热轧1450mm卷取温度自动控制
2019-03-13 14:26姜涛于雷潘亮亮李文俊唐国喜
山东工业技术 2019年5期
姜涛 于雷 潘亮亮 李文俊 唐国喜
摘 要:本文介绍吉林建龙公司1450mm热连轧生产线层流冷却控制系统的组成、原理和实际应用情况,主要阐述二级系统在层流冷却控制系统中的作用,二级模型进程组成以及工艺上对影响卷取温度控制精度的原因进行总结。
关键词:层流冷却;卷取温度;二级模型
DOI:10.16640/j.cnki.37-1222/t.2019.05.066
1 层冷设备系统简介
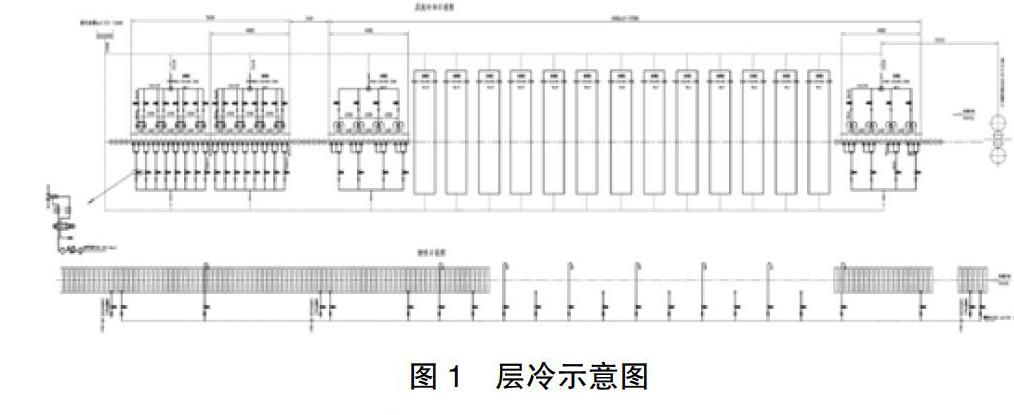
层流冷却装置型式为无惯性管式层流冷却,由15组粗调和2组精调组成。冷却长度约84m,冷却宽度为1395mm。上集管采用常规u型层流集管,下集管采用直喷集管。上下集管的阀数都为76个,其中在第一组和第十七组安装有流量计。系统配置了多种调节阀门和检测仪表,包括手动调节阀、高温计、水温计等,用于系统的信号检测、带钢跟踪及自动控制。
层流冷却系统布置如图所示。
2 层冷温度控制系统及原理
2.1 系统
STA:设定值代理。当带钢到达精轧区域时其向DBADAPTER發送带钢规格信息和精轧预计算结果,同时触发DBADAPTER进行下一步的计算。DBADAPTER:作为层冷系统的数据库接口有两个作用:一是从STA或得到的数据在数据库中获取相应的冷却策略号,二是存储mosPcCS的计算结果。
2.2 功能
在带钢进入冷却部分之前,预计算要初始化冷却水量。它的第一部分,冷却策略从PDI、FM设定值、测量数据及操作员输入的数据中选择所有用于计算的输入值,并将它们准备好进行设定计算。然后设定计算利用冷却段的物理模型计算出实现所要求目标温度的冷却阀模式。
当带钢进入冷却区时,激活实时控制。这个控制分为两部分:观察器和控制器。观察器沿整个冷却区实时计算温度和相变系数,并比较实测的温度和计算的温度,根据偏差得出一个在线的模型校正。控制器其本身也包含两个部分。一个在线监控器,像观察器一样实时地计算整个冷却区的温度和相变系数。与观察器不同是阀门状态此时来自控制器。测量值是通过一级周期性的发送给二级。计算的阀门设定值通过二级发送给一级,一级就根据二级的计算来进行阀门设定值的更新。基于此,二级进行实时在线控制,在有异常情况发生时,它都可以立即对整个带钢进行补偿。控制器的计算是根据用于预计算的模型来执行的,因此在故障发生时,不会有精度的损失。
2.3 模型
(1)热传导模型。在热传导模型中,关于不同带钢厚度的非线性热方程已经被解决。方程是基于焓而被表述的并考虑了非线性的热传导率和相变生成的热。
(2)热传输模型。热传输模型用于带钢表面与周围环境的热传输。该模型根据给定的带钢表面温度、速度和环境条件计算带钢与周围环境之间的热传输。带钢表面与周围环境间的热传输取决于以下的影响:1)水覆盖面和流量/压力;2)水温;3)带钢速度;4)带钢表面温度。
(3)相变模型。这个热力学模型是基于吉布斯的自由焓理论,这个理论使热函在平衡状态下最小化。在开发任意温度时,这个模型可以计算相组成。相变模型是直接与热方程相联系的,通过热力学原理,即热源、热容以及相变组成的平衡状态之间的关系,可以精确的计算出相变生成热。
(4)冷却模型自适应。模型自适应的任务是为正在运行的带钢和下一个带钢的设定计算决定一个改进的校正系数。对每一根带钢都计算两个校正系数。一个用来校正带钢表面的热传输,另一个用来校正相变速度。自适应程序从实时观察器中得到所有的必要数据。这个表可以存储100.000根带钢的数据。
模型自适应将会应用一个叫做JIT的模型,此模型是西门子开发的一个特别的运算法则。基本思想是依照存贮的数据利用非线性回归直接计算所有的校正系数。
2.4 卷取温度控制原理
带钢轧后冷却过程是一个复杂的传热过程,它包括辐射传热,模型计算带钢冷却曲线首先确定冷却策略,通过层冷的策略能够确定冷却方式与冷却速率四档控制,头尾不冷长度,层冷第一个开阀位置,进入到模型输入再通过触发模型进行设定计算。如下图所示:
3 影响卷取温度命中的影响因素
在不投用热卷箱时F7出口速度波动很大,升速很快,导致模型实时控制会出现误差。在一个生产单元内频繁更换钢种,规格影响模型设定精度,卷取温度命中率下降。现场设备故障阀较多,但在画面没有进行标识,导致层水流量实际与计算的误差较大。冬夏季节变化时,水温,环境温度变化时模型设定出现偏差,明显出现在4月份,10月份。现场调整水压,水流量时与模型配置值误差大。卷取共享内存清理周期问题而导致模型系数波动。
4 总结
控制带钢卷取温度是极其复杂的过程,受到的影响条件很多,分析问题时也很难找到问题的根本原因,通过不断的数据分析优化和现场工艺条件,这样带钢的性能更加均匀,在下游客户的使用过程中保持高品质的质量。
参考文献:
[1]孙一康.带钢热连轧的模型与控制[M].北京:冶金工业出版社,
2002.
[2]靳适维,靳松.承钢1780热轧卷板厂层冷PCS系统功能和控制原理[J].科技经济市场,2012(10).