
磨床砂轮修整器的改进
2019-02-27 07:14赵兴仁
制造技术与机床 2019年3期
赵兴仁
(中国石油大学石油工业训练中心,山东青岛266400)
在磨床上磨削工件时,砂轮不锋利要用金刚石笔修整。平面磨床修整砂轮时,由于修整器和工件的高度相差较大,通常要升起或降低砂轮,电磁吸盘断电后,把修整器吸在电磁吸盘上,修完砂轮再卸下修整器,重新对刀磨削工件;普通外圆磨床修整砂轮时,有时要把工件卸下来,修完砂轮后,再装上工件,这种反复拆卸的修整方法效率低,不如数控磨床在线修整砂轮的方式方便、快捷。主要原因是老式砂轮修整器的结构设计不太合理,安装位置不合适。针对上述问题,根据数控磨床砂轮修整的原理,本文对普通平面磨床和外圆磨床的砂轮修整器进行了改进。
1 平面磨床砂轮修整器的改进
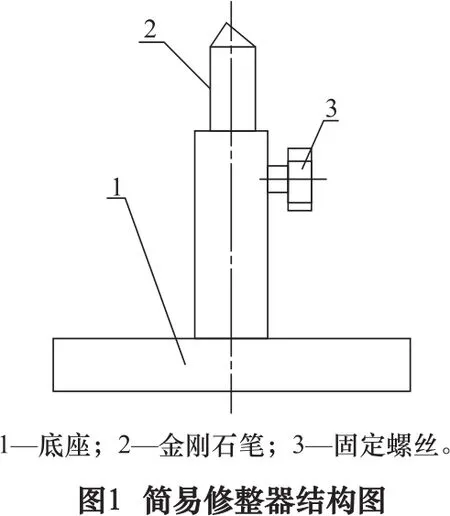
常用简易的砂轮修整器是在底座上安装一个金刚石笔,结构简单,高度不可调节,如图1所示。改进后砂轮修整器的高度可以调节,结构如图2所示,它由V型槽固定座、调节钮、固定螺丝、固定筒、金刚石笔、顶丝、螺栓、螺母组成。固定筒可以在固定块的V型槽里上下滑动,用于粗调金刚石笔与砂轮之间的距离,转动调节钮移动筒可在固定筒里移动,用于精调金刚石笔与砂轮之间的距离。
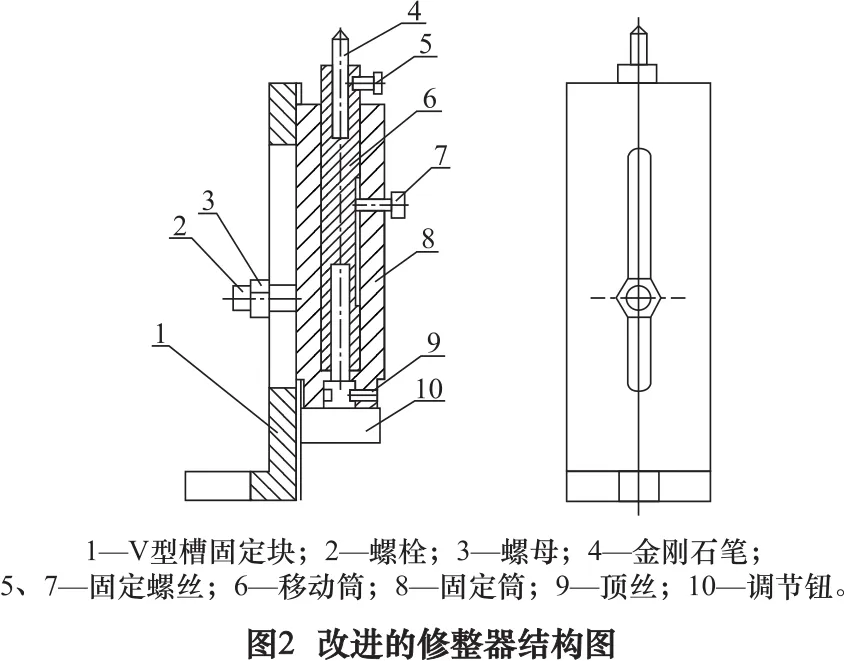
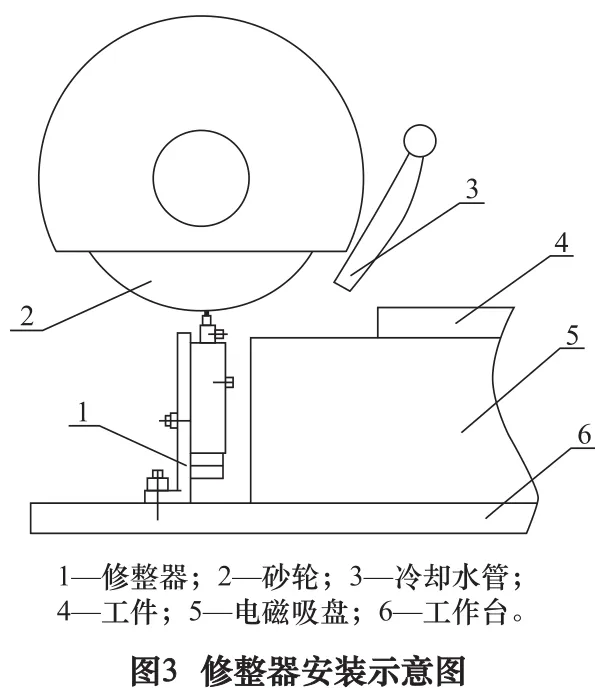
修整器(如图3所示)安装在电磁吸盘的左侧,用一个T型螺钉固定在磨床的工作台上。如图2所示,磨削的过程中需要修整砂轮时,把修整器移到砂轮的下方停住,松开螺母3向上移动固定筒8使金刚石笔4接近砂轮,但不要碰到砂轮;拧紧螺母3锁住固定筒8,转动调节钮10让金刚石笔4接触到砂轮,机动或手动使砂轮横向移动修整外圆,修完的砂轮直径变小,不用对刀可以直接进刻度磨削工件。再次修整砂轮时,先转动调节钮10把金刚石笔4降下来,把修整器移到砂轮的下方停住,转动调节钮10让金刚石笔4接触到砂轮,使砂轮横向移动修整外圆。注意:每次修整砂轮前要把金刚石笔4降下来,才能把修整器移到砂轮的下方,防止砂轮停下的位置不同而撞到金刚石笔4,也可以在床身和工作台之间用笔做个记号,工作台每次移动到记号处停下来修砂轮。
2 外圆磨床砂轮修整器的改进
如图4所示,外圆磨床砂轮修整器的结构和平面磨床砂轮修整器一样,只是金刚石笔6斜着安装在移动筒上。修整器安装在工件的下方,磨削前先把修整器用螺栓3固定在磨床工作台1上,磨削中需要修整砂轮5时,砂轮5不用退出,移动磨床纵向工作台把修整器2移到砂轮5下方,调节固定筒使金刚石笔6接近砂轮5并拧紧螺母固定固定筒,转动调节钮使金刚石笔接触到砂轮5,来回摇动纵向工作台手轮,金刚石笔可对砂轮外圆反复修整,修完砂轮后,转动调节钮把金刚石笔退出砂轮2 mm左右,由于砂轮直径修小了,可以直接进刀磨削工件。需要再次修整砂轮时重复上述步骤即可。这种方法减少了装卸工件和修整器的次数,提高了磨削效率。
3 结语
该方法修整砂轮不用退刀,调节修整器上的金刚石笔修完砂轮后,不用对刀可以直接磨削工件,具有结构简单,修整效率高,制造成本低、实用性强的特点,值得推广使用。
猜你喜欢
中国机械工程(2022年15期)2022-08-17
哈尔滨轴承(2022年1期)2022-05-23
VOGUE服饰与美容(2022年5期)2022-05-01
金刚石与磨料磨具工程(2021年3期)2021-12-06
科学大众·教师版(2021年6期)2021-10-04
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
科技风(2019年8期)2019-10-21
神州·中旬刊(2019年6期)2019-07-08
