
氯气尾氯回收综合利用创新与应用
2019-01-16 12:22骆秋福
盐科学与化工 2019年1期
潘 瑞,骆秋福,高 娃
(内蒙古兰太实业股份有限公司,内蒙古阿拉善 750336)
1 前言
金属钠生产工艺技术主要有烧碱熔融电解法、食盐熔融电解法和电解钠汞齐法等。目前,工业化生产都采用氯化钠熔融电解法生产,烧碱熔融电解法在有特殊需要、需求量小的情况下使用,电解钠汞齐法已被淘汰。熔融氯化钠电解法生产金属钠过程中产生的副产品氯气,属于剧毒品。为将氯气安全储存需将其液化成液氯储存,氯气在液化生产系统中有少量未液化的含氯不凝尾气。一般的处理方法是使用液碱吸收反应制次氯酸钠,然而,次氯酸钠化学性质不稳定、易分解,且周边没有稳定的次氯酸钠销售客户。为降低尾气处理成本,积极寻找公司相邻的液氯用户企业,经与该企业积极沟通与协商,通过气体衡算、液体衡算、工艺衡算及管道通径的详细计算和论证,通过降低液化效率直接将尾氯和氯气供给该企业进行使用并在氯气管道上安全联锁以保证安全使用。该技术的创新与应用,不仅解决了氯气系统中尾气的处理问题,节约液碱费用和电费,降低生产成本;而且降低公司液氯包装岗位人员充装钢瓶的工作量、同时也省去该拉运液氯的费用,达到双赢的效果。
1 关键技术难点及解决措施
(1)高纯度氯气和尾气混合输送至氯气用户进行使用。
解决措施:通过气体衡算、工艺衡算、降低冷冻机运行负荷来降低液化效率,保证氯气纯度以满足用户安全使用要求。
(2)氯气远距离管道输送,直接输送至氯气用户使用。
解决措施:通过计算确定管径,在氯气输送管道上加装滑动支撑、补偿器、在两端安装氯气缓冲罐,以保证氯气安全输送。
(3)根据用户需要,对氯泵泵后压力进行调节,保证用户用气压力和泵后压力稳定。
解决措施:为保证输送安全,在氯气生产单位氯气分配台出口加装电动阀,并与泵后压力进行连锁当泵后压力≥0.30 MPa时,开启连锁1,尾氯进入吸收池,保证氯气系统安全、平稳运行。安全连锁示意图如图1。
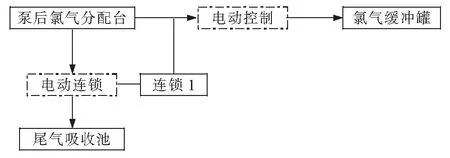
图1 安全连锁示意图Fig.1 Schematic diagram of safety interlock
2 与当前国内外同类技术比较
氯气作为金属钠和氯碱生产企业的副产品,因本身是一种剧毒气体,因此,国家对氯气的生产、储存及使用有着非常严格的要求。传统使用方法是将其液化成液氯进行储存,然后,人工充装到液氯钢瓶中销售给客户再进行气化使用。氯气液化系统冷冻机负荷为满载100%时,液化效率在97%左右,尾氯的处理一直困扰着生产企业。该技术在完全满足《氯气安全技术规程》的基础上,成功将氯气进行远距离输送与应用,供氯时根据用户可将冷冻机负荷减载至40%~70%,降低运行电流,节约电费;同时,液化效率降至50%,尾氯纯度由35%提高至90%以上,通过调节氯泵泵后压力、增加安全联锁,满足氯气用户的使用要求,填补了国内氯气长距离输送直接使用的技术空白。
3 经济效益
经济效益方面,解决氯系统尾气处理时液碱的使用,降低冷冻机负荷运行,节约尾氯处理成本和冷冻机的耗电量,效益可佳。以下为项目实施后液碱使用对比分析:
(1)主要技术经济指标分析。
项目实施前液碱消耗312.263 t/月,项目实施后液碱消耗 0 t/月。
(2)成本与效益分析。

2×5.02 2x
71 80
每日消耗折百液碱x=10.073 t,则每月消耗折百液碱10.073×31=312.263 t
月节约液碱费用:312.263×2 900元/t=90.556万元
年节约费用:90.556万元×12 =1 086.672万元。
4 社会效益
此项目成功实施后解决了生产的次氯酸钠无销售市场的问题,加快熔融盐生产金属钠行业的发展。同时,降低单位液氯包装岗位人员的工作量和用氯单位拉运液氯的费用,避免液氯钢瓶的搬运、装卸等危险,提高氯气使用过程的安全系数。
5 总结
氯气是一种高度危险介质,属于危险化学品,对输送的安全性要求很高,此次氯气尾氯回收综合利用技术创新与应用成功推广并应用于公司三个氯气生产单位,成功将尾氯供给厂区周围用氯企业使用,在节约大量生产成本的同时更积累了很多氯气输送和使用方面的宝贵经验。
猜你喜欢
中学生数理化(高中版.高考数学)(2020年2期)2020-04-21
上海建材(2019年3期)2019-09-18
科技视界(2019年6期)2019-04-22
汽车实用技术(2018年16期)2018-09-06
资源节约与环保(2018年1期)2018-02-08
中国新技术新产品(2017年4期)2017-03-04
科技创新与应用(2016年9期)2016-05-14
中国氯碱(2015年11期)2015-06-15
中国氯碱(2014年6期)2014-08-15
火炸药学报(2014年3期)2014-03-20
