提高混丝加香工序合格率
2019-02-18 06:28罗双强
卷宗 2019年34期
罗双强
摘 要:在烟草行业制丝生产线,在一些关键工序如混丝加香、切丝、烘丝等,为了保持产品的一致性和均匀性,需要对物料进行限制,保证流量的稳定性,从而保证产品加工工艺参数的稳定性和产品性能的一致性。本文针对混丝加香工序流量波动合格率低的问题,通过调整计量管宽度、更换带式输送机皮带的方法提高流量稳定性,从而提高混丝加香工序合格率。
关键词:混丝加香;流量;计量管;输送机
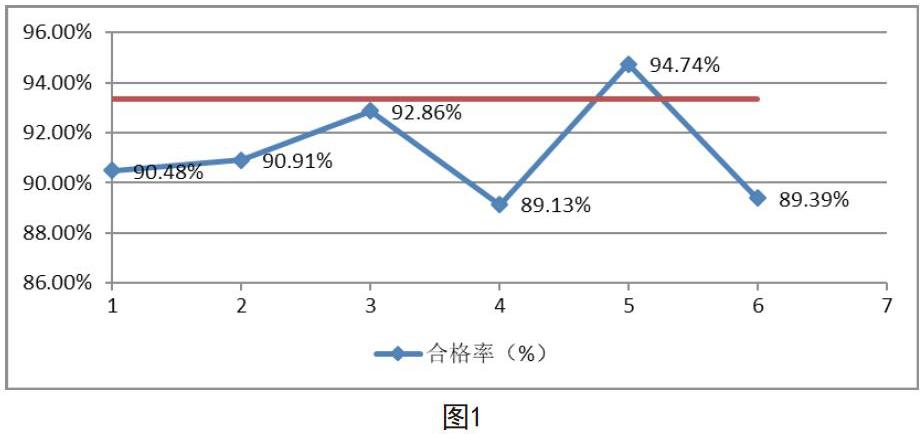
通過查阅MES系统,统计2019年1月至6月混丝加香工序的合格率,如图1所示。
由图1表可知,只有5月份合格率满足考核要求,其他月份低于考核要求的93.32%。
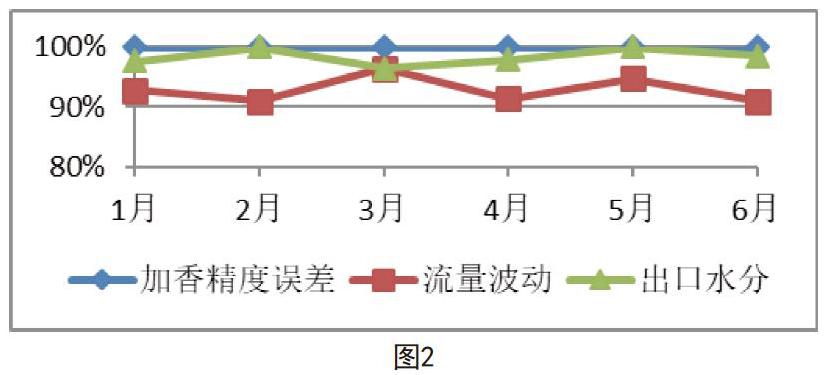
为找出影响混丝加香工序合格率的根本原因,对2019年上半年混丝加香工序的三个质量指标:加香精度(累计)、流量波动、出口物料含水率进行分类统计,如图2如下:
从图2可以看出,造成混丝加香工序合格率低的主要原因是流量波动合格率低。
1 要因确认
通过现场验证、调查分析和现场测试等方法,对影响流量波动的末端因素进行了一一确认,共确认出2个末端因素为要因:一是计量管太窄;二是带式输送机上物料打滑。
2 对策实施
2.1 增加计量管宽度
2.1.1 确定调整范围
经过现场实地测量,计量管宽度的可调节范围为24~34cm,因现在计量管的宽度为24cm,已经无法满足生产需要,因此,决定在25~34cm中寻找适合的宽度。
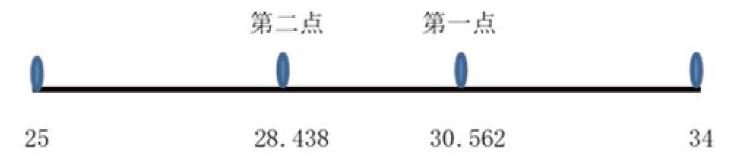
2.1.2 利用黄金分割法确定最佳参数
1)在计量管宽度25~34cm的0.618处试验,即第一点:(34-25)*0.618+25=30.562,统计五组流量波动平均值为0.86%。
2)在第一次试验点的对称点处做实验,并统计五组流量波动平均值为0.44%,即第二点:34-30.562+25=28.438。
3)对比两次实验结果,发现第二次比第一次流量波动低,实验效果更好,于是舍去30.562~34cm的部分,在留下的部分(25~30.562cm)找第二点的对称点,即第三点:30.562-28.438+25=27.124,在第三点处做实验,统计五组流量波动平均值为0.53%。
4)比较第二次和第三次的实验结果,发现第二次流量波动低,实验效果好,舍去25~27.124cm的部分。因此,最优参数在27.124~28.438之间,小组成员结合生产实际,经过综合分析讨论后,将计量管宽度设置为27.5cm。
2.2 更换带式输送机皮带
光滑的皮带输送机已不能满足日常生产需要,因此,需对防滑皮带进行重新选型,利用车间现有设备,现场验证、实验,通过模拟皮带输送机的启停,观察物料在防滑皮带上的均匀度以及落入限量管时的形态,同时结合设备保养,优先选取设备保养劳动强度小的皮带。由于皮带输送成品烟丝,因此花纹高度过高,容易在花纹与皮带粘接处堆积,给设备保养工作带来了不变。花纹高度过低,长时间使用后,摩擦力变小,物料在输送过程中的均匀度受影响。因此选用高度为“中”的花纹高度进行现场跟踪实验。同时,皮带输送机倾斜角度约为22°,因此在角度使用的基础上,越接近越好。
通过现场验证与实验,同时从经济性、可靠性、有效性等方面考虑,最终选定“外凸人字型”防滑带替代原皮带。
3 效果检查
所有对称实施完成后,稳定运行一周后,随机抽取50批次混丝加香工序前流量波动数据,流量波动小于1.0%,满足考核要求,目标完成。
参考文献
[1]梁兴.提高叶片松散回潮前物料流量稳定性[J].中国战略新兴产业,2018.11.
[2]吴泽樟,赵晓雷.提高梗丝处理段物料流量稳定性探析[J].轻工科技,2018.04.
[3]付永民,范磊.物料流量控制系统的改进[J].烟草科技,2013.12.
[4]龙明海,资文华,华一崑等.主成分分析结合Tisher最优分割法在烟叶分切中的应用[J].烟草科技,2016.08.
[5]李蔚.科学领域中的黄金分割法与优选法[J].科技传播,2012.02.
[6]宋永东,张玉强,张建华.黄金分割法用于PID参数优化整定技术的研究[J].西安工程科技学院学报,2017.04.
猜你喜欢
玩具世界(2022年2期)2022-06-15
房地产导刊(2021年8期)2021-10-13
中国煤炭工业(2019年3期)2019-08-27
经济技术协作信息(2018年30期)2018-11-22
电子制作(2017年23期)2017-02-02
采矿与岩层控制工程学报(2015年3期)2015-12-16
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年2期)2015-07-29
自动化博览(2014年12期)2014-02-28
物流技术(2013年14期)2013-10-24