化灰机热回收塔总装工艺
2019-04-17 06:58
纯碱工业 2019年2期
(唐山三友化工股份有限公司,河北 唐山 063305)
化灰工序是纯碱生产中的一个重要环节,石灰石在化灰机内进行消化反应制备石灰乳进而用于蒸氨以及粗盐水的精制。热回收塔是其工序的重要设备,用以回收部分热量并用于提高化灰用水的温度可以有效的加快石灰石的消化速度,从而提高化灰机的生产能力。
1 热回收塔总装结构
热回收塔总装后的结构如图1所示,由热回收水管、排汽囱、集水檐、布汽帽、上中下三层喷淋管、集液挡板组成。内部精密结构复杂。
2 施工难点
1)热回收塔是在原设备基础上进行吊装就位,设备总高15.042 m,净重14.153 t,整体安装,筒体部分需与原筒节对接安装,尺寸要求严格。
2)塔内零部件多,安装位置要求精度高,安装程序不可逆,作业空间狭小,给施工造成了极大的困难。
3)塔体喷淋管、热回收水管均为塔外环形管组+内置管组结构,安装时需内外配合,且水平度、位置度要求较高;外置环形管组单位空间布置密集,焊接施工上也有较大难度。
3 主要施工方法
3.1 设备的分段制作
由于设备管口、内件较多,为便于施工,设备分成5段制作(见图1),每段需完成焊接、接管安装、内件安装等工序后再进行整体组对,各段组装工序如下。
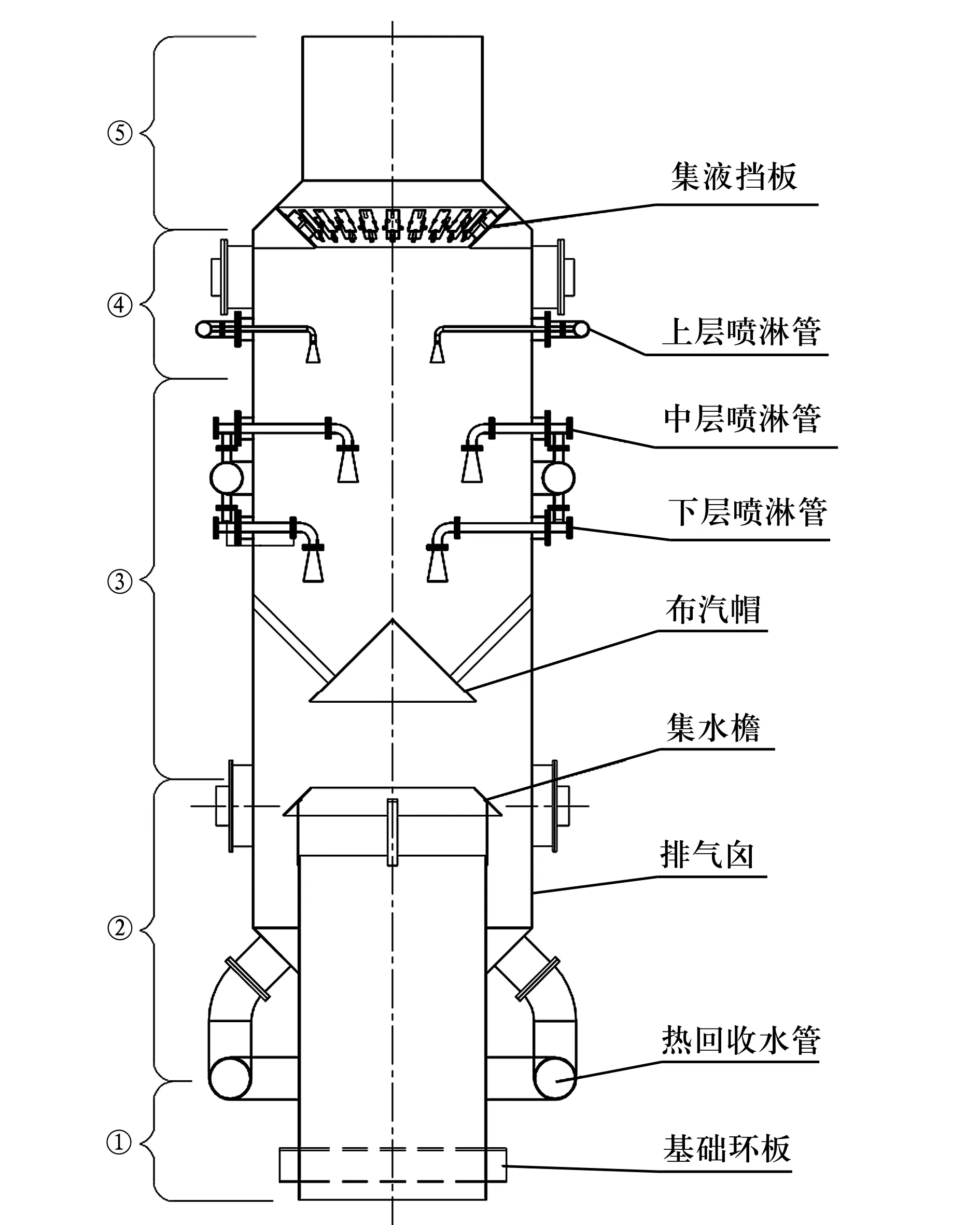
图1 热回收塔改造后的结构示意图
第一段:下筒体+基础环板。筒体部分卷制、组焊,画好分度线。基础环板上圈组焊后钻孔,下圈与筒体组焊后根据上圈螺栓孔位置气割开口式螺栓孔。
第二段:部分下筒体+锥段+集水檐。卷压筒体及锥段,单独焊接,锥段画分度线,安装两个φ426接管;组焊壁板板和锥段;最后安装集水檐。
第三段:中段筒体+布汽帽+中下层喷淋管环形管组。筒体部分卷制,按由下到上的顺序组焊壁板板,焊完后画分度线,安装下排环形管接管,安装环形管,最后安装上排环形管接管。将筒段翻个放正,下垫枕木后安装布汽帽。
第四段:上端筒体+上层喷淋管环形管组。筒体部分卷制、组焊,画好分度线。安装上层喷淋管环形管组,安装两DN600人孔。
第五段:顶端筒节+锥段+集液挡板。卷压筒体及锥段,单独焊接。集液挡板与锥段进行组焊,最后与筒节组焊。
3.2 卷压组装
1)筒体及锥段应在钢板拼焊后进行卷制,施工过程中应及时使用检测样板进行检验,筒体圆度误差不大于10 mm,外圆周长允许偏差±10 mm。
2)设备组装前,应对预制的筒体、锥体、封头等成型尺寸进行检查,合格后方可组装。需重新校正时,应防止出现锤痕。
3)相邻两壁板上口水平的允许偏差,不大于2 mm;在整个圆周上任意两点水平的允许偏差,不大于5 mm;壁板的垂直度允许偏差,不大于3 mm;组装焊接后,壁板的内表面任意点半径的允许偏差,不超过±5 mm。
4)壁板组装时,保证内表面齐平,纵向焊缝错边量不大于板厚的0.1倍,且不大于1.5 mm;环向焊缝任何一点的错边量均不大于板厚的0.2倍且不大于2 mm。
5)热回收塔筒体及锥段处的开孔接管,中心位置偏差不大于5 mm;接管外伸长度的允许偏差±3 mm;开孔补强板的曲率,应与罐体曲率一致;开孔接管法兰的密封面不应有焊瘤和划痕,法兰的密封面应与接管的轴线垂直,且应保证法兰面垂直或水平,倾斜不应大于法兰外径的1%,且不应大于3 mm,法兰安装时应保持螺栓孔跨中布置。
6)环形管与筒体同轴度偏差应不超过5 mm,筒内锥形内件(锥段2、3、4)与筒体同轴度偏差应不超过10 mm,锥形内件垂直位置偏差不超过10 mm。
3.3 环形管组的制作
1)热回收水环形管
热回收水环形管为半圆环,筒节水平放置时进行安装,其对应的锥段接管应严格按图纸尺寸下料,45°弯头焊好法兰与接管加垫把紧。将环形管固定在筒体相应位置处,最后安装直管段,环形管中间部位应加好托架。
2)中、下层环形管组
中、下层环形管组为347°圆环,筒节竖直放置时进行安装。其连接的喷水管相对于环形管上下对称布置。安装时先如图2所示预制喷水管,法兰盖与管子间暂不焊接,保证灵活可调,在筒体相应位置安装4组支架,将环管放在支架上,使用楔子在对称四点处调整环管与筒体的同轴度。在对应位置安装上下层DN200接管,接管短节应严格按图纸要求使用,管壁厚度不得大于7 mm。将预制好的喷水管装到接管上,调整好喷水管位置及角度,在环管上开φ89孔,将喷水管上侧法兰短节点固焊在环管上,将喷水管的法兰盖与管子点焊牢固,拆除法兰,分别焊好剩余部分,安装好喷水管,把紧法兰,在内部安装喷头。
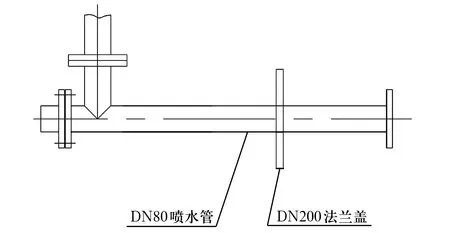
图2 中、下层喷水管示意图
3)上层环形管组
上层环形管组333°圆环,筒节竖直放置时进行安装。安装时先预制喷水管,法兰盖与管子间暂不焊接,保证灵活可调。在对应位置安装DN200接管,预制好的喷水管安装在DN200接管上。按第2)节方法安装并找正环管。调整好喷水管位置及角度,在环管对应位置处开φ45孔,将喷水管左侧法兰短节点焊在环管上,将喷水管的法兰盖与管子点焊牢固,拆除法兰,分别焊好剩余部分,安装好喷水管,把紧法兰,在内部安装喷头。(见图3)
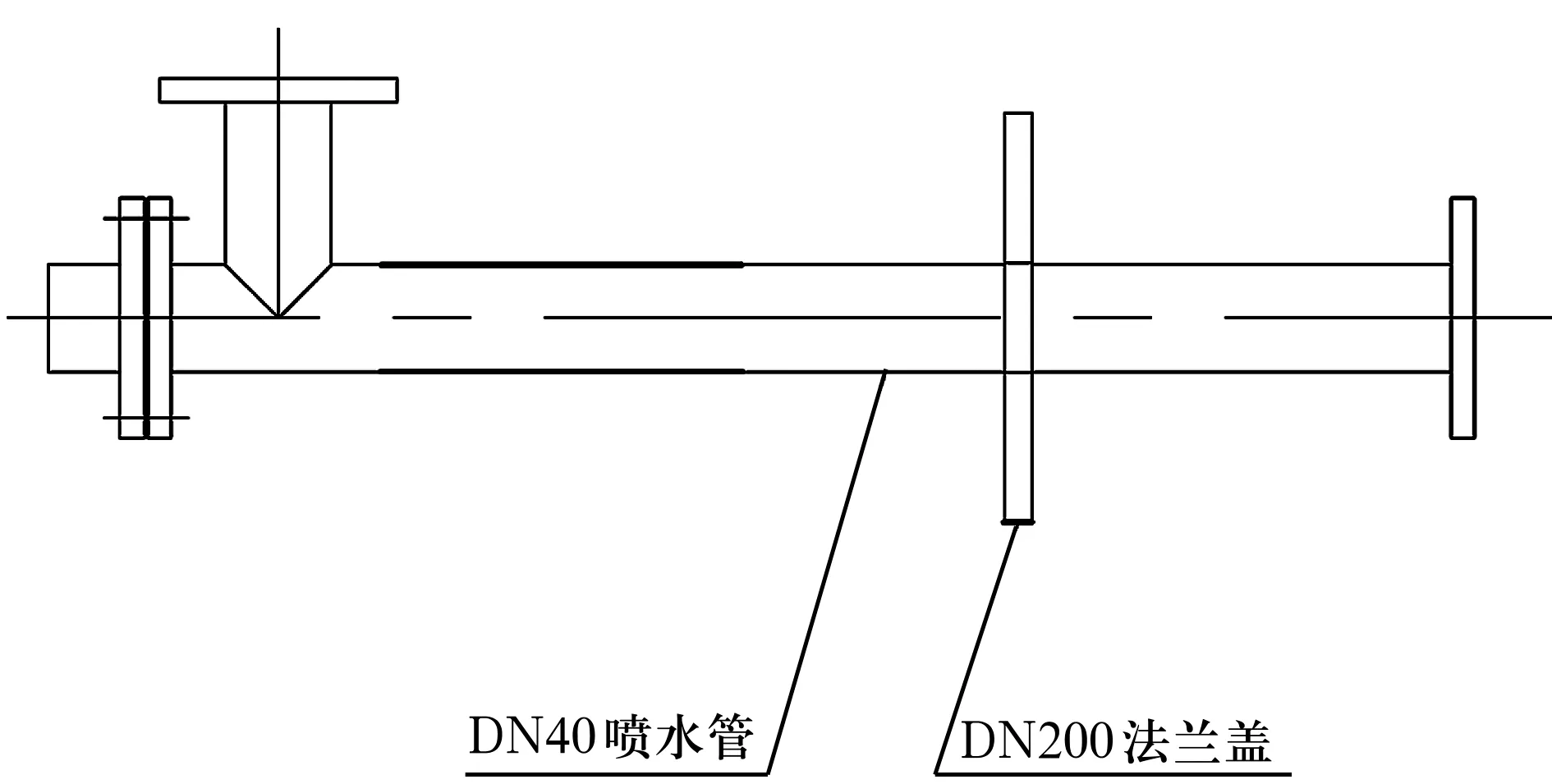
图3 上层喷水管示意图
3.4 组装与焊接
将五段筒体按分度线进行组对,将设备水平放倒在转胎上,焊接剩余焊缝,开孔安装方形清理孔。安装下层环形管组。
热回收塔所有对接接头均应加工坡口,焊接坡口应保持平整,不得有裂纹、未焊透、夹渣等缺陷,焊接时坡口表面及附近(以离坡口边缘的距离计,焊条电弧焊约10 mm,气体保护焊约20 mm,)应将水、锈、油污和其他有害杂质清理干净,坡口及焊接接头型式见图4所示。
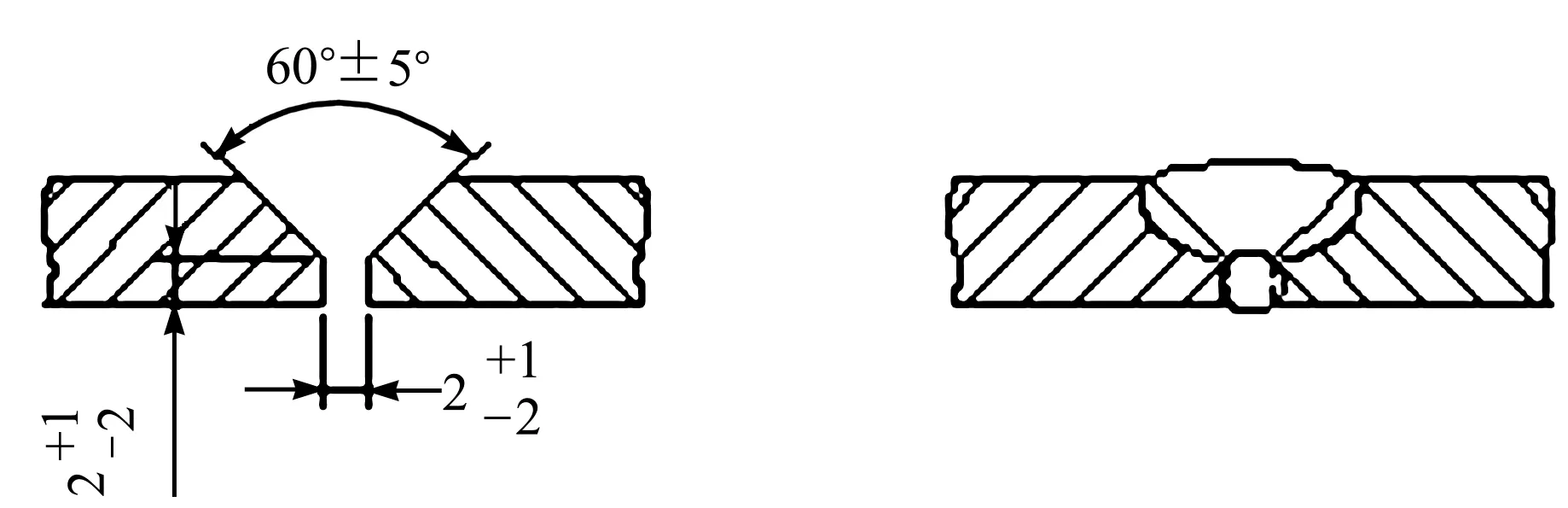
图4 坡口接头及焊缝形式
4 效 果
通过实施以上几项施工技术,消除了设备制造上的不利影响,保证了热回收塔总装后的制作安装质量。设备投用几年来,运转平稳,使用正常,满足了化工生产连续稳定的需要,同时,为同行业制作总装类似化工设备提供借鉴。
猜你喜欢
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
中国医学科学院学报(2020年4期)2020-09-04
装备制造技术(2019年12期)2019-12-25
化工管理(2017年2期)2017-03-04
新医学(2016年11期)2016-12-06
焊接(2016年10期)2016-02-27
科学与技术(2015年2期)2015-10-21