
羊毛/桑蚕丝/亚麻休闲面料的开发和生产
2019-04-24 04:00周胜毅刘丽艳桂明胜
毛纺科技 2019年4期
陆 芳,周胜毅,刘丽艳,桂明胜
(江苏阳光集团有限公司,江苏 江阴 214426)
随着生活水平的日益提高,人们对服装的要求不仅追求美感、时尚,更加注重面料的舒适性、保健、环保等特性。麻类产品在服装市场潜力巨大,利用羊毛、桑蚕丝、亚麻3种天然纤维混纺,充分发挥各种纤维的优势性能,不仅提高了亚麻纤维的可纺性,而且还保持亚麻面料特有的麻节效果,产品具有独特风格,适合制作休闲服装,受到广大消费者的青睐。
1 原 料
1.1 羊 毛
羊毛吸湿性强、保暖性能好、强度高、弹性回复性能好,手感柔软而富有弹性,身骨挺括。颜色纯正,光泽自然柔和,不易沾污,纤维耐酸不耐碱[1-2]。
1.2 桑蚕丝
桑蚕丝由动物蛋白组成,富含18种人体所需的氨基酸,有一定的保健作用。桑蚕丝是自然界中最轻、最柔、最细的天然纤维,具有“纤维皇后”之称。用桑蚕丝制作的面料柔软细滑,透湿舒适,悬垂性好,光泽感强,缺点是易产生折皱,容易贴身,不够结实[3]。
1.3 亚 麻
亚麻属天然纤维素纤维,单纤维长,强度高,吸湿散湿快,热传导性能好,凉爽挺括、出汗不贴身、质地轻、强力大,具有一定的抗菌、防霉、防静电等功效,色调柔软大方、粗犷,是最具发展潜力的功能性纺织品,也是绿色环保产品之一[4-6]。
2 产品开发思路
灵感来源于恬然生活,丰富的色彩,多元素组合,流露出一种悠然自得的生活情趣。从环保理念考虑,应减少对环境的污染,故选用羊毛、桑蚕丝、亚麻3种天然纤维混纺,利用每种纤维的优点[7],表现产品的风格。
3 关键工艺技术
3.1 混纺比的选择
亚麻纤维面料的粗犷感主要表现为呢面的麻节效果,与亚麻纤维的含量有关,亚麻纤维含量越高,呢面越粗犷,麻节效果越显著,但纺纱难度随着亚麻纤维含量提高而增加[8]。为了突出含亚麻纤维面料特有的粗犷感,进行原料混纺试验,以确定产品的混纺比。考虑到亚麻纤维含量越高,纺纱越困难,根据实际生产情况,以亚麻纤维含量小于40%为宜。原料混纺方案见表1。
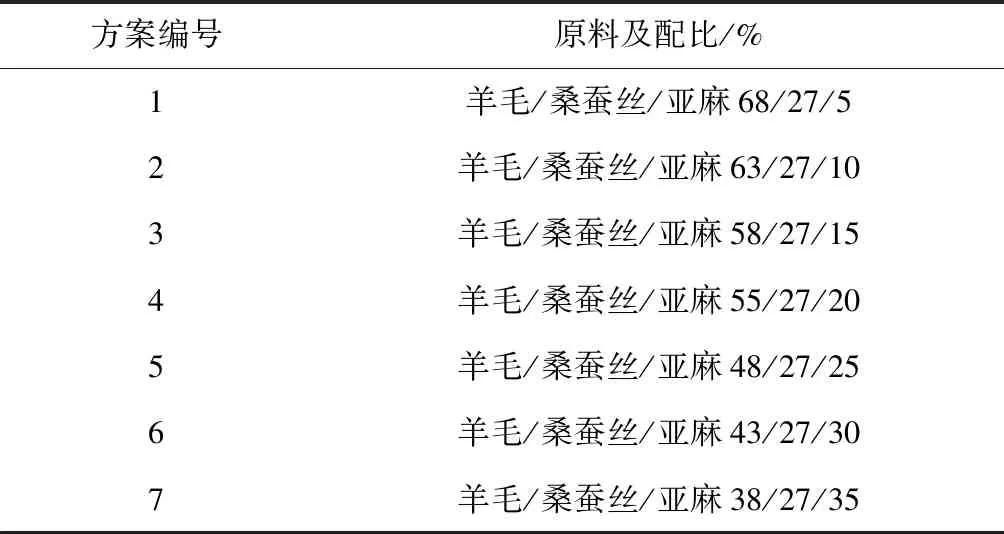
表1 原料混纺方案
将7种混纺方案采用相同工艺试制成品,请5位专家对产品呢面麻节效果风格进行盲评,按10分制打分,1分最差,10分最好,专家盲评结果见表2。
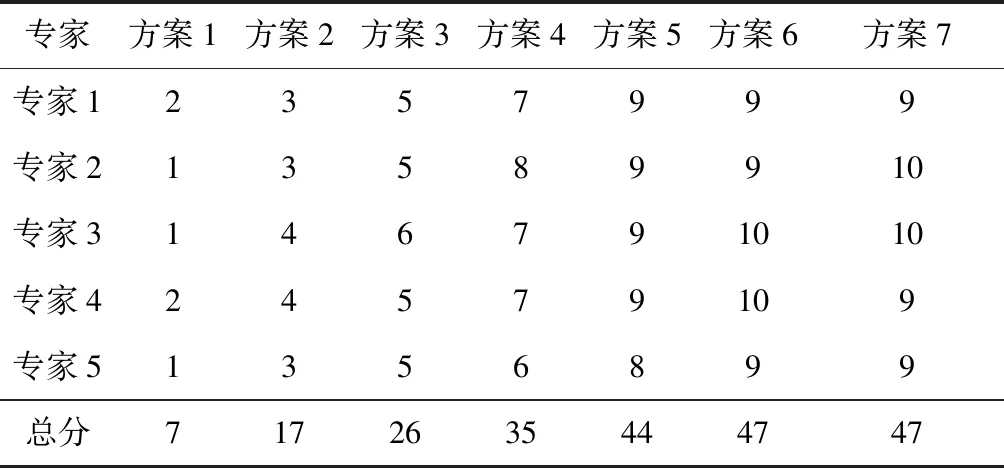
表2 专家盲评结果 分
由表2可以看出,方案5、6、7的总分值接近,呢面风格接近,考虑到生产难度,选用方案5生产,混纺比为:羊毛/桑蚕丝/亚麻48/27/25,先将3种原料混纺成单纱,然后再与2.2 tex桑蚕丝并线加捻。
3.2 染 色
羊毛、桑蚕丝、亚麻纤维分子结构不同,属于不同性质的纤维,染色性能不同,不能采用一浴法染色,只能将这3种纤维先分开染色后混纺。羊毛纤维选用色牢度好而且环保的毛用活性染料染色[9],桑蚕丝用酸性染料染色,亚麻用棉用活性染料染色。
3.3 纺 纱
采用半精纺纺纱,其纺纱设备是将棉纺设备和毛纺设备进行改造和调整而成,可纺纤维长度与棉纤维相近,加工原料适应性广泛,打破了传统的毛、麻、丝、棉、化纤等的限制,并解决了和毛、梳理等技术难题[10]。本文开发面料采用羊毛、桑蚕丝、亚麻纤维混纺成单纱后再和1根2.2 tex桑蚕丝进行并线、加捻而成的粗细夹花纱线,光泽感更强烈,手感更滑糯,使所织造面料风格独具一格。
纺纱工艺流程:和毛→梳毛→并条→粗纱→细纱→络筒→蒸纱→并线→倍捻。
和毛:先将羊毛纤维加入和毛油、抗静电剂和水,单独开松1遍,再将桑蚕丝和亚麻纤维加抗静电剂和水,单独开松1遍,最后将全部原料混合2遍,闷24 h以上,保证混料均匀、混色均匀、油水均匀。确保上机回潮不低于毛纱公定回潮,梳毛上机回潮率控制在16%~18%。
梳毛:调节梳毛机刺辊和锡林、锡林与盖板、锡林与道夫的隔距,同时保证针布表面平整、锋利,这样既可以充分梳理纤维,减少毛粒,又能够减少对纤维的损伤。为了减少亚麻纤维落地量,减慢锡林和刺辊转速,既保证纤维混合均匀,又减少对亚麻纤维的损伤,保证亚麻纤维的含量。
并条:合理制定各道的前后隔距及牵伸倍数,以减少对纤维的牵伸损伤,采用低车速、合理的车间温湿度,保证须条的条干及强力,为减少绕皮辊现象,将皮辊进行酸处理,以消除静电,增强皮辊的抗绕性。
粗纱:根据纤维长度调节隔距,控制出条质量,选择合理的捻系数,防止粗纱条发毛,方便细纱牵伸,有利于提高纱线的条干。
细纱:为减少飞毛和断头,减小钢丝钩质量,降低车速至7 000 r/min。
络筒:清纱工艺适当放大,不仅剪切了纱线疵点,又能保留纱线的麻节,以保持纱线特有的风格。
蒸纱:温度85 ℃,时间16 min。
并线:半精纺单纱与桑蚕丝并线,考虑到原料中有亚麻纤维,需加大并线加油量,起到保护纱线的作用,车速300 m/min。
倍捻:由于1根毛纱与1根桑蚕丝并线,纱支差异大,故采用双孔退纱器,使纱线退绕张力均匀,避免产生小耳朵纱,确保纱线质量。
车间温湿度:前纺温度26 ℃,相对湿度85%;细纱温度27 ℃,相对湿度75%。
3.4 织 造
该产品纱线强力较高,织物紧度偏小,整经织造过程中断头少,织造效率高。
前织工艺:采用贝宁格分条式整经机整经,因半精纺纱线毛羽较多,影响织造开口,倒轴时上冷浆,可使纱线毛羽倒伏,以防止织造开口不清,产生蛛网、跳花等织疵。
后织工艺:采用苏尔寿剑杆织机,为了减少楞断、毛粒等织疵,采用合理的上机工艺参数:上机张力1 400 N;综平时间310°;车速300 r/min,织造效率90%。
3.5 后整理
后整理工艺决定面料的风格、服用性能、测试指标等,根据不同的面料风格选择适合的工艺,使面料的特性完美展现出来。后整理工艺流程为:烧毛→平幅洗呢→烘呢→中检→熟修→剪毛→柔软→蒸呢。具体工艺要求为:
烧毛:火焰适中,正反各1次,烧去坯布表面的毛羽,使织物呢面光洁。
平幅洗呢:除去烧毛灰,洗去呢面污渍。因为桑蚕丝和亚麻的含量较高,如果进行绳状洗呢,不仅容易产生折痕,还容易产生擦伤。
烘呢:超喂要足,烘呢温度尽量不要超过130 ℃,否则面料颜色容易变黄。
中检:主要检查由于湿整产生的呢面疵点。
熟修:修补前道疵点,去除草屑、毛粒等。
剪毛:两正一反,保证起球指标合格。
柔软:柔软剂质量浓度为50 g/L,柔软整理可使面料风格柔软滑糯。
蒸呢:选择合适包布张力,可使呢面达到平整、活络的效果,并且通过蒸呢,能起到一定的定形效果,改善缩水率和汽蒸等物理指标。
4 成品指标
羊毛/桑蚕丝/亚麻43/34/23,纱线线密度14.3 tex×2,克重235 g/m,此休闲面料的成品主要指标见表3。可以看出,各项指标均达到GB/T 22863—2009《半精纺毛织品》的要求。

表3 成品主要指标
5 结束语
本文开发的羊毛/桑蚕丝/亚麻面料,通过对混纺比进行优化,产品不仅体现出亚麻类产品的麻节效果,而且还提高了纺纱效率。面料具有羊毛的温暖感,桑蚕丝的高贵感和亚麻的粗犷感。产品风格独特,手感柔滑活络,回弹性强,悬垂性好,吸湿透气,穿着舒适,适合制作休闲男上装。
猜你喜欢
纺织科学研究(2021年6期)2021-07-15
纺织服装流行趋势展望(2020年3期)2020-02-01
纺织服装流行趋势展望(2020年4期)2020-02-01
意林·全彩Color(2019年9期)2019-10-17
汉语世界(The World of Chinese)(2019年2期)2019-04-19
作文与考试·小学高年级版(2017年23期)2017-12-14
散文诗世界(2017年3期)2017-11-13
家庭百事通·健康一点通(2016年7期)2016-08-04
纺织服装流行趋势展望(2016年6期)2016-05-04
纺织服装流行趋势展望(2016年6期)2016-05-04
