
DH36甲板导轨制造及质量控制措施
2019-02-10 15:12曹礼霞
山东工业技术 2019年3期
关键词:变形控制
曹礼霞


摘 要:甲板导轨为海洋修井机上重要部件,其上表面为下移动座步进滑移面,因此对导轨面步进孔尺寸控制、导轨变形量及导轨焊缝质量都有很高的要求,其制造过程难度较大。文章从合理的焊接工艺指导、导轨翼板下料控制、腹板加工及变形处理、导轨组对、导轨焊接变形控制及探伤检测等方面对整个导轨的制造过程进行了阐述,对其关键点提出了应对办法,为同类型产品制造提供了经验。文章是一篇独立性的文章,可以引用和推广。
关键词:甲板导轨;变形控制;焊接工艺评定;探伤检测
2005 年以来,中海油天津分公司每年调整井作业量约 15 井次,并呈迅速上升趋势[1]。甲板导轨作为海洋修井机上的重要部件,由两根组成,每根长度为32M,截面图如图1所示,为海洋修井机移动平台的主要受力部件,其上表面为移动平台的滑移面,上表面平面度要求为5mm,整体导轨分段拼接完成后直线度为8mm,整体焊接完成后,不得有任何焊接缺陷。因此,如何控制导轨的焊接变形及焊接后焊缝质量通过超声波检测,是甲板导轨制造的难点。
1 合理的焊接工艺指导
针对DH36材料,以及甲板导轨的焊缝型式:T坡口角焊缝及角焊缝。我们选用焊丝: E71T-1(TWE711)。对其进了2拉4弯机械性能实验,由于海洋特殊环境,对其增做了-20℃低温冲击实验,以满足海洋低温要求。根据实验结果,制订了供焊工操作的焊接工艺规程WPS。其关键控制的基本要素[2]如下:
母材等级:GB/T712 DH36;
填充金属等级:AWS A5.20 E71T-1;
焊丝:单丝焊,焊丝直径φ1.2。
电参数:
保护气体: CO2 组份99.95% ,气体流速 20—37L/min。
通用要求: 焊接位置:1G;板厚适应范围:3mm--无限厚。
坡口形式:V型坡口,无衬垫,根部间隙:0-5mm,钝边尺寸:0-2mm。坡口角度:55-65℃。
焊接热输入量:1.3-1.8kJ/mm[3]。
预热温度参考表:
技术:直线或横向摆动焊道;多层多道焊;摆动焊接时最大摆宽:16mm;导电嘴至工件距离15-20mm;
焊后热处理 :无。
2 导轨翼板下料控制
翼板为导轨的主要零件,其步进孔的尺寸控制以及翼板的变形量,为下料过程需要控制的关键点。
控制方法:(1)采用合适的切割设备。对比火焰切割机,选用更为先进的等离子切割机。等离子的切割面比火焰的切割面平整光滑,精度高[4]。(2)用数控等离子切割海洋导轨步行孔时,更换新的割嘴进行切割,因为旧的割嘴会影响切割质量。(3)增加数控等离子切割机辅垫工装内的冷却水高度,让水面与板料接触,减少热切割时板料局部升温带来的产品变形,提高产品质量。(4)将顺时针切割改为逆时针切割,提高了切割面的垂直度。(5)调整了机床割距,保证了步行孔和板料宽度等几个关键尺寸。(6)调整了步行孔的引入引出线靠近减少内应力的孔,提高了步行孔的质量,省去了打磨的工作。(7)降低切割速度,进一步提高了切割面的垂直度。(8)在画图过程中,为了保证步行孔孔距,在分段位置各延长了2mm;避免切割损耗。(9)在等离子编程过程中,为了减少步行孔切割的累积误差,将切割顺序从列改为行。
导轨翼板等离子下料过程可见图2所示,在下料完成后,导轨面板存在不同程度的波浪变形,在卷板机上进行校正,保证面板的平面度,过程可见图3所示。
3 腹板加工及变形处理
腹板在组对前,需要控制两个关键点:一是腹板坡口的加工,二是腹板加工后高度的控制。
按照设计要求,导轨的成品高度是250mm,导轨腹板的理论高度是210mm,但是为了保证焊接时焊缝全熔透,确定导轨板的下料尺寸为206mm(比理论尺寸210 mm 小4mm),以便在组对时留出导轨腹板与导轨翼板的间隙,方便清根。
导轨腹板下料后,由于下料过程受热,会产生热变形,另外腹板在运输、吊装过程中,也会产生部分变形,因此在腹板上大型坡口机进行坡口加工前,需对腹板進行校正,一般采用热校正法,当直线度在4mm以下时,可上坡口加工机[5]进行坡口加工,见图4所示,加工过程也会产生加工应力,因此,完成一侧坡口加工后,对另一侧进行坡口加工前,仍需要再进行一次火焰校正直线度,见图5所示。坡口机加工的坡口,不可能整体满足坡口加工尺寸要求,因为腹板的直线度影响,所以在加工后,局部未加工到的位置,仍需要手工采用火焰倒坡口。
4 导轨组对
组对导轨时,需注意,其腹板两侧的筋板需要进行加工,一是保证组对后整体筋板和腹板高度一致,避免在海洋平台甲板上安装时组对间隙不一致,造成焊接困难和质量问题,二是在翼板上点焊筋板后,给腹板的组对提供基准,避免腹板组对后直线度不能达到要求,在分段导轨安装时,造成错边现象,无法完成导轨的安装。
导轨的组对步骤:(1)将导轨翼板放置于工装平板上,复检翼板的直线度和平面度,不合格则再次进行校正;(2)达到要求后,在翼板上划腹板组对位置线、筋板组对位置线;(3)将腹板单侧筋板全部点焊牢固,以作为腹板组对基准;(4)在导轨腹板下垫Φ4的焊条,保证组对腹板与翼板间隙,方便焊后清根,组对腹板,点焊牢固;(5)组对另外一侧筋板。需要注意的是,筋板组对不必要全部组对完,只需要组对一定数量的筋板,作为腹板组对基准和防止焊接时腹板的扭曲变形,如果筋板全部组对完,则会对翼板与腹板的主体角焊缝焊接造成不便,影响主体焊缝的焊接质量。剩余部分筋板可在导轨焊后主体焊缝探伤合格后,再进行组对焊接。
5 导轨的焊接变形控制
由于导轨太长,即使将导轨分段然后到甲板上进行组装,其分段导轨仍有10m左右,该导轨的结构形式,焊接后易产生弯曲和塌边等变形。控制焊接变形,从这几个方面入手,取得了较好的效果:
5.1 控制组对间隙
所有组对的筋板经过机加工,控制筋板的高度,以及筋板用来组对两边的垂直度,保证筋板与翼板的组对间隙为0,组对腹板时,保证与筋板的间隙小于2mm。
5.2 反变形控制
参考两导轨板的板厚、板宽画下料图,备好夹具料,见图6所示,反变形钢板条料,见图7所示。
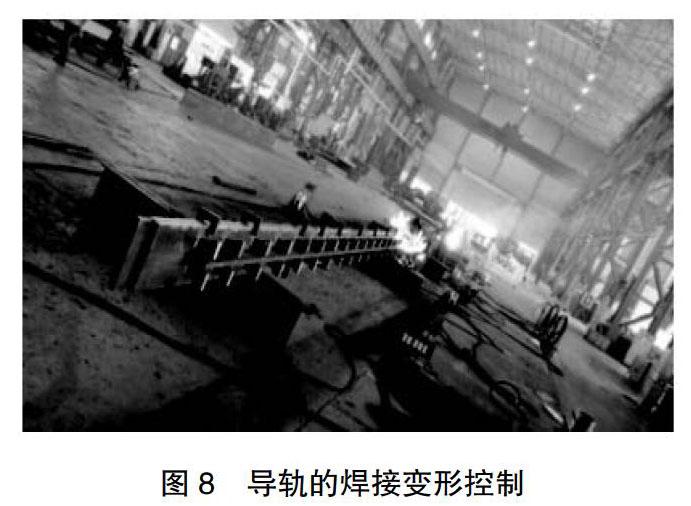
将点焊牢固的组件其中之一导轨面朝上放置在蚂蚁台上,中间位置放上5mm厚、50mm宽的用于焊接反变形的钢板条,将另一组件与其背靠背放在一起,全长范围内均用夹具装夹固定好,见图8所示,由于5mm厚钢板的存在,两导轨面间存在5mm的间隙,用于反变形[6]。
5.3 合理安排焊接顺序[7]
(1)将筋板与面板、筋板与腹板所有的焊缝焊接完成;
(2)打底焊接腹板与面板15mm坡口一侧,焊两道,然后在10mm坡口侧用磨光机砂轮片清根;
(3)填充、盖面。
6 探伤检测
焊后24小时,需对焊缝进行目检、表面磁粉探伤以及X射线探伤,以确保焊缝合格可以投入使用。目检时,不得有气孔、咬边、焊瘤、凹陷、未熔合等缺陷;另外磁粉探伤表面不允许有裂纹;射线探伤不允许内部有气孔、夹渣、未焊透等缺陷[8]。
7 结语
通过多方面的控制,制造的甲板导轨,其焊缝质量、形位公差,焊接变形均得到了较好的控制,满足了客户及设备的使用要求。甲板导轨的制造,在石油机械制造行业,现仍具有较高技术含量,当然,伴随着高科技切割设备的更新和制造过程的深入研究,甲板导轨的制造仍具有相当大的提升空间。
参考文献:
[1]刘斌,周红军,边作森.HXJ180MB变轨距海洋轻型钻机的开发与应用[J].石油机械,2010(07):58-61+92.
[2]AWS D1.1/D1.1M:2015,钢结构焊接规范[S].上海:上海振华港口机械(集团)股份有限公司,2015.
[3]郭云飞,包孔,周弋琳,严峰.疏浚船用DH36钢焊接工艺性能研究[J].造船技术,2015(06):74-78.
[4]杭争翔,马学智,马钰钧,付勤胜.等离子切割在热切割中的地位[J].沈阳工业大学学报,1999(06):479-481.
[5]李祖权,胡筱茹.坡口加工机及其使用[J].焊接技术,2001(03):35-36.
[6]机械工业职业教育研究中心组.电焊工技能实战训练[M].北京:机械工业出版社,2004:283.
[7]宋娓娓,汪洪峰,汪建利,左敦稳,黎向锋,田昕.焊接顺序对焊接变形的影响分析[J].焊接技術,2015(07):76-79.
[8]牛利华,鲁雪皎.浅谈连续油管QT-800的焊接修复方案[J].山东工业技术,2017(02):32-33.
猜你喜欢
价值工程(2017年10期)2017-04-18
建材发展导向(2016年6期)2017-01-17
建筑建材装饰(2016年8期)2016-12-29
科学与财富(2016年18期)2016-12-22
科学与财富(2016年28期)2016-10-14
湖南大学学报·自然科学版(2015年1期)2015-04-20
建材发展导向(2014年5期)2014-10-20
中国建筑科学(2014年3期)2014-07-21
