四辊平整机在安钢1550 mm连退机组应用实践
2018-12-12 09:01李泽光戚新军罗年高文赫荔
冶金动力 2018年1期
邢 巍,李泽光,戚新军,罗年高,文赫荔
(安钢集团冷轧有限公司,河南安阳 455000)
四辊平整机在安钢1550 mm连退机组应用实践
邢 巍,李泽光,戚新军,罗年高,文赫荔
(安钢集团冷轧有限公司,河南安阳 455000)
结合安钢集团冷轧有限公司生产现状,简述了单机架四辊平整机在安钢1550 mm连退机组中的应用情况和设备构造、工艺特点,并与六辊平整-拉矫机组设备进行技术对比。实践表明,四辊平整机应用效果良好,满足了生产需求,同时又有效地控制了成本。
平整机;连退;应用
引言
安钢冷轧连续退火机组(以下简称连退机组)是安钢冷连轧工程的一条主要生产线,其年处理量为74万t,产品以高级家电板、建筑板为主,与镀锌机组在同一车间内,平行布置在酸洗冷连轧机组后,对酸轧后的冷硬卷进行退火热处理。位于出口段的平整机是连退机组重要设备,主要控制带钢的平整率和延伸率等相关指标,同时对带钢表面质量和平直度(浪形)也有较大影响。通过平整能够使带钢既有良好的机械性能又有较为美观的表面质量,从而满足客户进一步深加工的工艺需求。
1 工艺概述
连续退火是连续地将带钢加热到一定温度保温后再冷却的工艺操作。退火目的是对热轧带钢进行软化、消除内应力、恢复塑性、改善带钢的金相组织[1,2]。其工艺流程如下(参见图 1):
原料—→开卷—→切头尾—→焊接—→表面清洗—→入口活套—→再结晶退火—→出口活套—→平整—→检查活套—→切边—→检查—→静电涂油—→分卷—→卷取—→打捆—→入库。
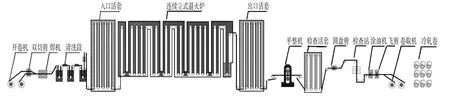
图1 安钢冷轧连退机组工艺流程
2 平整的作用及目的
冷轧带钢经过再结晶退火,消除了加工硬化组织,抗拉强度和屈服强度都较低,而延伸率得到很大提高。此时带钢的应力-应变曲线具有明显的屈服平台(见图2),如果对其进行冷弯成形或深冲加工,那么工件将在卷曲时出现折裂或在深冲时形成滑移线,从而使加工件表面质量不良。因此,在带钢进行进一步深加工前必须予以消除,行之有效的方法就是平整和矫直。
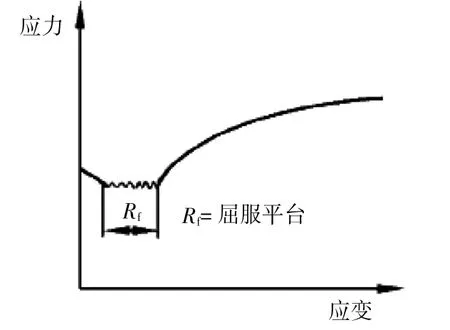
图2 退火后带钢的应力-应变曲线
冷轧带钢的平整是一种小压下率(0.5%~4%)的二次冷轧变形。其目的在于:消除退火带钢的屈服平台,防止在冲压加工时产生滑移线,调制好带钢的力学性能;同时,改善带钢的平直度,得到较为平坦的带钢;另外,通过对平整机工作辊表面的毛化处理,可以使带钢表面呈现出不同粗糙度的表面结构,从而得到镜面效果的带钢。
3 连退平整机结构
3.1 平整机设备构造及参数
安钢连退四辊平整机组位于连退生产线出口段,由 2套四辊张力辊(5#、6#张力辊)、1台热风烘干机和1架四辊平整机组成(见图3),平整方式为湿平整。
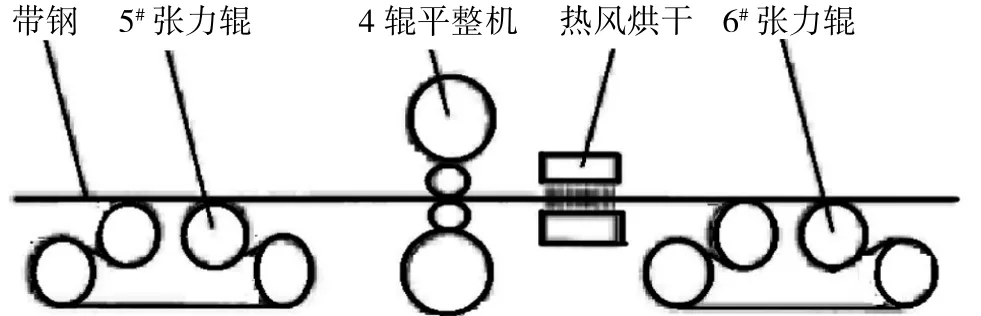
图3 安钢四辊平整机布置图
平整机由机架装配、工作辊装配、支承辊装配、AGC缸块、斜楔调整装置、防颤辊、防皱辊、弯辊缸装配、湿平整液喷射装置、上空气吹扫及防缠导板、下空气吹扫及导板等组成[3],采用下支撑辊传动。平整机前后各1套张力辊用于对平整过程中的带钢建立张力。在平整机入口和出口的防皱辊和防颤辊采用液压调整,可有效防止带钢的纵浪和垂直抖动。平整机入口和出口还布置有固定的转向辊,使带钢在测张辊上获得稳定的包角,同时在换辊操作时使带钢拥有水平通道。平整机操作侧安装有轴承座锁紧液压缸对使用中的支承辊和工作辊的轴承座进行锁紧。
安钢连退机组四辊平整机主要参数如下:
类型:四辊湿平整-单机架-不可逆;
带钢厚度:0.25~2.0 mm;
带钢宽度:800~1430 mm;
钢卷卷径:内径:覫610 mm/覫508 mm;外径:最大覫2150 mm,最小覫900 mm;
轧制力:最大10000 kN;
工作辊弯曲力:最大600 kN;
液压AGC缸:2-覫710 mm×260 mm;
支撑辊:覫1200/1300 mm×1630 mm;
工作辊:覫460/510 mm×1670 mm;
最小穿带速度:50 m/min。
3.2 平整机调整、控制系统
平整机操作系统设置有位置控制模式(APC)和轧制力控制模式(AFC)两种控制模块用于调整液压辊缝控制缸,以满足换辊及平整需求。为防止在带钢焊缝处产生压印,系统设有“快开模式(Quick open)”和“降低轧制力模式(RF DEC)”。在快开模式下,辊缝传感器根据焊缝跟踪信号使推上液压缸打开辊缝。在带钢焊缝通过平整机后,辊缝闭合至两辊接触位置,并且在推上液压缸压力达到轧制设定值后,控制模式回到正常延伸率控制模式。在降低轧制力模式下,可根据焊缝跟踪信号,推上液压缸降低轧制力,在焊缝通过平整机后,控制模式回到正常延伸率控制模式。
3.3 板形及表面质量控制
平整机内部设有弯辊缸实现对带钢平直度的调整与控制,工作辊正弯缸安装在机架两端弯辊块内,工作辊负弯缸安装在支撑辊轴承座内,通过比例电磁阀控制工作辊正、负弯。带钢平直度缺陷(浪形),可通过设置合理的工作辊弯辊力控制带钢板形。其核心是对辊缝形状进行控制,作用在工作辊两端的轴承座上,使工作辊产生附加弯曲,改变轧辊的有效挠度以迅速改变辊缝形状,使经过平整机的带钢延伸均匀分布从而达到平整的目的[4]。弯辊力可由上级计算机根据带钢钢种和规格自动设置到预设定值,也可由操作人员手动调整。通过新日铁公司日本专家提供的技术参数和借鉴相关同类型平整机参数,经过一段时间的运行,摸索出更适合本机组的参数。以spcc品种带钢为例,其轧制力与弯辊力参数应合理匹配如下:
轧制力/kN 弯辊力/kN
500~1000 60
护理人员应对职业性腰背痛防护知识有足够的认识,才能在保证自身安全的基础上有能力护理好患者,使护理质量无缝衔接,确保患者安全。因此,护士职业性腰背痛问题应引起医疗卫生管理部门和医院管理层的足够重视,在现阶段需采取多种方式加强护士的继续教育并且作为一种基本培训项目,提高护士的认知水平,及早进行教育与培训,预防职业性腰背痛的发生。合适而人性化的教育与培训对提高护士职业性腰背痛认知水平继而提高护理质量可以起到事半功倍的效果。
1000~1600 60
1600~2000 80
2000~2200 100
2200~2500 120
另外,原料板形的质量也是影响平整效果的重要因素,原料有浪形时带钢经过退火炉,内部晶粒重新回复过程中其浪形也会进一步放大,给带钢平整带来困难。其中,最典型的例子就是产生平整花缺陷(见图4)。平整花是因为有板形缺陷的带钢未得到及时调整而进入平整机,平整机工艺参数(张力、辊缝、弯辊、倾斜等)设置不合适,在带钢表面就表现出羽毛状花纹。具体产生原因如下:(1)来料厚度沿宽度方向厚差较大;(2)来料板形较差,存在单边浪、双边浪或中间浪等浪形缺陷;(3)带钢横截面形状与辊缝不匹配,轧制时带钢沿宽度方向上出现不均匀的变形;(4)平整机(光整机)前后张力不匹配,特别是后张力偏小时易出现该缺陷;缺陷消除方法:(1)适当增大平整机前后带钢张力,平整机出口张力要适当大于入口张力。(2)将平整机出口和入口防皱辊适当抬高,特别是抬高入口防皱辊高度,确保带钢以平直状态进入辊缝。(3)适当调整轧辊倾斜。比如传动侧出现该缺陷后,适当将传动侧辊缝抬开,减少传动侧带钢的变形程度。(4)若带钢操作侧和传动侧出现类似对称状的平整花,适当增大弯辊力(减小轧制力),使带钢沿宽度方向均匀变形。
图4 平整花缺陷
实际生产过程中,由于工艺需求平整机工作辊与支撑辊要进行磨削加工,因此其辊径值为变量,由此会导致平整机换辊前后轧线不在同一水平线上,影响平整机的正常生产。对此,该平整机设置有辊径补偿控制系统,由安装在牌坊窗口顶部的电机+蜗杆螺母驱动斜楔块对不同辊径引起的轧线变化进行修正和补偿。斜楔块能够满足修正上工作辊直径变化(50 mm:直径 510 mm~460 mm)和下支承辊半径变化(50 mm:半径650 mm~600 mm)。换辊时轧线调整装置动作,斜楔块的行程根据工作辊和支承辊的直径自动计算确定,PLG检测。
3.5 换辊系统
工作辊换辊装置由工作辊换辊小车和工作辊接收装置组成。为适应连退生产线连续、高速运行的特点,平整机工作辊可实现在线换辊,即在带钢位于平整机机架内的情况下可以进行工作辊换辊。系统设置有手动、半自动、自动3种顺控换辊模式(见图5),自动换辊模式下换辊时间可控制在90 s以内。

图5 平整机工作辊换辊顺控
支撑辊换辊采用手动换辊模式,由设置在平整机操作侧底部的支撑辊换辊液压缸对换辊车进行牵引实现换辊。
4 四辊平整机组与六辊平整-拉矫机组设备技术特点比较
(1)轧制力系统:四辊平整机与六辊平整机均采用液压缸在下的压上形式,最大轧制力10000 kN。根据安钢产品大纲中产品所需平整轧制力的要求(一般不超过10000 kN),二者都能满足。
(2)轧制线调整系统:六辊平整机采用阶梯块+斜楔,四辊平整机采用电机马达+蜗杆螺母+斜楔,两种平整机各有特点。六辊平整机采用线性位置传感器定位,精度为±1.0 mm;四辊平整机采用绝对值编码器定位,精度为±0.8 mm。二者调整行程均能满足轧制线标高对中的要求。
(3)弯辊/窜辊功能:六辊平整机弯辊窜辊功能有独特的弯辊块及配套的轴承座,设计更有利于弯辊力的均匀传递,并且由于增加了中间辊,其弯辊和窜辊功能对板型断面尺寸及平直度的控制功能强;四辊平整机没有中间辊,结构相对简单,弯辊功能设备没有弯辊块,其轴承座采用在mae-west设计的基础上作了进一步改进的cartridge设计。两种弯辊设计均能满足安钢冷轧连退产品技术要求。
(4)传动系统:六辊平整机采用双传动,在带钢启、停时较单传动能更快的响应从而与带钢保持一致的速度,要求电机有较高的控制精度,控制相对复杂;四辊平整机采用下辊单传动, 设备运行需先压下闭合辊缝后,靠带钢与辊子之间的摩擦力使辊子与带钢保持同步,同步控制相对简单。
(5)平整段延伸率值:六辊平整机为0~3%,四辊平整机为0~2%±2%。汽车板对平整控制延伸率的要求一般是0.8%~1.4%,生产包装和建筑用板对平整控制延伸率的要求一般是1%~3%;对安钢产品大纲而言,二者均能满足。
(6)整机总体比较:四辊平整机组整体长度较短、设备相对较少、主要备件更换次数较少,有利于提高作业率,机组速度相对较高,设备、仪表配置更为简洁,平整机功能能满足生产需求,得到更为均匀的断面形状,平整潜力大,更有利于品种开发;六辊平整-拉矫机组整体长度较长,设备重量较大,一次性投资相对较高,设备复杂,操作和维护精度高,对操作人员要求较高,轧辊磨削次数多,辊型曲线加工精度要求高,工人劳动强度稍大。
5 应用效果
安钢连退机组四辊平整机板形控制系统具有工作辊液压正、负弯辊装置,对带钢板形及平直度调控能力较强,在很大程度上可以消除带钢横向厚差。在平整轧制过程中通过合理调节弯辊力和带钢倾斜状态消除了带钢单边浪、中间浪和肋浪等板形问题,提高了带钢平直度。同时,平整机工作辊换辊系统和轧线标定系统,能够实现平整机90 s在线快速换辊的同时对新辊进行径向标定,特别适合连退机组连续、高速的生产特点,提高了整条连退生产线的机时产量。另外,平整机控制系统中携带的恒压力模式(Constant press control)和恒位置模式(Constant position control)能够保证带钢在通过平整机时有较恒定的轧制力和辊缝值,满足了带钢高精度平整工艺控制的要求,使带钢有更好、更稳定的平整效果。
6 结束语
目前作为冷轧带钢先进连退生产工艺的连续退火机组,其实质就是把传统的退火工艺与平整处理工艺结合在一起的连续式生产工艺。选择合理的平整机机组与连退炉相结合,是连续退火机组高效率、高质量、低消耗生产的关键[5]。安钢1550 mm冷轧连退生产线采用的“单机架四辊平整机组”相比较“六辊平整-拉矫机组”在提高带钢平整精度、满足生产工艺的同时结构更简单、维护更方便,且建设周期短、设备成本低,为国内同行业相似带钢连退生产机组提供了借鉴。
[1]谌扬.不锈钢热带连续退火炉综述[J].工业炉,2011(3):13-15.
[2]邢巍,戚新军.冷轧带钢退火原理及连退炉内露点测量与控制实践[J]. 热处理技术与装备,2015(3):45-47.
[3]任际军.1200 mm四辊平整机设计[J].重工与起重技术,2006(4):8-11.
[4]戴本俊,利小民.冷轧平整机工作辊弯辊控制系统的国产化应用研究[J]. 冶金动力,2010(5):103-105,110.
[5]戚新军,孙浩然,王震,等.安钢1550 mm连退机组四辊平整机设计特点[J].南方金属,2011(5):51-52.
Application Practice of Four Roll Tem per Mill in the 1550 mm Continuous Annealing Line of Anyang Steel
XING Wei,LI Zeguang,QI Xinjun,LUO Niangao,WEN Heli
(Anyang Iron and Steel Group Co.,Ltd.,Anyang,Henan 455000,China)
Combined with the current state of Anyang Steel’s cold rolling production,the application situation,equipment structure and process features of the four-stand four-roll temper mill in the 1550 mm continuous annealing unit are briefly introduced and a technical comparison with six-roll straightening machine is made.Practice has showed that application of the four-roll straightening machine produced good effect,satisfied production demand and effectively controlled production cost.
temper mill;continuous annealing;application
TG333.2
B
1006-6764(2018)01-0001-03
2017-06-30
邢巍(1978-),男,2002年毕业于安钢职工大学机电工程专业,工程师,现从事热处理工艺优化工作。
猜你喜欢
大电机技术(2022年3期)2022-08-06
山东冶金(2022年1期)2022-04-19
河北电力技术(2021年2期)2021-07-29
水泵技术(2021年6期)2021-02-16
科技风(2018年35期)2018-05-14
桃之夭夭B(2017年8期)2017-10-25
建筑建材装饰(2017年8期)2017-07-06
学苑创造·A版(2014年7期)2014-11-15
自动化博览(2014年9期)2014-02-28