
7055合金熔铸工艺研究
2019-04-08 07:47张芯华
铝加工 2019年6期
张芯华
(西南铝业(集团)有限责任公司,重庆401326)
0 前言
7055铝合金是航天航空新一代轻质高强结构材料,是目前变形铝合金中强度较高的合金之一,而且断裂韧性好,抗疲劳裂纹扩展能力强。目前,7055-T77制品已用于波音777客机的上翼蒙皮、机翼桁条[1]。但由于7055合金元素含量高,结晶温度范围宽,在半连续铸造过程中具有极大的热裂以及冷裂倾向。同时7055合金Zn含量很高,熔体黏度大,流动性差,凝固结晶过程气体不易析出,熔体补缩较差,容易在铸锭中形成疏松或气泡。因为黏度大,铸造过程中渣子不容易从熔体分离,造成铸锭夹渣缺陷。因此,确定合理的熔铸工艺是7055合金的技术难点之一。
我们根据7055合金的熔铸特点,并结合已有的技术经验,通过多轮工艺试验,最终突破了400mm×1320mm规格熔铸工艺,铸造出合格的铸锭。
1 试验过程及结果
1.1 试验过程
试验所用合金符合国家GB/T 3190-2008标准中对7055合金化学成分的要求,见表1。
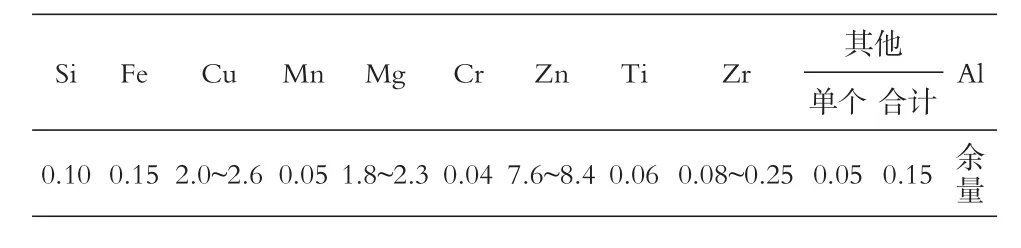
表1 7055合金成分(质量分数/%)
一级废料使用量不超过50%,合金中所需的Cu、Mg、Zn以纯金属形式加入,Zr以Al-Zr中间合金形式加入。配料时控制ω(Si)≤0.05%,ω(Fe)≤0.08%。试验用9t熔铸机组采用天然气加热,分为熔炼炉和静置炉,铸造机为9t液压式半连续铸造机。为提高熔体质量,在静置炉内采用炉底透气砖进行连续精炼处理,在线采用SNIF除气装置除气,采用单级泡沫陶瓷板进行过滤,采用Al-3Ti-0.15C在线细化,加入量3~5kg/t。本轮试验共生产了9个熔次,铸锭规格为400mm×1320mm,从1-5熔次开始采用圆弧结晶器,具体工艺参数见表2。
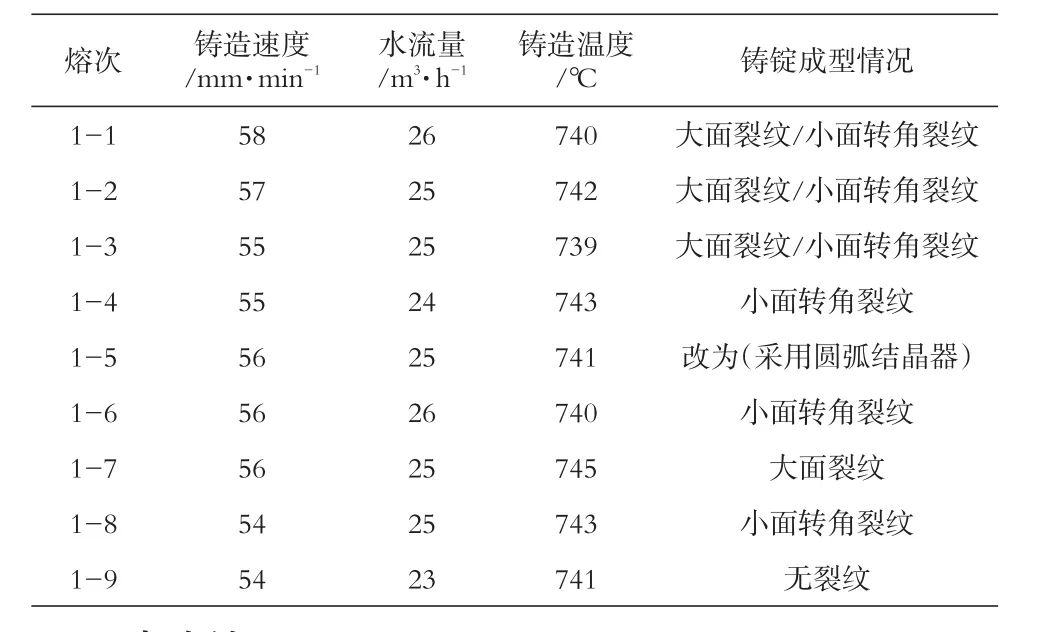
表2铸造工艺参数及铸锭成型情况
1.2 试验结果
从表2可以看出7055合金铸造成型性很差,有很大的裂纹倾向性。随着铸造速度及冷却水流量的降低,铸锭开裂概率随之下降,采用圆弧结晶器有利于减少小面转角裂纹。经检测铸锭晶粒度为2.5~3.0级、氧化膜1级、疏松1级,主要合金元素Cu偏析在10%左右,Mg偏析在8%左右,Zn偏析在5%左右,铸锭边部元素含量高于铸锭心部,呈现反偏析特征。经压延加工后,板材性能满足指标要求,达到A级探伤要求。
2 熔铸工艺总结及讨论
2.1 熔炼工艺
7055合金熔炼主要解决的问题:(1)熔体Fe、Si杂质含量的控制;(2)控制和调整化学成分;(3)减少熔体氧化烧损,减少吸气和造渣。
2.1.1 熔体Fe、Si杂质含量的控制
7055合金中杂质元素Si、Fe主要生成Al7Cu2Fe、Fe2Si2Al9等相。这些相经过后续的热变形加工破碎和固溶热处理仍难以回溶,残留在最终状态合金中成为开裂源,同时消耗了合金中的主合金元素,造成合金中沉淀强化相的体积分数难以提高,对合金的综合性能造成负面影响。7055合金中Fe、Si杂质的主要来源为原材料、炉衬、铁制工具。因此,在7055合金熔炼过程中,采取了以下措施:
(1)配料时合理搭配废料、高精铝锭和普通铝锭的用量,一般高精铝锭的用量不低于40%。
(2)对接触熔体的工具必须进行喷涂钛白粉处理。
(3)每熔次必须彻底清理干净炉底及炉墙的铝渣。
2.1.2 熔体质量控制
7055合金由于合金化元素含量高、种类多,含有易氧化和增加熔体黏稠度元素,吸气造渣现象较突出。而熔体中夹渣与气体往往共生,增加熔体除气难度,熔体中大量的氢除在铸锭凝固时以气孔、孔洞形式存在外,更多是以显微疏松形式存在于铸锭中,铸锭内部显微疏松很大程度上也取决于熔体中氢含量。这些以疏松孔洞形式存在的氢,会割裂合金基体,造成铸态强度降低、铸锭开裂,同时对后端加工材的力学强度、韧性、耐疲劳、耐腐蚀性等有着决定性影响。
熔体质量的控制主要体现在熔体吸气和含渣量是否高、是否产生了过热、成分是否均匀等,这些因素会影响铸锭质量和铸造裂纹的产生。因此,7055合金在熔炼过程中采取以下措施:
(1)加料前在炉底均匀铺撒20~30kg熔剂粉,加料后在炉料上层铺撒20~30kg熔剂粉,熔体化平充分搅拌后铺撒20~30kg熔剂粉,以减少熔体的氧化、吸气和造渣。
(2)熔炼时熔体金属温度小于750℃。(3)熔体倒炉前充分搅拌。
2.1.3 化学成分控制
Zn、Mg、Cu元素是材料关键性能的决定因素,在合金中主要以固溶质子、平衡相h(Mg-Zn2)、T(Al2Mg3Zn3)以及非平衡相h′的形式存在。此外合金中还存在一定量的Al7Cu2Fe、S(Al2CuMg)相。合金元素Cu大部分溶于基体,起辅助强化作用,还可以降低晶内和晶界之间的电位差而改善应力腐蚀性能。但较高铜量和存在较多镁量时,可生成难溶化合物S(Al2CuMg)相,在铸锭均化和板材热处理时难以全部充分溶入基体,影响合金韧性疲劳性能。当合金杂质铁量较高时还生成几乎不溶的Al7Cu2Fe,对塑性性能也有相当影响。因此铜量应在保证标准成分范围内尽量控制在较下限区域。合金元素Zn、Mg构成主要强化相MgZn2、Al2Mg3Zn3等,Zn、Mg含量理应按上限控制,较高Mg量对抑制Si不利影响和提高铸造成形都有利。但提高Mg量一方面会促进生成难溶Al2CuMg,另一面也会降低Zn/Mg值,不利于合金韧性指标提高。从综合合金性能看,Mg量宜于中下限控制,Zn量宜于在中上限控制。
生产控制中要求ω(Si)<0.05%、ω(Fe)<0.08%,Cu含量、Mg含量位于中下限,Zn含量位于中上限[2]。
2.2熔体净化
熔体净化主要是指除气和除渣操作。本试验除气操作采用炉底透气砖对熔体持续精炼除气。除气介质为氩气,压力0.4~0.6MPa,在线采用SNIF除气设备精炼除气,整个系统除气效率达到70%~75%。除渣是通过采用泡沫陶瓷板过滤实现的,过滤精度为60ppi。实际生产中液态氢含量控制在0.08~0.10mL/100gAl范围。图1为铸锭1/2宽度处表层、1/4厚度和1/2厚度处显微疏松组织图片。从表层到心部显微疏松的尺寸增大,数量变多,最大显微疏松尺寸控制在100μm以内。

图1铸锭微观显微疏松
2.3 铸造工艺
铝合金铸造主要是解决铸锭成型问题,其次才是铸锭内部质量问题。而7055合金由于成分特点决定了容易产生铸锭裂纹,再加上扁铸锭因宽窄面的冷却强度不均而产生应力,也极易造成铸锭裂纹,因此需要合理搭配铸造工艺参数来控制铸造裂纹。
2.3.1 铸造速度控制
铸造速度过快时,液穴的深度将变深,易产生铸锭宽面裂纹;铸造速度过低时,液穴的壁厚将增加,从而导致外层收缩的阻力增加,易产生铸锭侧面裂纹。从表2可知,铸造速度从58mm/min降至54mm/min时,大面开裂的概率降低,但小面转角开裂情况没有好转。通过加大结晶器转角弧度,能降低小面转角开裂的概率。
2.3.2 铸造水冷强度控制
7055合金扁锭在半连续铸造时,铸锭裂纹对水冷强度的影响较为敏感,要求水冷强度各面均一,一次水冷强度小。这主要是由于一次水冷强度较大时,铸锭在结晶器内易形成较厚的硬壳,增加了铸锭与结晶器内壁摩擦阻力,使铸锭表面形成冷隔或产生拉痕,造成应力集中而导致铸锭开裂[2]。
在7055合金熔铸工艺研究中,采取的水冷强度控制措施主要包括:冷却水流量由26m3/h降至23m3/h,并减小铸锭的冷却强度;通过控制结晶器内有效高度来控制一次水冷强度;采用刮水器来降低对铸锭的冷却,刮水位置一般位于液穴底部。通过刮水器可以减少对已经凝固铸锭的冷却,提高铸锭温度,增加铸锭塑性。
2.3.3 铸造温度控制
在铸造温度的选择上,主要考虑两点,一是铸造温度不能过高,温度过高使液穴加深,温度梯度增大,导致铸造应力加大;反之铸造温度过低,影响金属的流动性,易产生冷隔引发铸锭侧裂;二是考虑熔体的在线精炼和过滤,温度过高对除气不利,温度过低影响过滤,对除渣不利。结合其它高Zn合金的铸造温度经验,最终选择7055合金的铸造温度为730~750℃。
3 结论
(1)7055合金成分要求ω(Si)<0.05%、ω(Fe)<0.08%,Cu含量、Mg含量位于中下限,Zn含量位于中上限。
(2)静置炉透气砖精炼、在线SNIF除气设备精炼以及60ppi泡沫陶瓷板过滤的净化工艺,能有效保证熔体纯净度。
(3)7055合金扁锭铸造工艺参数:铸造速度52~54mm/min,铸造水流量 22~25m3/h,铸造温度730~750℃。
猜你喜欢
山东冶金(2022年2期)2022-08-08
湖南有色金属(2021年2期)2021-04-25
有色金属加工(2021年1期)2021-02-23
热处理技术与装备(2020年2期)2020-06-29
重型机械(2019年3期)2019-08-27
中国材料进展(2019年5期)2019-07-20
世界有色金属(2018年8期)2018-06-28
燕山大学学报(2015年4期)2015-12-25
中国塑料(2015年2期)2015-10-14
中国塑料(2015年10期)2015-10-14
