复杂结构导管先焊后弯工艺研究
2019-03-20 06:39王永发王惠苗王露予宋建岭
航天制造技术 2019年1期
王永发 王惠苗 王露予 魏 强 张 晔 宋建岭
复杂结构导管先焊后弯工艺研究
王永发 王惠苗 王露予 魏 强 张 晔 宋建岭
(天津航天长征火箭制造有限公司,天津 300462)
针对运载火箭中导管产品空间结构复杂,焊接自动化程度低,开展导管先焊后弯工艺研究。得到了导管回弹与延伸的规律,提前预测,加以修正,实现了导管的准确弯制,为后续实现导管自动焊接提供了基础。
导管;先焊后弯;回弹;延伸

1 引言
管路系统是运载火箭的重要组成部分,起着增压、测压、输送等一系列关键作用,受限于火箭内部结构,管路产品往往具有复杂的空间结构。管路产品传统的制造流程为先弯后焊,即先进行导管弯制,再进行导管焊接,目前大部分的导管仍采用管路旋转、焊接不动的手工焊接方式,导管复杂的空间结构给手工焊接造成了极大的不便,同时也是制约导管实现自动焊接的关键因素。为此开展导管先焊后弯工艺研究,即先在直管状态下完成焊接,然后进行导管弯制。导管先焊后弯可以消除复杂的空间结构对导管焊接的影响,同时也有利于导管自动焊接的实现。
2 工艺研究
导管先焊后弯工艺研究的重点是实现导管的准确弯制[1],导管在弯制过程中伴随着回弹和延伸,要实现导管的准确弯制,关键在于提前预测回弹和延伸,加以修正,实现定量下料[2]。以1Cr18Ni9Ti6mm×1mm的导管作为研究对象,采用15mm的中心折弯半径,试验过程中采用数控弯管,激光测量导管的实际折弯信息,通过对比导管实际与理论折弯信息,研究导管回弹与延伸规律。
2.1 导管的回弹规律研究

表1 导管实际角度与理论值对比 (°)
导管在弯曲成形中,回弹是一种不可避免的变形现象[3~5]。回弹主要影响导管的弯曲角度,由于回弹的存在,实际角度往往会小于理论角度[6,7]。以30°、60°、90°和120°为理论角度进行研究,每个角度分别弯制4次,测量取其平均值。详细数据见表1,实际角度与理论角度关系如图1所示。
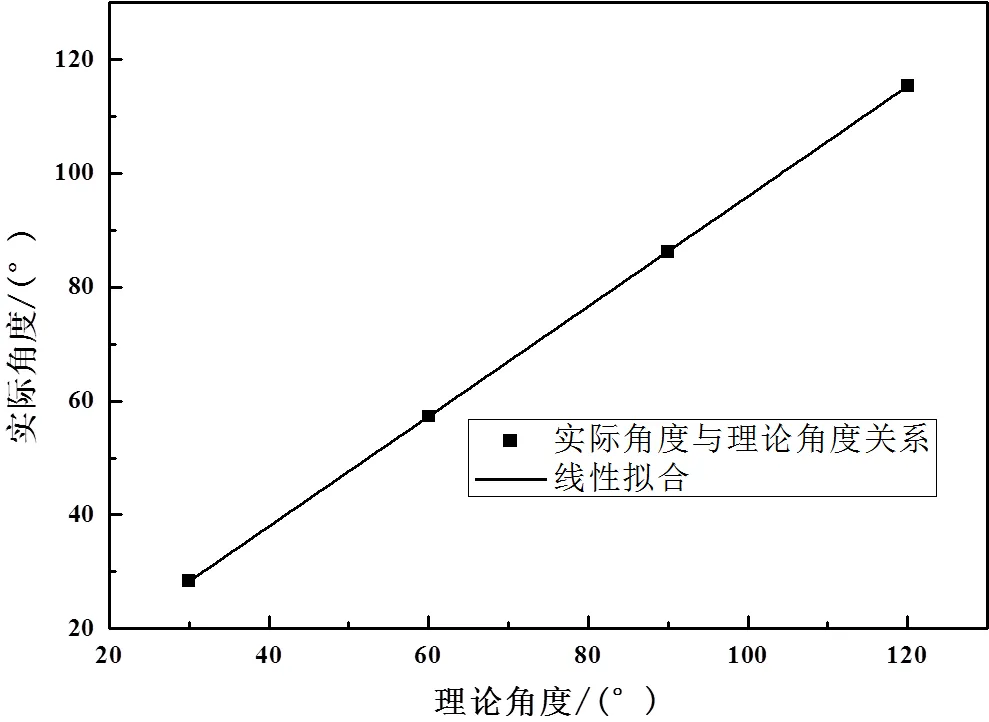
图1 实际角度与理论角度关系
通过研究理论角度与实际角度,可以发现实际角度与理论角度成线性关系[8,9],通过软件拟合得到线性公式:
=0.96623-0.64 (1)
其中,为实际角度,为理论角度。
根据式(1)可以实现对弯曲角度的补偿,对上述理论弯曲角度进行修正,修正后的结果如表2所示。

表2 修正后的理论角度 (°)
2.2 导管的延伸规律研究
导管在弯曲成形中外侧受拉应力,壁厚变薄,材料伸长,内侧受压应力,壁厚变厚,材料缩短,但导管整体仍表现为伸长[10]。通过30°、60°、90°和120° 4组导管的弯制,对比前后的折弯信息研究导管的延伸规律。首先根据式(1)和表2对导管的角度进行修正,然后根据修正后的折弯信息进行导管弯制,最后对导管进行激光测量获得实际折弯信息,详细数据如表3所示。
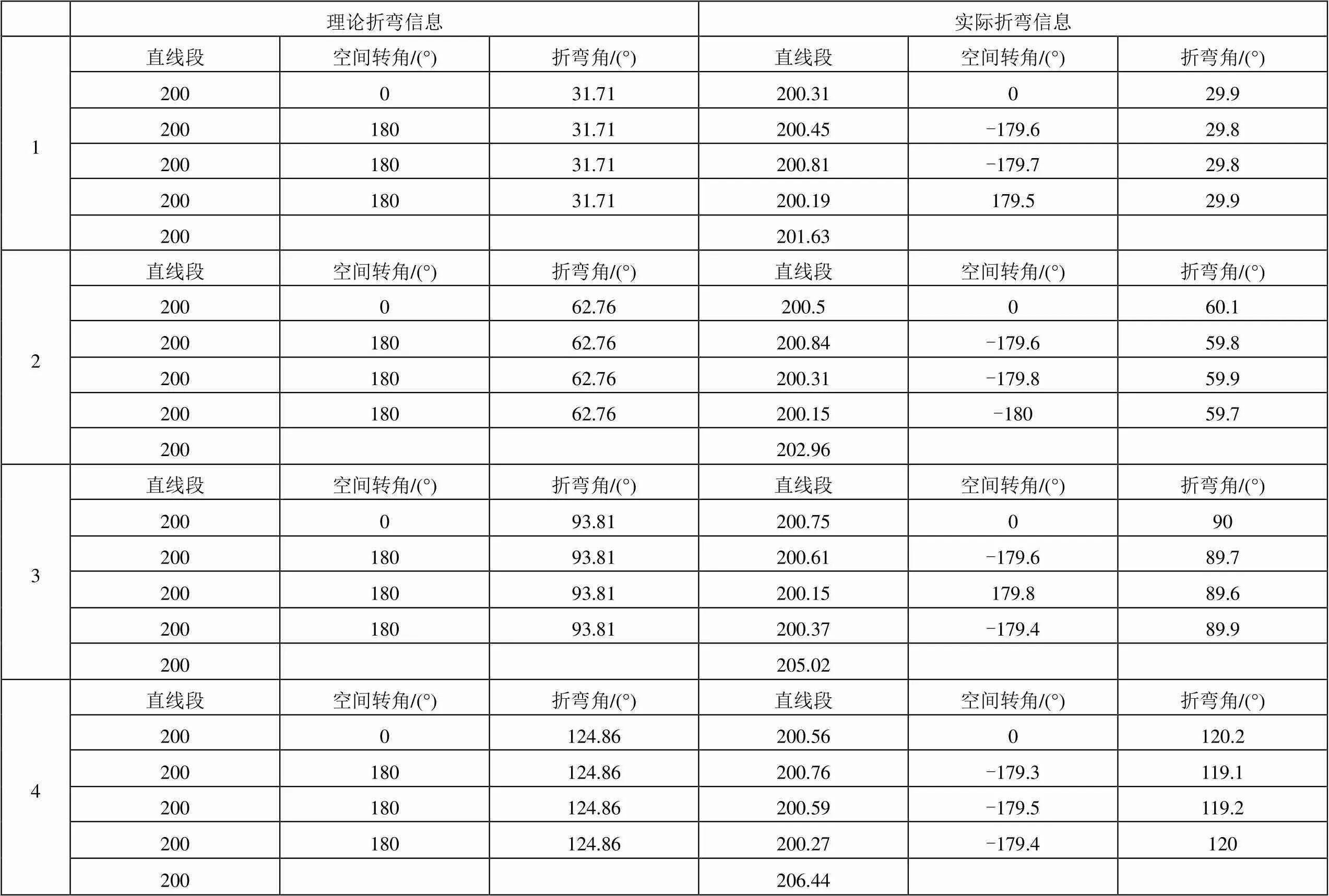
表3 导管实际折弯信息与理论折弯信息对比
导管的延伸主要由折弯角产生,每个折弯角产生的延伸可以分为两部分,一部分为回弹造成的延伸,另一部分为变形产生的延伸。导管的回弹在影响角度的同时,也会影响折弯半径,造成切点的变化,间接地影响直线段的长短[11],每个折弯角会影响前后两个直线段,单个直线段的延伸长度用来表示;导管在弯制过程中每个折弯角变形都会产生延伸,单个弯曲段的延伸用来表示。因此单个折弯角的延伸可以表示为:
=2+(2)
其中,为回弹产生的延伸,为变形产生的延伸。
在表3的实际折弯信息中,前四个直线段的伸长即为回弹延伸,其延伸总长为7(第一个直线段对应,中间三个直线段分别对应2),而每个折弯角产生的变形延伸会累计到最后一个直线段,其延伸总长为4,同时最后一个直线段也受折弯角回弹影响,其延伸为,因此最后一个直线段的延伸总长为+4。通过表3的数据计算可以得到,单个折弯角对应的延伸量和,结果如表4所示,延伸量与折弯角的关系如图2所示。

表4 单个折弯角的延伸量
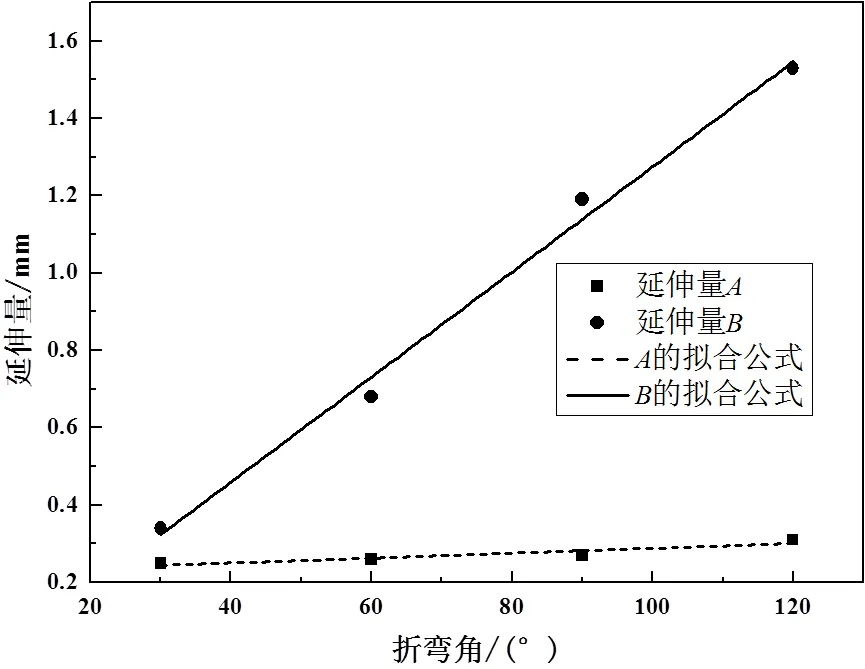
图2 延伸量与折弯角的关系
通过研究延伸量与折弯角,可以发现延伸量与折弯角成线性关系,通过软件拟合得到线性公式:
=6.33333×10-4+0.225 (3)
=0.0136-0.085 (4)
其中,、为延伸量,为实际折弯角。
根据式(3)和式(4)可以实现对折弯角延伸量的修正。
3 试验验证
根据导管回弹和延伸规律的研究,进行试验验证,以表5的折弯信息为例。

表5 导管理论折弯信息
根据式(1)、式(3)和式(4)可以得到每个角度的修正值以及对应的延伸量和,如表6所示,修正理论折弯信息,修正后的折弯信息如表7所示,根据修正后的折弯信息弯制、测量,实际的折弯信息如表8所示。

表6 折弯角的修正值及延伸量

表7 修正后的折弯信息

表8 导管实际折弯信息
对比表5和表8的折弯信息可以发现,直线段的偏差范围为-0.23~0.32mm,折弯角的偏差范围为-0.2°~0.2°。
4 结束语
a. 通过对导管回弹和延伸规律的研究,可以预测导管的回弹和延伸,提前修正、定量下料,实现导管在直管状态下的焊接,为导管自动化焊接提供基础。
b. 导管下料时,应在修正后的折弯信息的基础上考虑焊接收缩量,同时在弯制过程中应考虑零件与弯管设备的干涉情况。
c. 导管中存在三通、弯头等复杂零件时,应考虑零件与弯曲面的角度关系。
1 邹双桂. 无余量弯管工艺研究[D]. 上海:上海交通大学,2008
2 巫帅珍. 管件弯曲回弹及精确下料研究[D]. 绵阳:西南科技大学,2017
3 王萌. 飞机导管数控弯曲成形技术的研究[D]. 哈尔滨:哈尔滨工业大学,2017
4 张深,吴建军. 空间弯管的回弹预测[J]. 航空学报,2011,32(5):953~960
5 李雁鹏,吴建军. 非平面弯管成形过程的回弹补偿研究[J]. 锻压技术,2009,34(1):89~92
6 宋飞飞,杨合,杨英丽,等. 钛合金管冷弯回弹及其控制研究现状[J]. 钛工业进展,2014,31(6):7~11
7 郑晨阳,鄂大辛,李延民,等. 弯管回弹影响因素的有限元分析及试验研究[J]. 汽车工艺与材料,2010(6):64~67
8 王呈方.弯管机冷弯管子回弹与伸长规律的实验研究[J]. 中国造船,1993(2):71~82
9 刘光武,胡勇,王呈方. 弯管回弹的理论分析[J]. 武汉理工大学学报,2007,29(2):136~138
10 钱峰,潘笑誉,何亚伟,等. 船用弯管加工中回弹延伸的建模与实验分析[J]. 机械工程与自动化,2017(5):7~9
11 房涛. 船舶管路先焊后弯工艺及应用[J]. 造船技术,2013(1):36~41
Technology of First Welding Together Then Bending for Tubes
Wang Yongfa Wang Huimiao Wang Luyu Wei Qiang Zhang Ye Song Jianling
(Tianjin Long March Launch Vehicle Manufacturing Co., Ltd., Tianjin 300462)
In view of the complex space structure and low degree of automation welding of tube products in launch vehicle, the technology of first welding together then bending for tubes was discussed. The rule of spring-back and extension of tubes was obtained, and then the accurate bending of tubes was realized by predicted in advance and corrected, which provided the basis for subsequent automatic welding of tubes.
tube;first welding together then bending;spring-back;extension
2018-12-20
王永发(1989),硕士,材料工程专业;研究方向:运载火箭管路的制造。
猜你喜欢
医院管理论坛(2022年8期)2022-10-14
快乐语文(2021年35期)2022-01-18
昆明医科大学学报(2021年12期)2021-12-30
医学概论(2021年18期)2021-01-21
华东师范大学学报(自然科学版)(2019年2期)2019-06-11
小学生导刊(低年级)(2017年2期)2017-06-10
小天使·六年级语数英综合(2017年5期)2017-05-27
旅游纵览(2015年8期)2015-09-25
新高考·高二数学(2014年7期)2014-09-18
文苑·感悟(2012年6期)2012-06-11