宏程序在数控车削加工中的应用
2018-12-12 07:25孙静
时代农机 2018年10期
孙 静
(吉林工业职业技术学院,吉林 吉林 132013)
随着机械制造行业的发展,加工零件的形状越来越复杂,出现了抛物线、椭圆等各类曲线,如果用自动编程生成的程序又会特别的冗长,而且很多一线操作工人对软件的使用特别不熟练。在加工中尽量使用手工编程来解决这样的问题,因为手工编程在一定程度上能简化程序,避免程序过于繁琐,占用系统内存少,而且修改和编辑很方便,加工时间也会相应缩短,使数控车削加工有很大的应用前景。
1 宏程序
用户宏程序使一种类似于高级语言的编程方法,在程序中设置一些变量,利用算术和逻辑运算及条件转移等语句,使得编制相同的加工程序比传统方式更加方便。同时也可将某些相同加工操作用宏程序编制成通用程序,供用户循环调用。用户宏程序不允许直接使用变量名,变量用变量符号(#)和后面的变量号指定。系统内部定义了一些值不变的常量供用户使用,这些常量的属性为只读。把常量或表达式的值送给一个宏变量称为赋值,对应的语句叫赋值语句。宏程序中有一些指定条件表达式,当指定条件满足时,执行相应的宏程序语句。如果指定条件表达式不满足时,退出循环,执行宏程序外的程序行。因此加工中使用宏程序可以使复杂的零件形状也采用手工编程来实现,使繁琐的手工运算简化。应用宏程序的特点总结如下:(1)能加工轮廓形状复杂的零件;(2)能提高加工精度;(3)能够实现灵活加工,通过调整加工语句修改加工刀路;(4)能够缩短程序语句,提高加工效率。
2 宏程序在数控车削加工中的应用举例
零件加工程序能描述出一个几何形状,但还是缺少一定的灵活性和适用性。比如在实际加工中遇到一些较为复杂的非圆几何曲面轮廓像椭圆和抛物线类的曲线,若采用自动编程,往往会受到各种条件的限制,从几何造型到后置处理,需要较长的准备时间。针对这种情况,本文以华中系统为例说明用宏程序来编写这样的曲线的基本方法。
如图1所示,编写抛物线在A区间[0,8]内的程序,加工的零件如图2所示。
这类零件在编写程序时用圆弧加工指令很难完成,需要计算零件上各个点的坐标,所以考虑用宏程序直线插补来完成。如图所示,建立坐标系,抛物线曲线在X方向变化范围是(0--8),可以把X定义为自变量,对应Z轴可以通过抛物线方程系统自动找到Z轴的坐标。根据加工的精度要求,给出加工的步长,也就是自变量的增量,进而编写出抛物线段零件的加工程序。
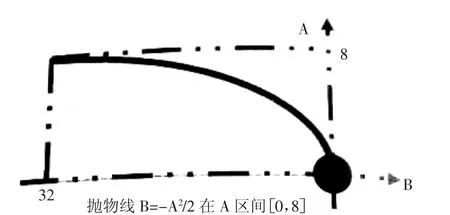
图1 抛物线图
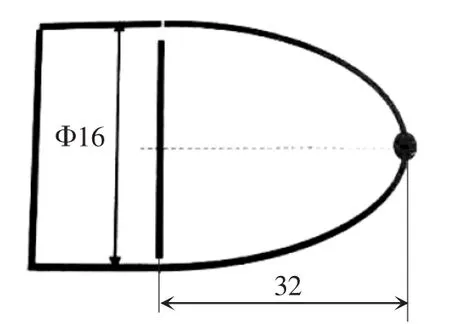
图2 抛物线类零件图
根据以上分析,编程出这个零件的加工程序如下:%0707

3 总结
随着机械制造业的发展和对零件的精度要求的提高,宏程序因其自有的特点在数控加工中的应用价值会越来越高,还需要从事数控加工方面的编程人员能更好的开发宏程序的功能,方便于数控产品的生产。
猜你喜欢
中学生数理化(高中版.高二数学)(2022年1期)2022-04-26
中学生数理化(高中版.高二数学)(2022年1期)2022-04-26
中学生数理化·中考版(2021年10期)2021-11-22
智能制造(2021年4期)2021-11-04
中学生数理化(高中版.高二数学)(2021年2期)2021-03-19
初中生世界(2020年47期)2021-01-07
安顺学院学报(2020年1期)2020-04-05
制造技术与机床(2019年10期)2019-10-26
现代计算机(2019年6期)2019-04-08
制造技术与机床(2017年11期)2017-12-18