向发展。恒温恒湿系统的应用使喷漆工作环境的温湿度可以实现精准控制,一般可实现温度偏移控制在±2℃,湿度偏移可控制在±5%,这样的温湿度波动对漆层质量的影响已经可以基本忽略。自动化喷涂装置的应用成功解决了喷涂距离、喷枪移动速度、喷涂压力无法固化问题。故此,在整个喷涂过程中,仍存在漆料的工作黏度对所制备漆层质量存在较大影响,本文将研究漆料工作黏度对漆层质量的影响规律,确定一种基于黏度调节实现漆层质量一致性控制的新型喷漆方法。
1 定量阶梯黏度喷漆法理论分析
1.1 传统喷漆法分析
在传统工业喷漆过程中,同一个(或批)工件漆层制备通常采用同一个工作黏度,而当漆料黏度偏大时漆料的流动性降低,导致最终获得的漆层外观质量不高,易出现橘子皮、厚度不均匀、局部堆积等缺陷,工件需要经过多次返修才能达到工艺标准要求,造成漆层制备的成本提高。当漆料的黏度偏低时,虽然漆料的流平性较好,能获得相对质量高的漆层外观质量,但每次喷涂获得的漆层厚度较低,需增加喷漆的遍数来弥补漆层的增厚不足,影响漆层整体制备的效率,同样造成漆层制备成本的提高。
1.2 新喷漆法理论
通过分析漆料黏度对漆层质量的影响规律,即在其他喷漆条件不变的前提下,高黏度漆料喷涂能提高漆层的增厚性能而漆层的外观质量有所降低且易出现缺陷;低黏度漆料喷涂能有效保证漆层的外观质量但漆层的增厚性能不足。因此综合考虑漆层外观和增厚性,提出一种变黏度喷漆法,在同一个工件漆层制备过程中,在漆料性能允许的黏度范围内采用先高黏度后低黏度的阶梯黏度喷涂法,达到在最少的喷涂周期内获得高质量的漆层。
此外,为保证不同工件甚至不同批次之间漆层厚度的一致性,可再固化每個黏度阶段的漆料用量,从而提炼出一种可获得高外观质量、高均匀性漆层的新喷漆方法——定量阶梯黏度喷漆法。
2 新喷漆法的验证
本文将以喷涂H04-1绿色环氧磁漆为例,来验证定量黏度喷漆法的有效性、合理性和可行性。
2.1 H04-1漆层的质量要求
按照相关技术文件要求,喷涂H04-1环氧磁漆时,不考虑返修情况可进行一至两遍喷涂,获得的漆层需要考察漆层的外观质量和厚度两个指标。
2.1.1 外观质量
目视检查漆层的表面应光滑、平整、均匀、脱层及漏涂现象。漆层表面允许有局部不连续的、不集中的直径Φ<0.25mm疙瘩存在。
2.1.2 厚度
所制备的漆层厚度应达到0.04mm~0.06mm。
2.2 喷涂过程分析
按漆料说明书规定,H04-1绿色环氧磁漆的工作黏度用涂-4杯黏度计测量为12S~20S,实际中为实现漆层在两遍喷涂内能达到厚度指标要求,一般选择黏度为20S的漆料进行喷涂,但因漆料的流动性降低,所得漆层的外观质量偏低,常出现漆层不平整、不均匀、橘皮等质量问题,工件均有一定量的返修。
故本次验证拟采用定量阶梯黏度喷漆法进行漆层制备,先选定工作黏度,再对每个黏度阶段的漆料用量进行不同匹配,实现一方面验证阶梯黏度理论的有效性,一方面验证漆层的稳定性和一致性。
2.3 试验参数和模拟件选取
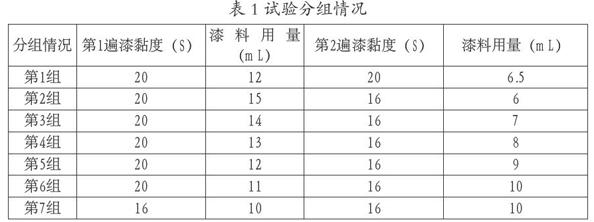
试验选用的模拟件单件喷涂面积为0.1m2,当漆料黏度为20S时,为保证漆层的质量,单个模拟件每次喷涂的最大漆料不应大于15mL(相当于300mL/ m2),所能获得的漆层厚度不大于0.043mm;当漆料黏度为12S,在保证漆层质量的情况下,单个模拟件每次喷涂的最大漆料不应大于5mL(相当于100mL/m2),所能获得的漆层厚度不大于0.011mm。根据实际应用经验,黏度≥18S时漆层的厚度容易达标但外观质量不足;黏度≤16S时漆层的外观质量能保证但喷涂厚度偏薄,本次试验选择20S和16S两个黏度组合来探究定量阶梯黏度喷涂法。试验模拟件的分组情况见表1,每组选择模拟件100件。
其余参数为温度控制在22℃~24℃,湿度控制在45%~55%,压缩空气风压选用0.25MPa,喷枪与喷涂表面之间的距离控制13cm~17cm,喷涂环境的清洁度满足涂装行业喷漆要求。
表1 试验分组情况
分组情况 第1遍漆黏度(S) 漆料用量(mL) 第2遍漆黏度(S) 漆料用量(mL)
第1组 20 12 20 6.5
第2组 20 15 16 6
第3组 20 14 16 7
第4组 20 13 16 8
第5组 20 12 16 9
第6组 20 11 16 10
第7组 16 10 16 10
每遍喷涂漆层固化后,逐个对试验模拟件进行厚度测量及外观检查并记录结果,其中厚度测量方式为每个模拟件均匀选取10点(每面5点)进行厚度测量,计算平均值为当件模拟件的漆层厚度值,最终每组模拟件随机抽取10件的厚度计算平均值记为对应组漆层的最终厚度值,第2遍的漆层厚度为两次测量结果的差值理论计算得出。外观检查仅记录第2遍漆层固化后的检查结果,但第1遍漆层固化后外观不合格时,允许进行表面修磨处理再进行第2遍漆层喷涂。
2.4 试验结果及分析
按照试验方案的要求,漆层制备后对漆层的外观和厚度进行了逐件检查,第2组~第6组试验制备的漆层厚度均能够达标,外观质量合格率也均能达到97%以上,且在同一组内漆层的厚度波动很小,可认为厚度是均匀的。而采用第1组常规方法制备的漆层外观质量合格率较低,合格率仅为23%左右;采用第7组方法制备的漆层厚度均不达标。
从试验结果来看,本文提出的定量阶梯黏度喷漆法可高效、稳定、经济制备出质量一致性和均匀性较高的漆层,定量阶梯黏度喷漆法是一种优于传统喷漆法的有效、可行、可靠新型喷漆方法。
结论
从H04-1绿色环氧磁漆的试验验证结果来看,本文提出的新型定量阶梯黏度喷涂法可以高效、准确、高经济性制备出质量稳定、一致的漆层。从经济、效率等方面考虑,该方法优于传统的喷漆方式,是喷漆加过中可优选的方法之一。
参考文献
[1]王光彬.涂料与涂装技术[M].北京:国防工业出版社,1994.
[2]张学敏.涂装工艺学[M].北京:化学工业出版社,2008.