全自动炼钢分析系统故障的分析与处理
2019-03-13 14:26秦晓峰张敏郑连杰
山东工业技术 2019年5期
秦晓峰 张敏 郑连杰
摘 要:本文介绍了全自动炼钢分析系统典型故障的原因分析和处理方法,涉及到的故障主要有直读光谱仪单元素分析值异常波动、分析仪器真空室微漏、机械臂控制器散热问题、制样设备动作超时报警等。
关键词:全自炼钢动分析系统;直读光谱仪;机械臂控制器;标签打印机;真空室漏气
DOI:10.16640/j.cnki.37-1222/t.2019.05.065
1 引言
近年来,全自动炼钢分析系统在我国各大钢铁企业得到推广应用[1-3]。该系统够实现钢、铁和炉渣等试样的全自动接收、制备、分析和数据上传,全过程无需人工操作。但由于系统结构复杂,设备繁多,出现故障的频率也相对较高,如不及时正确地处理,有可能会对炼钢生产造成不良影响。本文对该系统的常见故障及其处理方法进行了分析总结。
2 全自动炼钢分析系统的构成
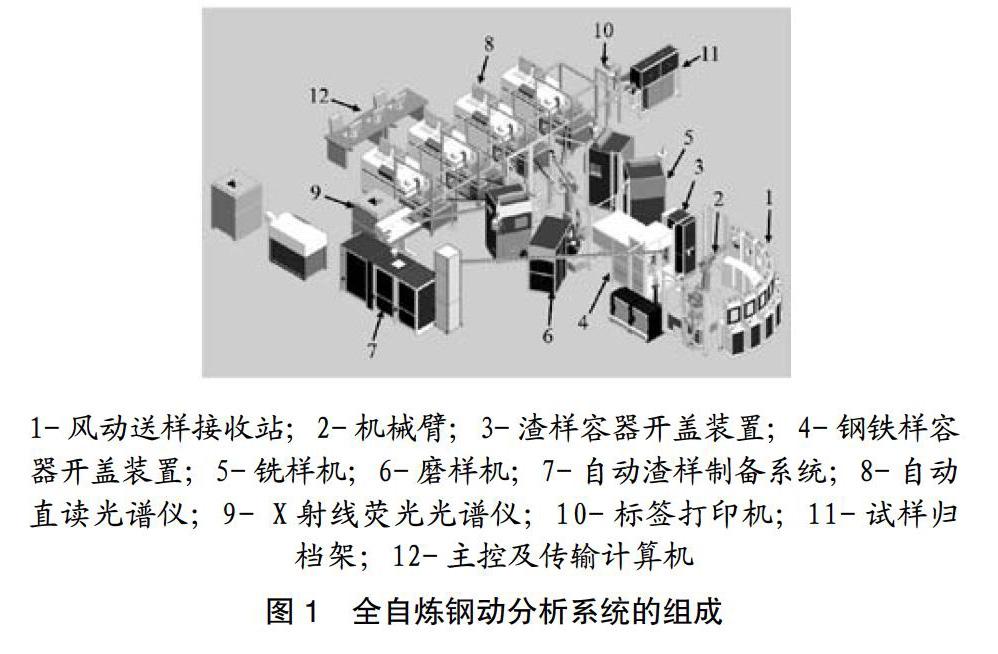
系统主要包括风动送样系统、铣样机和磨样机等制样设备、直读光谱仪和X射线荧光光谱仪等分析设备、机械臂和传送带等传送设备。各设备均在主控软件的控制下自动运行。图1为该系统的示意图。
3 系统故障的分析与处理
3.1 直讀光谱仪单元素分析值异常波动
有时直读光谱仪某一个元素的分析值的稳定性出现大幅波动,但其它元素分析结果正常,这往往是由该元素检测通道的硬件故障引起的。
一般情况下,此类故障的原因可能为衰减器、光电倍增管、通道板或其间的线缆出现问题。可从仪器软件中查得该元素的通道编号,从较为简单的操作入手,对各组件逐一进行排查。首先,应检查各组件的接线是否牢靠;然后将该元素衰减器接线更换到一个闲置衰减器上,注意应让跳线接点与原衰减器保持一致;如果故障现象仍然存在,则更换通道板,如果没有备件,可暂时将两块通道板进行对调;如果问题仍未解决,则更换或对调光电倍增管与衰减器和通道板间的线缆(包含光电倍增管的插头);最后尝试更换或对调光电倍增管。查明故障点后,更换相应的新备件即可。
如果故障现象为除磷、硫外的其它元素的稳定性出现整体波动,则考虑是铁基通道出现问题,同样可按上述方法处理。
3.2 直读光谱仪或X射线荧光光谱仪真空室微漏
有时直读光谱仪或X射线荧光光谱仪的真空室发生轻微漏气,导致真空度达不到分析要求。如果逐一对各密封元件进行更换排查,工作量太大,且有可能形成新的漏点。可按如下方法进行处理:将仪器抽真空,并从软件中打开真空度的实时监控界面。取一个医用注射器,吸满无水乙醇,必要时可在针管与针头间装一段软管,以便针头能够伸入狭小的空间内。用注射器向某一可能发生漏气的部位滴加少量乙醇,等待约20秒,查看真空度有无明显的上升。如果未见异常,则检查下一部位。若果发现真空度明显上升的现象,说明该部位漏气,将真空室放入大气后,检查该部位安装是否存在问题,必要时更换密封圈。
3.3 机械臂控制器因散热问题无法正常工作或发生故障
系统中的直读光谱仪一般都配有小型机械臂,由于其控制器的体积较小,内部电路板安装紧凑,且散热风扇功率小,系统设计时又将其放置在一个狭窄的空间内,较容易因温度过高造成控制器无法正常工作或电路板寿命下降。建议平时将放置控制器的拉板抽出,使其露在开阔环境中,并且每周至少清理一次散热风扇的滤尘网。如有必要,可对控制器进行适当的改造。如改造控制器的上面板或侧面板,安装大功率的散热扇,注意应同时做好防尘措施,并加强对控制器内部灰尘的清理。
3.4 自动压片机频繁报警缺料导致样片制备成功率低
经观察发现,如果最初送样量适当且性状正常,该问题的原因一般是研磨后试料粉末没有从研钵充分排出,从而导致压片时缺料。可通过试验,适当延长研磨后的卸料时间,保证试料充分排出。另外,由于自动压片机的下压头完全嵌于阴模中,易被渗入缝隙的粉末卡死,从而造成压片失败和缺料报警。因此应每日对下压头和阴模进行拆卸清理,保证其正常工作。
3.5 制样或传送设备动作超时报警
动作超时报警往往是制样和传送设备最常见的报警。报警原因一般有两个,一是动作部位被试样或杂物卡死,导致动作无法完成,这种情况只需将杂物清理后将设备复位即可;另一原因是传感器损坏或位置偏移,造成误报警,需要更换传感器或调整传感器位置。
3.6 标签打印机打出的标签堆积标签出口处
此问题的原因一般为标签走位不正确,导致其不能被喷头吸走而滞留在出口处。标签打印机一般都配有光感探测器用于检测标签位置,探测器脏污时,其灵敏度会下降,导致多个标签被连续输出。遇到这种情况,可先将标签从探测器处卸出,然后用滤纸蘸酒精伸入探测器缝隙内擦拭探头。如不能解决问题,可适当调整传感器位置,或令打印机重新读取标签尺寸及间隔距离。有些型号的标签打印机出口下方安装有吹气孔,用于防止打印出的标签下坠,如果该出气口方向偏离,可能会导致其不能有效工作,此时应重新将吹气孔调回适当的位置。另外,每次安装标签卷时,应把其外侧的压板扣得紧一些,防止因标签松弛而发生走向摆动。
参考文献:
[1]郑连杰,冯士娟,刘志宏等.全自动光谱分析系统的应用与改进[J].冶金分析(Metallurgical Analysis),2010,30(增):866-870.
[2]徐方虎,董强.全自动炼钢检验系统在钢铁冶炼检验中的应用[J]. 冶金分析(Metallurgical Analysis),2010,30(增):871-873.
[3]张东升,徐永林,付百林等.钢铁冶炼全自动炼钢检验系统在钢铁企业的应用[J].冶金分析(Metallurgical Analysis),2010, 30(增):874-877.
作者简介:秦晓峰(1976-),女,本科,工程师,从事炼钢检化验领域的研究工作。