新时期环保要求下的尾气处理工艺探索
2019-04-04 01:02张铁鑫梁福伟
科学与财富 2019年6期
张铁鑫 梁福伟

摘要:较多地区对油气回收排放标准提高到了60mg/m3~120mg/m3,远高于国标中规定的25g/m3。目前传统的油气回收工艺都无法满足此标准。因此需要探索新的油气回收处理工艺,来降低油气排放的非甲烷总烃浓度,达到油库类企业环保生产的目的。
关键词:油气回收;尾气处理;非甲烷总烃
1 引言
在油库类装卸区,通常采用油气回收装置来回收装车过程中车载/船载罐仓中的油气,减少油气挥发对人体的危害和对环境的污染,同时产生一部分效益。随着环保压力增加,较多地区对油气回收后排放标准提高到了60mg/m3~120mg/m3,远高于国标中规定的25g/m3。目前传统的油气回收工艺都无法满足此标准。因此需要探索新的油气尾气处理工艺,来降低油气排放的非甲烷总烃浓度,达到油库类企业环保生产的目的。
2 油气排放标准
2.1 常见规范要求
对于油库类设计,油库区按《储油库大气污染物的排放标准》GB 20950-2007执行,同时汽车装载区还要按《油品装载系统油气回收设施设计规范》GB 50759-2012执行。以目前国家标准,对油库区的油气(非甲烷总烃)排放标准只做了小于等于25g/m3和去除率大于等于95%两种要求。
2.2 新时期环保要求下的油气排放
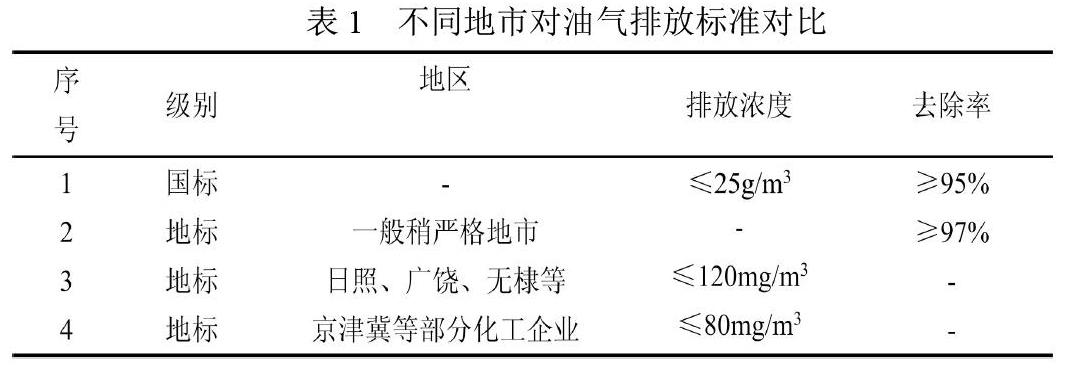
近几年环境问题日趋严峻,并进入大众的视野,许多地市为了提高本地的环境水平,把油气排放的标准提高,特别是京津冀提高到远高于国标的水平。不同地市对油气回收排放的要求见表1。
山东省发布了《山东省地方挥发性有机物排放标准》,其中《第6部分:有机化学行业》DB37/2801.6-2018,2018年10月23日开始实施,要求2019年12月31日之前建设企业有机废气排放按照120mg/m3要求实施,2020年1月1日起所有企业按照60mg/m3的标准实施。采取新的尾气处理的工艺势在必行。
3 新的尾氣处理工艺
油库区通常将产生的油气先进行回收,通常用吸收、吸附、冷凝、膜渗透法等工艺,或各种组合工艺。这些工艺现在已经较为成熟,不在一一赘述。以下工艺以非甲烷总烃排放≤120mg/m3为基础来讨论。
3.1 冷凝吸附串接催化氧化工艺
催化氧化可以串接熬冷凝吸附设备后面,处理剩余低浓度油气。催化氧化技术运行温度为300℃~500℃,相对于直接氧化(燃烧)较低。催化氧化工艺与直接氧化(燃烧)相比,反应温度低,没有火焰,且不会产生NOx产物。
直接燃烧起燃温度高,燃烧过程中产生火焰,而且有一定量的NOx产物,所以处理过程中一般不采用这种方式。与之相比,催化氧化具有起燃温度低、能耗少、燃烧无焰和不产NOx产物的特点,可将低浓度的油气处理至很低的浓度,适宜串接在传统油气回收装置后面。
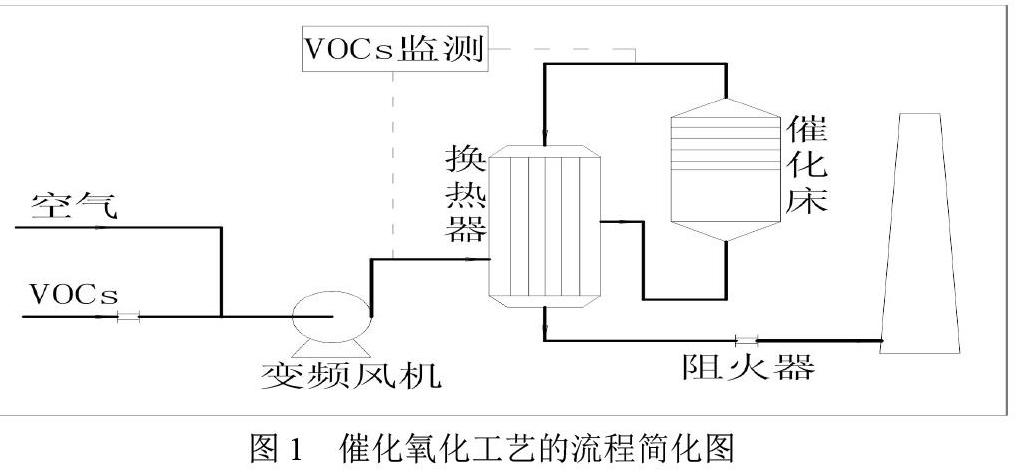
催化氧化工艺的流程简化图见图1。
冷凝吸附后的油气浓度处理到2g/m3~5g/m3后,与足量的空气混合后,将油气浓度稀释到爆炸极限的四分之一后以下进入变频风机,增压后进入换热器,被350℃的尾气预热后进入催化反应器。反应器下端为电加热器,将油气升温至反应温度后进入催化床,在催化剂的作用下与空气污染燃烧,最后生成二氧化碳和水。
在低浓度油气条件下,催化床自身不能维持反应温度,需要外部加热。其中变频风机与尾气检测设备连锁,保证尾气排放标准。
催化床的反应速度与温度成线性关系。电加热温度提高后,尾气中油气浓度减少。油气排放浓度与电加热温度关系[2]见下表2。
从表中可以看出,电加热器设置温度为280℃时,尾气排放浓度为58.9mg/m3,达到120mg/m3的处理标准,当电加热器温度设置为285℃时,尾气浓度为11.3mg/m3,油气处理效率基本达到99.7%以上。催化氧化装置排放浓度可调,运行灵活可控。
3.2 冷凝吸附串接低温等离子工艺
低温等离子技术起源于20世纪80年代,最早被用于空气净化和气体除臭,现在被越来越多的用作废气处理。低温等离子工艺主要由气体输送系统、等离子处理设备、风机排放等部分组成。主要原理图见图2。
低温等离子工艺处理过程中存在着放电盘放电的工艺特征,易引发高浓度可燃气体在处理过程中发生燃爆,造成危险事故。再次,该技术处理的废气浓度一般较低,且气体浓度需严格控制在爆炸极限以下。
3.3 冷凝吸附串接低温光解
光解氧化技术最早也是被用于空气净化和气体除臭,现在被用作废气处理。光解氧化的反应原理图见图3。
光波的能量需要比反应物的分子间能量高。裂解反应的时间很短,一般小于0.01s,氧化反应则需要2s~3s,如果处理量大的话,需要比较长的停留时间。当提供的光波能量不足或者氧气不足时,会产生一定的中间产物,影响尾气排放的非烷总烃浓度。同时温度一般小于70℃,粉尘量小于100mg/m3,相对湿度小于99%。如果同时满足以上条件,光解氧化后的净化率可达到99.9%。
4 工艺对比
催化氧化技术反应彻底,废气排放浓度可控,但是需要提供热源,并且运行温度较高,在油库区与工艺装置和罐区需保持一定的安全距离,特别是老库区改造,布置较为困难;低温等离子和光解氧化技术常温运行,但是低温等离子技术需要放电,光解灯管不易做成防爆,浓度控制不好有爆炸危险。三者工艺对比见表3。
催化氧化技术相对比较成熟,在尾气治理中有一定的应用,在新建项目或者库区改造空间比较宽裕的情况下可以采用,能耗相对较高,但是在可接受范围内。
低温等离子和光解氧化技术被用作除臭和空气净化等不易燃易爆的介质中,在油气处理工况下的应用尚在推广,未有大规模的技术运用。此技术需严格做好设备的防爆措施以及严格控制油气的浓度,以免产生爆炸危险。2017年6月20日,天津福明树脂有限公司在等离子环保设备调试过程中,发生爆炸事故,造成2人死亡、2人受伤。随即天津市安监局印发《关于吸取事故教训开展环保治理设施专项安全检查的通知》,要求立即停用对采用“低温等离子”等明火处理设施处理VOCs,并进行严格的安评。安评不合格的严禁再次投入使用,以防产生二次事故。该技术完善的空间还比较大,在技术推广和设备采购中应当更加谨慎。
5 结论
(1)山东省发布了《山东省地方挥发性有机物排放标准第6部分:有机化学行业》,其他各省市也发布了远高于国标的地方标准。新的环保标准势在必行。
(2)传统的油气处理工艺不能满足新环保条件下的排放要求,需改进新的油气治理工艺。
(3)可采用传统油气回收技术对油气进行回收,低浓度尾气串接新型尾气处理工艺进行处理,来达到排放标准。
(4)催化氧化技术相对比较成熟,在尾气治理中有一定的应用,在新建项目或者库区改造空间比较宽裕的情况下可以采用。
(5)低温等离子及光解氧化技术完善的空间还比较大,在技术推广和设备采购中应当、谨慎。
参考文献:
[1]程龙军,尹树孟,宫中昊,单晓雯,催化氧化中试装置对典型VOCs的治理效果分析[J].安全健康和环境,2017,17(1):34
[2]程龙军,尹树孟,宫中昊,单晓雯,催化氧化中试装置对典型VOCs的治理效果分析[J].安全健康和环境,2017,17(1):35