B340LA变厚截面板变功率激光焊接试验研究
2019-04-13 13:23张屹梁志超张哲豪陆润东李福南韦海英
湖南大学学报·自然科学版 2019年2期
张屹 梁志超 张哲豪 陆润东 李福南 韦海英


摘 要:变厚截面材料是实现汽车轻量化的有效途径之一,但截面厚度变化的材料连接实现困难.1.2~2.0 mm厚的B340LA变厚截面板在长度和宽度方向上都存在厚度波动,并且不同厚度处的材料硬度存在最大20%的偏差.针对该材料的特性自行设计了专用焊接夹具,提出了阶跃式变功率的激光焊接方法.对比分析固定功率和阶跃式变功率两种激光焊接试验,结果表明:固定功率(900~1 400 W)条件下获得的焊缝形貌与熔透状态均在焊接方向表现出显著的差异性,且部分焊缝会出现塌陷等焊接缺陷;采用1 000 W、1 100 W和1 300 W分段功率的阶跃式变功率焊接,1.2~2.0 mm板厚方向上可得到一致的焊缝形貌和熔透状态,焊缝熔合区的硬度偏差小于9%.与固定功率激光焊接相比,阶跃式变功率激光焊接可实现B340LA变厚截面材料的有效连接.
关键词:激光焊接;变厚截面板;阶跃式变功率;熔透状态;焊缝形貌和组织
中图分类号:TG406 文献标志码:A
Experimental Research on Variable Power Laser Welding
of the B340LA Tailor Rolled Banks
ZHANG Yi 1,2,LIANG Zhichao1,2,ZHANG Zhehao1,2,LU Rundong1,LI Funan2,WEI Haiying2?覮
(1. State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,Hunan University,Changsha 410082,China;
2. Hunan Province Key Laboratory for Intelligent Laser Manufacturing,Hunan University,Changsha 410082,China)
Abstract: The application of Tailor Rolled Blanks (TRB) is one of the most effective ways to achieve automobile lightening, however, it's difficult to join the materials with the variable thickness. The thickness of B340LA TRB ranges from 1.2 mm to 2.0 mm and fluctuates in both length and width directions. And its hardness has a maximal deviation of 20% at different thickness. The special welding fixture was designed based on characteristics of TRB, and step variable laser power was proposed. By a contrastive analysis of two laser welding tests, including constant laser power and step variable laser power, the results show that there are huge differences in the weld appearance and penetration status along the welding direction under the conditions of constant laser power(900~1 400 W),and the defect of surface depression occurs in a portion of weld. By step variable laser power with 1 000 W, 1 100 W and 1 300 W,approximately consistent weld appearance and penetration status were obtained in the direction of thickness from 1.2 mm to 2.0 mm, and the hardness deviation in fusion zone of weld is less than 9%. B340LA TRB can be joined more effectively by step variable laser power than by constant laser powers.
Key words: laser welding; tailor rolled blanks;step variable power laser;penetration status;weld appearance and microstructure
汽車轻量化技术作为降低原油消耗和尾气排放的重要措施,已经成为世界各汽车企业提高品牌竞争力的重要手段[1-3].汽车轻量化技术路线可以分为[4]:结构优化设计、轻量化材料的应用和先进制造工艺等三个主要方面.基于新材料的变截面结构是实现汽车轻量化的有效途径[5].但在应用过程中发
现,变厚截面材料的连接成为该类材料制造过程中亟需解决的关键问题之一. 解决连续变厚截面材料的焊接问题有利于实现汽车轻量化过程向材料-结构-成形一体化发展.
激光焊接具有热输入小、焊接速度快、焊缝深宽比大、热影响区小、易于实现自动化等突出优点,且激光焊接技术因激光能量和焊接热输入量可以精确控制[6],是实现变厚截面板焊接的理想方法.
在激光焊接过程中,控制激光功率是控制热输入量的重要手段之一.热输入量控制出现差错,可能导致焊接熔透状态变化,出现未熔透、塌陷、烧穿等缺陷[7-8].目前,对于激光焊接变厚截面板的基础工艺研究少,本文针对宝钢生产的B340LA型号的变厚截面板材进行了材料特性分析和激光焊接试验,提出了阶跃式变功率激光焊接变厚截面板的新工艺方法,对比研究了固定功率和变功率激光焊接件的熔透状态以及焊缝的形貌、组织和硬度.为变厚截面板在汽车车身上的工业应用提供了重要理论依据.
1 材料特性
激光焊接试验采用的材料是宝钢生产的B340LA变厚截面板材,厚度变化范围为:1.2~2.0 mm,如图1所示,B340LA变厚截面板化学成分如表1所示.从变截面板厚度变化曲线中可以发现因设计需求板材厚度存在渐变,在长度方向上板材厚度由1.2 mm变化到2.0 mm.同时,B340LA变厚截面板材轧制过程中轧制力的不稳定性,还导致了宽度(30 mm)方向的厚度存在最大偏差8.5%.
采用SCTMC 型硬度测试仪测得板材硬度随厚度变化情况如图2所示.B340LA变厚截面板的平均硬度为127 HV.随着板材厚度的增加,硬度先减少后增大,拐点在板材厚度为1.8 mm处,厚度2.0 mm的位置处硬度达到最大值.变厚截面板的轧制过程中,其轧制厚度变化是通过改变轧制压力而实现的.轧制压力的改变会引起材料的组织晶粒尺寸发生变化,进而导致变厚截面板厚度不同处的材料硬度存在差异,最大偏差20%.由图2中的组织图可以发现,板厚2.0 mm处,材料的组织晶粒尺寸最小,所以該厚度条件下材料的硬度最大,其值约为151 HV.
2 试验方法
试验搭建的变厚截面板激光焊接平台如图3所示.该平台包括了YLS-4000-CL光纤激光器(波长为1.07 μm,模式为TEM00,额定输出功率4 000 W)、IRB2400/16六轴机器人、IRC5控制柜、YW50焊接头(聚焦光斑直径0.4 mm)和专用夹具.激光器产生的连续激光束通过光纤传输至焊接头,再经过焊接头内焦距为150 mm准直镜和焦距为200 mm的聚焦镜辐照到焊件表面实现焊接.同时,焊接头通过控制柜控制机器人来实现焊接激光的移动.激光焊接通常要求离焦量在焊接过程中保持一致.若采用以板材底面为基准的传统夹具夹持变厚截面板,离焦量会随着激光束的移动而改变,进而影响焊接熔深和焊缝质量.为此,本试验设计制作了以变厚截面板的激光辐照平面(如图3所示)为基准的专用夹具以实现激光焊接过程中板材夹持.该夹具可保证激光焊接实验时,离焦量始终保持为零离焦.
本文针对变厚截面板分别开展了固定功率激光焊接试验和变功率激光焊接试验.固定功率激光焊接试验是指在激光焊接过程中保持功率不变,而变功率激光焊接试验则在焊接过程中依据变厚截面板的厚度变化而改变激光功率. 试验中,机器人带动焊接头从板材前端(板厚1.2 mm的位置)移到板材后端(板厚2.0 mm的位置),焊接速度20 mm/s,焊接距离200 mm.
激光焊接试验中,变厚截面板制成240 mm×30 mm的标准焊接试样.为了保证激光焊接试验的正常开展,焊接前先对试件进行喷砂处理以去除材料表面的氧化层和提高材料对激光的吸收率.试验过程中,在焊缝上表面侧吹氩气保护,防止焊接过程中的焊缝氧化.焊接试验后,经过镶样、研磨、腐蚀等过程将焊接试件制成用于分析的标准样件,最后 利用SCTMC 型硬度测试仪进行维氏硬度测试、使用BX53金相显微镜进行组织观察、采用超景深三维显微镜对焊缝截面进行观察并且测量焊缝的熔深h.由于变厚截面板的厚度存在波动,所以在实际过程中焊接样件截取位置的厚度d通过超景深显微镜测量得到.
3 结果与分析
3.1 固定功率试验
为了分析激光功率对激光焊接变厚截面板的影响,开展固定功率激光焊接变厚截面板试验.前期激光焊接等厚板的试验结果表明激光功率达到900 W时1.2 mm厚的B340LA板材开始熔透,所以激光固定功率焊接试验采用的起始功率为900 W.激光功率从900 W增加至1 400 W,每次增加100 W,如表2所示.
3.1.1 焊缝表面形貌
固定激光功率条件下获得的焊接样件正面焊缝和背面焊缝均不连续.无论何种固定激光功率条件,板材不同厚度处,正面焊缝宽度和背面焊缝宽度均呈现出板材薄处的焊缝宽,而板材厚处的焊缝窄的现象,如图4所示.尤其在900 ~ 1 100 W激光功率区间,该现象明显.随着功率的增大,板材两端的焊缝宽度差异性逐渐缩小.但是,激光功率过大焊缝表面氧化程度加重.
3.1.2 焊缝横截面
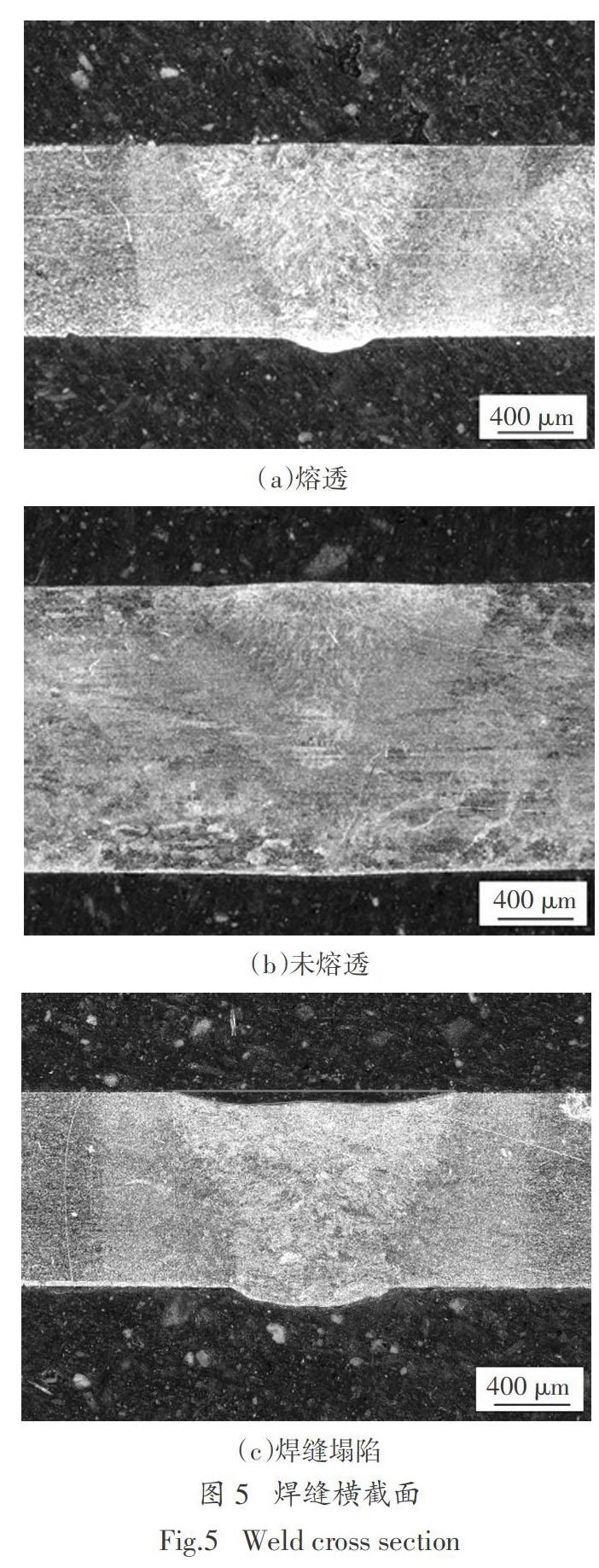
焊接试样焊缝宽度的差异性是由于不同的熔透状态引起的.通过焊接样件横截面观察发现激光固定功率焊接变厚截面板时会出现焊缝熔透状态不一致的现象,图5(a)和(b)是用1 000 W激光功率焊接变厚截面板出现的部分熔透和部分未熔透的两种状态.
激光焊接的熔深是指焊接过程中被激光熔化的材料厚度,本文激光焊接熔深定义为母材熔化部最深处到母材表面的距离,因此在板材熔透状态下存在熔深大于工件厚度的情况.熔深可以反映出激光深熔焊接过程中熔透状态特征.熔透状态值t可以采用如下数学表达式:
1)
式中:h为熔深,d为变厚截面板的板厚.
当熔深小于工件厚度即t < 1时,激光焊接板材未熔透;当熔深等于大于工件厚度即t ≥ 1时,激光焊接板材已熔透.
为进一步定量研究激光功率对变截面板焊接熔透性的影响,测量得到图6所示的激光功率与熔深的关系.激光功率为900~1 100 W时,材料较厚处t<1,即变厚截面板激光焊接存在部分区域未熔透.以激光功率1 000 W焊接1.2~2.0 mm变厚截面板为例,板厚为1.2 mm、1.4 mm和1.6 mm处t > 1,材料已熔透;而板厚为1.8 mm和2.0 mm处t < 1,材料未熔透.同时,由于焊接过程中存在热传导和热对流等热损耗,且材料越厚,热损耗越多,用于熔池和焊缝成形的有效激光能量越少.所以,变厚截面板较厚处激光焊接未熔透时,若激光功率不变,焊缝熔深会随着材料厚度的增加略有下降.激光功率大于等于1 200 W时,变厚截面板不同厚度处均呈现t > 1,即激光焊接板材全部熔透.但是,过大的激光功率满足板厚处熔透的同时,会带来板薄处焊缝塌陷等焊接质量缺陷,如图5(c)所示,是激光功率为1 200 W时1.2 mm处的横截面.实验结果表明,变厚截面板板厚1.2 mm处在功率达到1 100 W时,焊缝开始出现塌陷现象;板厚1.4 mm处在功率达到1 200 W时,焊缝开始出现塌陷现象;板厚1.6 mm处在功率达到
1 300 W时,焊缝开始出现塌陷现象;板厚1.8 mm处在功率达到1 400 W时,焊缝开始出现塌陷现象.
从上述分析可以看出,当采用固定功率进行激光焊接时,焊接试样存在不同板厚处的焊缝形貌与熔透性不一致、焊缝塌陷等焊接缺陷.因此,采用固定功率激光焊接无法满足变厚截面板不同板厚处焊缝形貌、熔透一致性等要求.
3.2 变功率试验
针对固定功率激光焊接试验结果,本文对变厚截面板进行变功率激光焊接试验,即根据板厚的变化改变焊接过程中的激光功率实现焊接.根据固定功率焊接试验结果得出:固定激光功率焊接变厚截面板时,不同板厚处同时满足熔透和避免焊缝塌陷的激光功率范围如表3所示.所以,变厚截面板应采用激光功率分别为1 000 W、1 100 W和1 300 W的阶越式变功率焊接试验来进行,如图7所示.
3.2.1 焊缝表面形貌
变厚截面板激光焊接焊缝表面形貌如图8(a)所示.与固定功率的焊接试验相比,变功率控制焊接试验条件下,变厚截面板的焊缝正面连续平整,焊缝背面饱满均匀,焊缝宽度一致.且变厚截面板不同厚度处均已焊透,图8(b)为板厚2.0 mm处焊缝截面图.因此,变功率焊接变厚截面板可以满足焊接质量要求,焊缝正面和背面成形质量高,不同厚度处的焊缝宽度一致,能够得到与等厚截面板激光焊接相同的焊缝形貌和熔透性.
3.2.2 焊缝组织与硬度分析
激光焊接是快速加热和快速冷却的非平衡冶金热物理过程,因此,与母材相比,焊缝区及其附近区域的组織不同.B340LA变厚截面板在光纤激光热源的作用下形成了不同组织的区域:母材区、热影响区中靠近母材侧的细晶区、近熔合线的粗晶区和焊缝熔池区,如图9所示.母材区主要含有铁素体和合金化合物.细晶区主要由铁素体和少量贝氏体组成.焊接时,基体快速加热、快速冷却发生相变,但由于基体的导热能力强,离熔池越远,过冷度越大,靠近母材区一侧的晶粒形核率大但来不及长大,因此形成了细小的晶粒,呈现细晶区的特征[9].粗晶区主要由粗大的奥氏体组成,焊接过程中,该区域内奥氏体晶粒严重长大,冷却后得到晶粒粗大的过热组织.而焊缝区主要由大量贝氏体、少量铁素体和珠光体组成,并且贝氏体区域存在大量等轴晶,这是由于焊缝熔池中温度梯度相对较小,熔池中的未融化的悬浮质点为非自发形核的现成凝固表面,这些晶粒不受其他散热条件的影响,可以自由生长,促使焊缝形成等轴晶[10-12].变功率激光焊接变厚截面板获得的焊缝组织与激光焊接等厚板获得的焊缝组织无差异性.
对不同板厚1.2 mm、1.4 mm、1.6 mm、1.8 mm、2.0 mm 5处的焊缝及附近区域的硬度进行测试,每个区域测量多点硬度求其均值,得到不同板厚下的焊缝及其附近区域硬度对比如图10所示.由图可知,焊缝熔池区的硬度最大,母材区的硬度最小,且变功率焊接变厚截面板得到的各厚度处母材区、细晶区、粗晶区和焊缝熔池区之间的硬度差异小.虽然不同厚度处焊缝熔池区硬度最大偏差为9%,但仍小于母材不同厚度处的硬度偏差.变功率激光焊接变厚截面板可以克服材料厚度不一致特性的影响,获得硬度偏差小的焊缝.
4 结 论
本文搭建了激光焊接变厚截面板试验平台,并设计了以变厚截面板的激光辐照面为基准的专用焊接夹具,结论如下:
1)B340LA变厚截面板按设计需求在长度方向上存在板材厚度变化,但因为材轧制过程的不稳定性导致该材料在宽度方向上也存在最大8.5%的厚度波动,不同厚度处的材料硬度存在最大20%的偏差.
2)固定功率激光焊接变厚截面板的焊缝宽度
和熔透状态不一致,且部分功率条件下焊缝存在塌陷等焊接缺陷. 变厚截面板较厚处激光焊接未熔透时,若激光功率不变,焊缝熔深会随着材料厚度的增加略有下降. 对于1.2 mm、1.4 mm、1.6 mm、1.8 mm、2.0 mm不同板厚处,获得无缺陷熔透焊缝的激光功率范围分别为900~1 000 W、1 000~1 100 W、
1 000~1 200 W、1 100~1 300 W、1 200~1 400 W.
3)采用阶越式变功率激光焊接变厚截面板试验,在不同厚度处获得了焊缝均匀、熔透性一致的焊接试样,同时满足了焊缝形貌和熔透性的焊接质量要求.激光变功率焊接变厚截面板获得的焊缝组织、硬度与等厚板激光焊接结果无差异性. 焊缝熔池区的硬度偏差小于9%,主要由大量等轴晶贝氏体、少量铁素体和珠光体组成.
参考文献
[1] KIM H C,WALLINGTON T J. Life-cycle energy and greenhouse gas emission benefits of lightweighting in automobiles: review and harmonization[J]. Environmental Science & Technology,2013,47(12):6089—6097.
[2] 李永兵,李亚庭,楼铭,等. 轿车车身轻量化及其对连接技术的挑战[J]. 机械工程学报,2012,48(18):44—54.
LI Y B,LI Y T,LOU M,et al. Lightweighting of car body and its challenges to joining technologies[J]. Journal of Mechanical Engineering,2012,48(18):44—54.(In Chinese)
[3] 王艳青,李军,陈云霞,等.连续变截面薄板在汽车轻量化应用中的新进展[J]. 现代零部件,2013(12):43—45.
WANG Y Q,LI J,CHEN Y X,et al. Continuous variable cross-section thin plate in automobile lightweight application of new progress[J]. Modern Components,2013(12):43—45.(In Chinese)
[4] 范子杰,桂良进,苏瑞意.汽车轻量化技术的研究与进展[J].汽车安全与节能学报,2014,5(1):1—16.
FAN Z J, GUI L J, SU R Y,et al. Research and development of automotive lightweight technology[J]. Journal of Automotive Safety & Energy, 2014,5(1):1—16. (In Chinese)
[5] JOERG B,PETER F,ANDREAS H. Tailor rolled products - innovative lightweight design technology for body structures and chassis applications[J]. Steel Research International, 2010,81 (9):43—46.
[6] SUN Z,ION J C. Laser welding of dissimilar metal combinations[J]. Journal of Materials Science,1995,30(17):4205—4214.
[7] 张永强,陈武柱,双元卿,等. 激光-MIG复合焊熔透状态评价方法[J]. 焊接学报,2010,31(8):41—44.
ZHANG Y Q,CHEN W Z,SHUANG Y Q,et al. Evaluation method of penetration statuses in laser-MIG hybrid welding[J]. Journal of Welding,2010,31(8):41—44.(In Chinese)
[8] 許飞,杨,毛智勇,等.热输入对铝合金光纤激光穿透焊缝成形的影响[J].中国激光,2014,41(12):59—63.
XU F,YANG J,MAO Z Y,et al. Effect of heat Input on weld appearance for fiber laser beam full penetration welding aluminum alloy[J]. Chinese Journal of Lasers,2014,41(12):59—63. (In Chinese)
[9] 李亚玲,黄坚,高志国,等.高功率激光焊接汽车用高强钢B450LAD组织与性能[J]. 中国激光,2008,35(12):2047—2051.
LI Y L,HUANG J,GAO Z G,et al. Structure and properties of high power laser welding of high strength steel B450LAD for vehicles[J]. Chinese Journal of Lasers,2008,35(12):2047—2051.(In
Chinese)
[10] 陈刚,杨全毅,周明哲,等. M42/X32异种金属CO2激光焊接接头组织和性能的研究[J].湖南大学学报(自然科学版),2013, 40(11):89—95.
CHEN G,YUANG Q Y,ZHOU M Z,et al. Study of the microstructure and properties of M42/X32 dissimilar metal CO2 laser welding joints[J]. Journal of Hunan University(Natural Sciences),2013,40(11):89—95.(In Chinese)
[11] 陈刚,黄宇,周明哲,等. 硬质合金YG8与D6A异种金属CO2激光焊接接头组织和性能的研究[J]. 湖南大学学报(自然科学版),2017,44(12):89—95.
CHEN G,HUANG Y,ZHOU M Z,et al. Study of the microstructure and properties of YG8/D6A dissimilar metal CO2 laser welding joints[J]. Journal of Hunan University(Natural Sciences),2017,44(12):89—95.(In Chinese)
[12] 许飞,陈俐,芦伟,等. 热输入对6A02铝合金光纤激光焊缝成形的影响[J]. 焊接学报,2017,38(8):119—123.
XU F,CHEN L,LU W,et al. Effect of heat input on weld appearance for fiber laser welding 6A02 aluminum alloy[J]. Journal of Welding,2017,38(8):119—123.(In Chinese)