
纺织器材专件的应用探析
2019-02-26 08:18王晓芸马敬宝
纺织器材 2019年1期
王晓芸,马敬宝,李 兵
(魏桥纺织股份有限公司,山东 邹平 256200)
0 引言
纺织器材、专件产品的性能是保证纱线品质稳定的必要条件,在纺纱设备升级过程中,纺织器材、专件质量的提升和选配功不可没。魏桥股份智能化纺纱工厂生产品种号数约为7.3 tex,自2016年下半年开车以来,通过优选纺织器材、专件和优化工艺等措施,不断提升各工序质量,使最终产品质量满足国内外中高端客户的需求,为企业在严峻的市场竞争中赢得一席之地。
该智能化纺纱工艺流程:JWF1009型抓棉机→FT245型输棉风机→AMP3000型金属火星探测器→FT217型气流分离器→JWF007型重物分离器→FT240F型输棉风机→JWF1107型单轴流开棉机→FT240F型输棉风机→JWF1107型单轴流开棉机→JWF1029型多仓混棉机→JWF1115型精开棉机→JWF0016C型异纤机→FT201B型风机→火星探测器→JWF1173型棉箱→JWF1211型梳棉机(FT029B型匀整仪、FT209A型圈条器)→JWF1310型预并机→JWF1383型条卷机→JWF1278型精梳机→RSB-D45型并条机→CMT1801型粗纱机→JWF1562EJM型细纱机→QPRO plus型自动络筒机→自动打包、码垛系统。
1 合理选用纺织器材专件是实现质量稳定的基石
如何正确选用纺织器材、专件,是困扰纺纱企业的难点之一,虽然答案各不相同,但却具有一定的共性。首先,纺纱企业要对本厂设备性能和状态、生产规模、产品结构、市场定位做好梳理,并认真分析性价比,选择适合自身产品定位的、合适的纺织器材、专件。目前,市场上各类器材、专件制造厂家和产品型号、规格数量众多,质量参差不齐,某些工厂因加工设备低端、生产条件差、自主研发意识不足,其产品精度和价格相比优秀企业产品的幅度较大,导致市场同质化、低价格竞争严重,所以企业采购一定要综合评估,选择具有自主研发和创新能力企业制造的优质产品。
使用纺织器材、专件的日常检查和维护也必不可少,以最大限度地发挥纺织器材、专件的纺纱功能。纺纱厂应结合客户对纱线质量要求,制定适合本企业的、完善的器材、专件维护、保养周期,形成体系作业文件、作业标准和执行标准;并遵循“新旧搭配、错峰更换”的基本原则,避免器材、专件质量波动大导致的生产隐患。
2 纺纱器材专件的分类
纺纱器材、专件种类繁多,从使用功能上可以归纳为梳理类、牵伸类、加捻卷捻类和通道类4种。
a) 梳理类:按照金属针布齿条几何要素可以分为齿形、梳针形和异形。具有齿形的有:刺辊齿条,道夫齿条,锡林齿条,前、后固定盖板齿条,精梳机用整体锡林锯齿,等;采用梳针的有:梳棉机用弹性盖板针布,精梳机用顶梳,等;异形的有:抄针罗拉用弯针,等。
b) 牵伸类:罗拉,胶辊用胶管,胶圈,上销,下销,钳口,等。
c) 加捻卷捻类:锭翼,压掌,导纱钩,钢领,钢丝圈,锭子,锭带,槽筒,等。
d) 通道类:集合器,喇叭口,网格圈,等。
3 关键纺织器材专件的配置原则
3.1 针布
针布是梳棉机的核心器材,其配置首先应注意掌握好针布的“五度”,即锋利度、分梳度、穿透度、咬合度和齿密度;以满足纤维梳理“三度”的伸直度、平行度和分离度。
锡林金属针布,在梳棉机对纤维梳理中的生条与成纱质量起着决定性作用。使用高产、高速JWF1211型梳棉机生产出口产品时,因其质量要求较为严格,通过优选针布型号、综合性价比,部分采用金轮公司制造的“蓝钻”系列针布并优化配置,特别是锡林金属针布采用双齿型齿条。双齿型齿条与一般锡林金属针布齿条的主要区别是:① 齿形不同,双齿型锡林金属针布齿条是齿部为尖齿、平齿的复合型齿条,尖齿使纤维在齿尖面得到充分梳理,而平齿能充分托持纤维避免纤维滑落到齿底,从而在不减小隔距的情况下提高梳理质量;② 双齿型齿条的工作角大,可提高齿尖对棉层的穿刺能力和对棉束的握持能力,使锡林金属针布与回转盖板弹性针布两针布间有充分的自由分梳功能,防止锡林高速回转时纤维从齿尖滑脱而影响梳理质量;③ 总高小、齿密大,利于纤维集中在齿尖面,且有利于与回转盖板针布的纵向梳理,使纤维混合均匀。
梳理度提高后,针/齿的磨损小、对纤维损伤小,使金属针布的使用寿命更长。由于双齿型锡林金属针布齿条采用大齿距、小齿深,提高了纤维转移率,生条棉结也明显降低,在棉条质量保持不变的情况下,产能提高约为20%;由于对原棉的适应能力强,当配棉出现波动时,产品质量仍能保持相对稳定,特别适纺长绒棉、机采棉或含杂率较高的配棉。
梳棉机针布优化配置前、后指标对比见表1。
试验品种:CPCM 7.3 tex SW,100%;
表1 梳棉机针布优化配置前、后指标对比
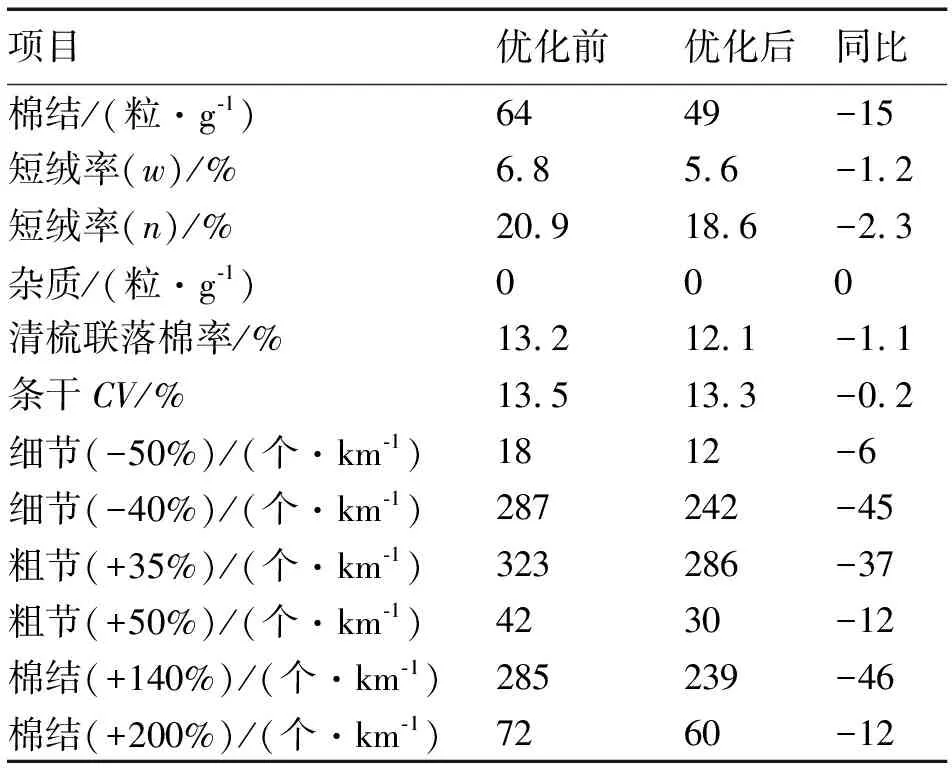
项目优化前优化后同比棉结/(粒·g-1)6449-15短绒率(w)/%6.85.6-1.2短绒率(n)/%20.918.6-2.3杂质/(粒·g-1)000清梳联落棉率/%13.212.1-1.1条干CV/%13.513.3-0.2细节(-50%)/(个·km-1)1812-6细节(-40%)/(个·km-1)287242-45粗节(+35%)/(个·km-1)323286-37粗节(+50%)/(个·km-1)4230-12棉结(+140%)/(个·km-1)285239-46棉结(+200%)/(个·km-1)7260-12
配棉:100%新疆机采棉;
原棉指标(HVI试验):马克隆值为4.2~4.7,成熟度为0.88,纺纱系数为83.7,上半部平均长度为29.3 mm,短绒率为12.8%,反射率为79.6%,黄度为9.6,回潮率为5.9%,杂质数为44粒/g,杂质面积为0.28。
3.2 固定齿条盖板针布齿密和根数
一般而言,固定齿条盖板配置的根数越多则参与梳理的齿数越多、梳理效果越好;前固定齿条盖板针布齿密配置应大于后固定齿条盖板针布和回转弹性盖板针布;后固定齿条盖板针布齿密应大于刺辊针布的齿密且应为渐密;前固定齿条盖板针布的齿条工作角α应大于后固定齿条盖板针布齿条工作角,控制能力应稳定,后固定齿条盖板针布的控制能力应小于前固定齿条盖板针布,且工作角应与齿密相适应。
3.3 棉网清洁器组合
梳棉机低产时,前部棉网清洁器的清洁作用大于后部棉网清洁器;高产时,前部和后部棉网清洁器同等重要;车速越高、含杂量越大时,棉网清洁器的配置数量应越多。JWF1211型梳棉机采用“棉网清洁器+固定齿条盖板+棉网清洁器+固定齿条盖板”的模式,前棉网清洁器多道清除棉结、杂质和短绒,整理纤维,后棉网清洁器多道清除大杂。固定齿条盖板和棉网清洁器工艺隔距采用后部大于前部、进口大于出口、阶梯型渐紧隔距,可达到柔性梳理的效果。
3.4 胶辊
3.4.1丁腈胶辊
随着紫外线光照处理丁腈胶辊技术的应用和发展,其处理丁腈胶辊的效果显著优于涂料处理,主要适用于中、低硬度胶辊。这是由于紫外线照射丁腈胶辊改变了其橡胶分子结构,可提高丁腈胶辊抗绕花、抗静电性能,是一种无毒、环保型的丁腈胶辊表面处理方法,可以有效地解决化学涂料处理丁腈胶辊吸收不匀的问题,利于降低处理成本、减少锭差、眼差,改善操作工劳动环境。
3.4.1.1紫外线光照处理丁腈胶辊的优势
紫外线光照处理丁腈胶辊的优势表现在以下几个方面:
a) 胶辊表面滑爽,高速运转中能延缓摩擦静电的产生,有效减少胶辊表面吸附的纤维,避免因胶辊粘带纤维而造成偶发性纱疵的增加;
b) 胶辊表面柔润,能够更好地握持纤维,避免胶辊凹心、滑溜,延长胶辊使用寿命,有利于纺纱质量的稳定和提高;
c) 胶辊具有很好的耐油污、抗老化和耐磨性能,可延长使用周期,降低损耗;
d) 仅改变胶辊表层性能,不影响内层的物理性能,使须条在牵伸过程中更加稳定。
3.4.1.2紫外线光照处理丁腈胶辊要点
采用紫外线光照处理丁腈胶辊时,应根据纺纱品种、环境温湿度、胶辊特性、纺纱工艺及质量要求选择合理的光照时间、灯管高度及烘箱温度;结合企业实际应用情况,总结经验、制定相应的处理工艺,既要保证丁腈胶辊具有良好的纺纱性能,又要避免因处理过度使丁腈胶辊早期老化、龟裂,光照处理后的丁腈胶辊表面应“光、滑、爽、燥”,丁腈胶辊上车后应密切关注运转状态,发现异常时及时进行调整。
3.4.2聚氨酯胶辊
由于集聚环锭细纱机纺纱用普通丁腈胶辊的消耗量较大,虽然丁腈胶辊可以倒角使用,但丁腈胶辊使用1个周期后生产状态波动较大,出现“下粗纱”问题,因此,我们试用了部分聚氨酯胶辊。试用发现聚氨酯胶辊和丁腈胶辊相比具有以下优点:回弹性好、握持力强、稳定性好,且使用周期长,普通丁腈细纱胶辊使用约45 d就会出现中凹,造成下粗纱、断头多,聚氨酯胶辊可使用约105 d,使用周期延长2倍多。
聚氨酯胶辊和丁腈胶辊纺CPCM 7.3 tex SW纱成纱质量对比见表2。
3.4.3胶辊胶圈搭配原则
使用胶辊应粗糙有度、弹性适中、握持有力;胶圈搭配应掌握好“三上三下”和“一率”,“三上三下”是指胶圈的上薄下厚、上高下低、上软下硬;“一率”指滑溜率。
表2聚氨酯胶辊和丁腈胶辊纺CPCM7.3texSW纱成纱质量对比
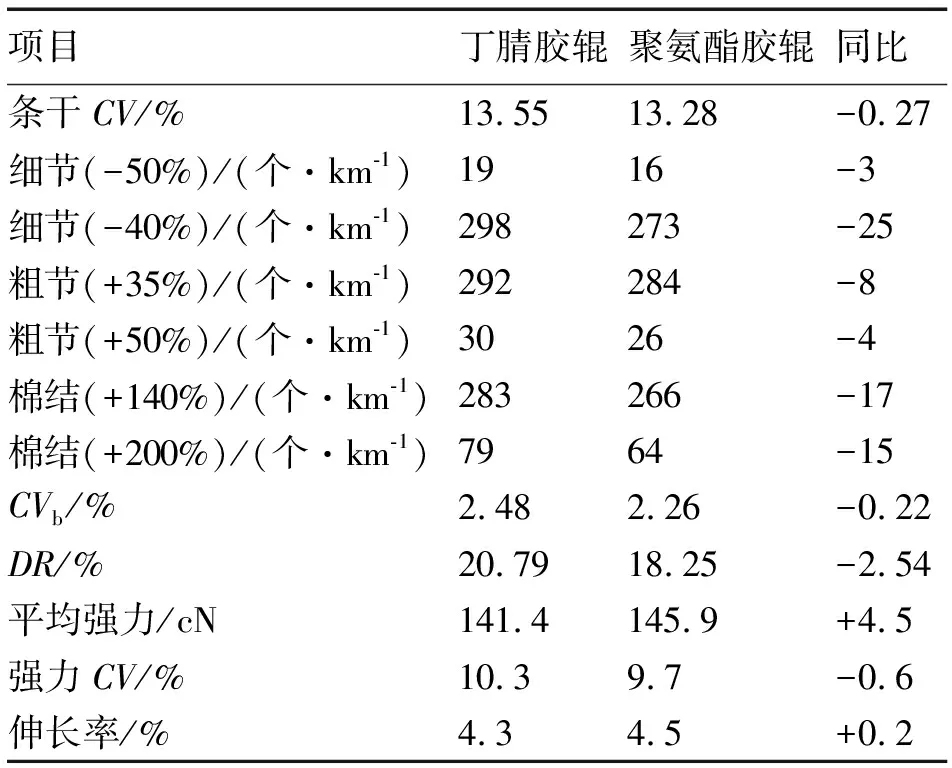
项目丁腈胶辊聚氨酯胶辊同比条干CV/%13.5513.28-0.27细节(-50%)/(个·km-1)1916-3细节(-40%)/(个·km-1)298273-25粗节(+35%)/(个·km-1)292284-8粗节(+50%)/(个·km-1)3026-4棉结(+140%)/(个·km-1)283266-17棉结(+200%)/(个·km-1)7964-15CVb/%2.482.26-0.22DR/%20.7918.25-2.54平均强力/cN141.4145.9+4.5强力CV/%10.39.7-0.6伸长率/%4.34.5+0.2
3.5 网格圈
网格圈选用应注意“三性”,即导电性、透气性和耐用性。
3.5.1网格圈的分类
a) 根据网格圈制造工艺分为平纹、斜纹、复合斜纹和U形纹等。其中,平纹组织网格圈结构最稳定、牢度最好、抗弯度大,但密度大时织造难度大;而斜纹和复合斜纹的网格圈柔度好、运行稳定性比较可靠。试纺发现平纹、斜纹网格圈适纺纯棉品种,复合斜纹网格圈适纺纯棉及混纺品种,而U形网格圈适纺化纤品种。
b) 根据锦纶丝的表面处理分为镀碳丝、渗碳丝和镀金银丝。
3.5.2网格圈的保养
3.5.2.1网格圈应随揩车进行清洁,纺化纤或含油剂、糖分较多的品种应适当缩短清洁保养周期。高压气枪清理后的网格圈表面无尘杂堵塞和积花附着,网格圈不出现破洞、破边、不平整、褶皱等问题。
3.5.2.2采用“超声波”清洁网格圈时,对网孔中棉蜡、糖分、微尘的清洁效果较差;试用洗衣机清洗网格圈时,在洗衣机高速搅拌水流的冲击下污垢很容易被清理下来,清洁效果明显。
具体清洗要求:① 清洗水温应控制在约39 ℃,温度过高会导致网格圈受热后变形、变性,影响网格圈的断裂强力等性能;清洗时温度过低则棉蜡不易融化,影响清洁效果;② 温水中加入中性清洗剂后,将网格圈放入浸泡1.5 h后进行清洗,网格圈损伤相对较小;③ 清洗后的网格圈应注意避光放置、自然晾干,以免影响网格圈的质量和强力;④ 晾干后由专人将破损、变形严重的网格圈剔除,以免上车后造成质量隐患。
3.6 其他选配要点
3.6.1通道类:通道光洁、耐污垢和防静电。
3.6.2钢领:硬度高,散热快,跑道光,精度高,表面粗糙度、内径圆度、顶面平面度、顶面对底面平行度指标应符合行业标准技术要求,批次间无差异、一致性好。
3.6.3钢丝圈:根据钢领型号配置圈型,按照所纺纤维品种的特点、纺纱号数及工艺条件来确定钢丝圈的型号和质量。
3.6.4纺织器材、专件还应注意配套化、标准化、规范化、统一化和有效化:配套化即应与所纺号数及前后工序工艺配置合理;标准化即要有统一的检验方法和指标要求;规范化是应有定期检查的方法、标准和人员;统一化是相同工序和品种用纺织器材、专件应一致、均衡;有效化指使用后应达到所要求的技术指标。
4 结语
随着科学技术的不断发展和进步,国内各类纺织器材、专件创新能力不断提升,建议应在材质、使用寿命和适纺性方面重点深入研发,各制造企业应大力培育科学成果转化机制,不断扩展创新成果,加大科技动能转化的步伐,积极与大专院校及国内、外先进企业融合发展,提高纺织器材、专件发展的软实力,为纺织技术的发展提供永恒的动力支撑。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
纺织科学研究(2021年6期)2021-07-15
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
水运工程(2020年2期)2020-02-26
物流技术与应用(2019年6期)2019-07-16
山东纺织经济(2019年5期)2019-02-19
重型机械(2016年1期)2016-03-01
纺织导报(2015年6期)2015-12-31
