
底吹氩中频炉熔炼高品质H13模具钢
2019-04-13 08:09黄石起江磊峰高雪竹方亮李兆峰
凿岩机械气动工具 2019年4期
黄石起,江磊峰,高雪竹,方亮,李兆峰
(1.吉林省维尔特隧道装备有限公司,吉林 吉林市132011;2.吉林省盾构与掘进刀具技术重点实验室,吉林 吉林市132011)
0 前言
H13模具钢具有较高的韧性、淬透性和耐冷热疲劳性能,不易产生疲劳裂纹,主要用于冲击载荷大的锻模、热挤压模、精锻模、铝铜及其合金压铸模。H13模具钢工作时承受很大的冲击载荷、强烈的摩擦、剧烈的冷热循环引起的热应力以及高温氧化,常常出现崩裂、塌陷、龟裂等失效形式。所以对其熔炼质量要求非常高,采用H13废钢料,用底吹氩中频炉熔炼出自耗电极,再经过电渣炉进行电渣重熔生产出的H13模具钢纯净度高、综合性能可满足制作各种模具的要求。
1 普通中频炉熔炼H13钢存在的问题
(1)中频炉炼钢无法进行脱氧操作,不能去除钢水中的气体和夹渣物。
(2)对炉内的钢液无法用人工进行搅拌,以排出钢液中的气体和夹渣物。
(3)普通中频炉炼钢只能在熔炼过程中对钢液进行电磁搅拌,但效果并不理想。
(4)炉料质量差,废钢表面带有锈蚀、油污及水分,合金料烘烤不到位,炉衬材料质量差等因素,也会直接影响钢液的纯净度。普通中频炉熔炼对钢液质量影响因素的因果关系,见图1。
2 本方案中频炉熔炼工艺方法
2.1 中频炉炉衬结构改进
(1)常规中频炉炉衬的打结工艺是:打结完炉底后在中心部位放置用钢板制作的坩埚模,固定好坩埚模后再捣筑坩埚壁和修筑炉口,最后进行烘烤和炉衬的烧结。
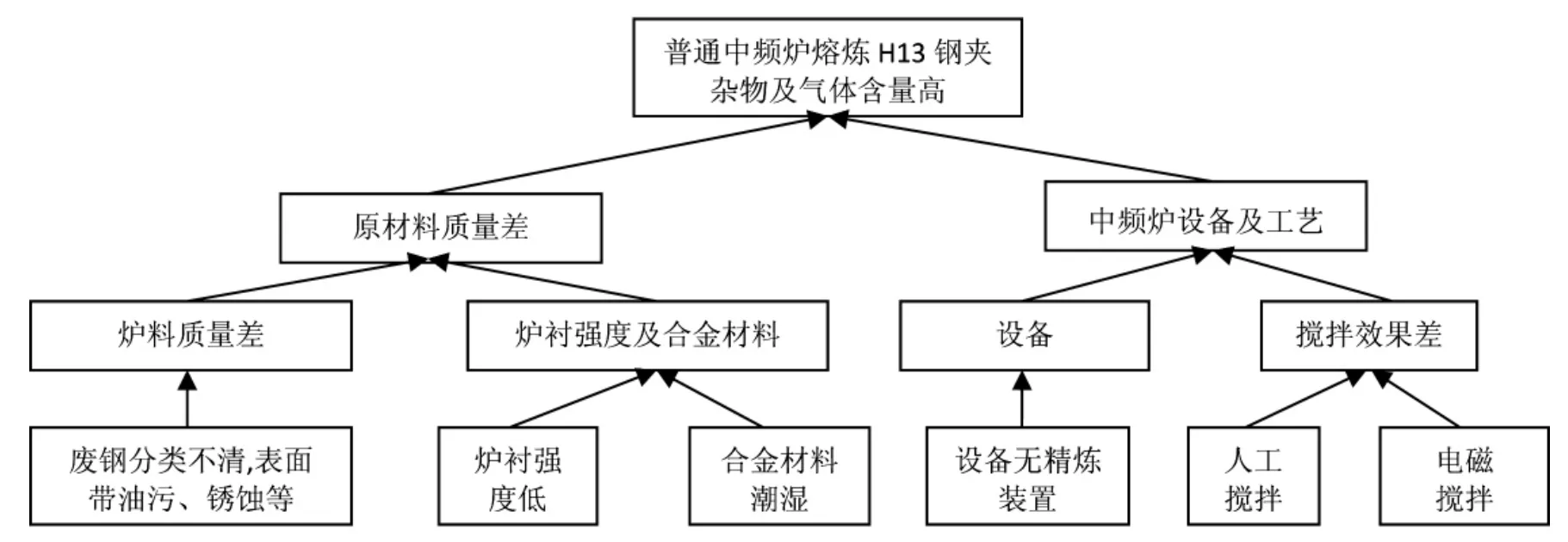
图1
(2)本工艺采用成型炉胆,其外部和底部使用碱性振捣料,成型炉胆底部中心部位,安装透气砖,其周围用透气料打结出气体扩散区。
(3)中频炉底部安装吹氩装置,到熔炼后期对钢液进行吹氩精炼,改进前后的炉衬结构图见图2、图3。
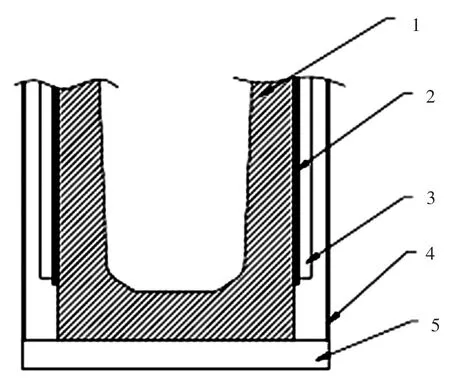
图2
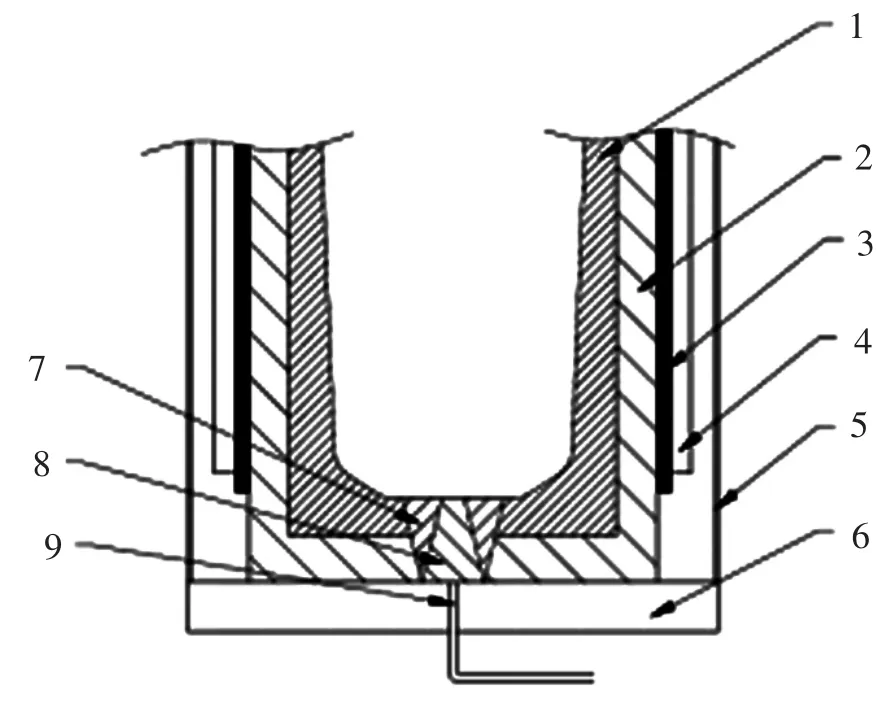
图3
2.2 中频炉底吹氩工艺确定
(1)炉衬烧结:炉衬打结完毕后立即进行烘炉和烧结,烘炉时利用小块的优质废钢料,以200~300℃/h的升温速度升到1100℃,在此温度保温1 小时,再以300℃/h的升温速度使废钢熔化,并把钢液温度控制到1680~1700℃,在此温度保温1~1.5 小时,完成炉衬烧结,并进行氩气试吹。
(2)炉料的准备:开炉前对废钢等炉料进行表面清理,去除表面的锈蚀、油污等杂物,并对所有入炉合金料进行烘烤,选用优质的造渣材料。
(3)熔炼到后期,加完所有合金材料进行预脱氧操作,待钢液温度达到1550~1600℃时开始进行炉底吹氩,氩气流量控制标准是:钢液表面有明显的气泡均匀冒出,且保证钢流不紊乱,钢液不暴露于空气中,避免钢水的二次氧化,吹氩时间一般控制在10~15 分钟。
(4)待钢水温度达到工艺要求时出钢浇注,出钢时钢包内加入一定量的稀土精炼合金,进一步对浇注钢水进行净化操作。
(5)出钢后钢液在钢包中进行充分的镇静,尽量减少在出钢过程中进入到钢液中的外来夹渣物。
3 工艺改进前后钢中夹渣物和含气量对比
中频炉底吹氩熔炼H13模具钢,比普通熔炼工艺,纯净度大大提高,吹氩精炼前后的夹渣物及气体含量对比明显降低,对工艺改进前后熔炼的钢取样做了对比分析,其结果如下。
3.1 钢种非金属夹渣物对比分析
钢种非金属夹渣物对比分析结果(按GB105612-2005 标准)见表1。
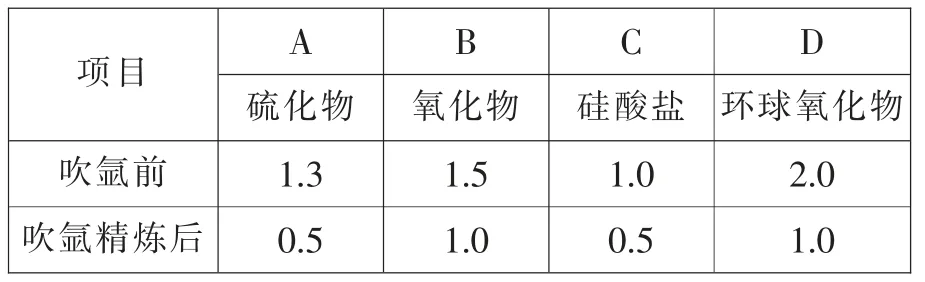
表1
3.2 钢种气体含量
对吹氩精炼的H13模具钢进行了气体含量分析,其结果完全满足标准的模具钢技术要求,其结果见表2。

表2
3.3 超声波检验
按GB/T4162-2008 标准进行超声波检验,合格级别A 级,材料内部无白点、气泡、裂纹、夹杂及缩孔等缺陷。
4 结论
(1)中频炉炉衬采用成型炉胆和振捣料结合方式,成型炉胆打结密度远高于振捣打结的炉衬密度,熔炼过程中降低了炉衬的烧损,从而降低钢中非金属夹渣物含量,并提高了炉衬寿命。
(2)中频炉底吹氩操作,达到了炼钢过程中对钢液的精炼功能,与普通中频炉熔炼相比,大大降低了钢中的非金属和有害气体含量,提高了钢材的综合机械性能。
(3)底吹氩过程对钢液起到充分的搅拌作用,使炉内的钢液温度均匀,降低成品钢的组织和成分偏析。
(4)本工艺改进方案投资少、操作简单,可明显提高模具钢的质量。
猜你喜欢
钢铁钒钛(2022年3期)2022-07-08
新疆有色金属(2022年1期)2022-03-22
天津冶金(2021年3期)2021-06-28
模具制造(2019年7期)2019-09-25
中国金属通报(2019年5期)2019-07-11
鞍钢技术(2018年2期)2018-12-31
安徽冶金科技职业学院学报(2018年4期)2018-11-28
现代经济信息(2016年10期)2016-05-24
汽车文摘(2014年7期)2014-12-13
职业·下旬(2014年4期)2014-08-25
