定制化腕部矫形器的数字化制造实现与优化
2019-05-07 03:27罗时杰胥光申王飞雷
西安工程大学学报 2019年2期
罗时杰,胥光申,王飞雷,郑 晗
(西安工程大学 机电工程学院,陕西 西安 710048)
0 引 言
根据第二次全国残疾人抽样调查显示,我国残疾人总数达到8 502万人,在各类残疾人中,肢体残疾的数量最多,约占残疾人总数的29.07%[1]。与此同时,由于生理机能衰退,老年群体患肢体残疾的风险较大[2-5];各类交通、安全生产事故频出;低头使用电子产品、熬夜等不良习惯为肢体疾病埋下了隐患。随着相关科学技术的发展以及社会各方面对康复工作的支持,肢体残疾的康复工作取得较大成果[6-8]。但作为人口大国,我国每年依然有很多伤员病员需要借助矫形器进行正常的工作和学习。
矫形器作为一种支撑装置,主要目的是稳定和支持、固定和保护、预防和矫正人体身体部位畸形,已经广泛运用于矫正或治疗各种肢体疾患[9-10]。传统矫形器利用石膏填充模具修剪打磨而来,繁琐费时且制作效率低[11]。长时间佩戴石膏矫形器后,皮肤易出现溃疡、皮炎等问题,丢弃的石膏也易造成环境污染[12-13]。如何克服传统矫形器的诸多弊端,为患者提供更利于康复的、定制化的矫形器成为重要的研究课题。
3D打印技术又称为增材制造,以计算机三维设计模型为蓝本,通过软件分层切片和成型系统,利用激光束、热熔喷嘴等方式将材料进行逐层堆积粘结,最终制造出实体产品[14]。3D打印技术日益成熟,其在医学领域的应用越来越广泛。相比于传统矫形器费时、低效等诸多不足,3D打印制作的矫形器在实现快速定制化的同时,还突出了矫形器在外观、佩戴舒适感和重量等方面的优势[15]。
本文借助激光扫描仪和逆向工具获取并重构了与患者腕部匹配的矫形器数字化模型。 在此基础上, 对矫形器模型进行了强度分析并完成结构优化, 最后利用 SLS 激光烧结成型工艺制作出腕部矫形器。 设计的矫形器满足了定制化的实际需要, 对于提高矫形器制造效率, 更好地服务患者具有重要意义。
1 矫形器的数字化模型
建立定制化的矫形器数字化模型是数字化制造的首要任务。模型的建立主要包括数据采集、数据处理和模型重构3个方面:(1)数据的采集借助Handyscan三维激光扫描仪来完成,采集时患者只需轻抬手腕即可,如此便避免了可能因采集而造成的二次损伤;(2)数据的处理是对冗余数据、孔洞等缺陷进行修复,在此基础上选取需要的部分作为矫形器的初步模型,该过程主要利用扫描仪配套的VXmodel软件来实现;(3)数据重构是将处理后的数据转化为可编辑的实体模型,在重构前,为了避免矫形器与腕部皮肤接触过紧而产生不适,对矫形器进行了偏移和加厚处理。图1所示为在Geomagic环境下重构出的腕部矫形器实体,将该实体分割成2部分后以step格式保存。

图 1矫形器实体Fig.1 Orthosis entity
2 有限元分析与设计
作为直接与身体接触的支具,矫形器的结构、力学表现、美观性和透气性等都是有限元分析和设计时需要考虑的因素。在强度方面,主要分析在正常佩戴矫形器和突发性集中载荷这2种情况。
2.1正常佩戴情况分析
在数学模型方面,认为矫形器满足弹性力学的基本假设。矫形器实体分为上下2部分,将2部分模型导入abaqus软件中,2部分材料属性一致,在属性模块设置材料为各向同性,弹性模量为1 800 MPa,泊松比为0.46。图2(a)所示的高亮部分为矫形器佩戴时的接触区域,佩戴矫形器时,高亮区域始终保持接触,故相互作用模块对该接触区域作绑定约束。创建通用静力分析步后,如图2(b)所示,对魔术贴表面和矫形器内表面施加载荷(等效为平均压强,其中,魔术贴表面压强为0.009 75 MPa,内表面压强为0.000 98 MPa)。此外,矫形器内表面始终与人体皮肤相接触,需对内表面在3个方向的位移和转角均加以约束。以上步骤均完成后,以四面体单元划分网格并提交求解。

(a) 矫形器接触区域

(b) 施加载荷图 2有限元分析Fig.2 Finite element analysis
矫形器的位移和应力云图如图3,4所示,正常佩戴情况下,矫形器的最大位移为0.000 007 811 mm,可忽略不计;在受力方面,矫形器的最大应力为0.007 192 MPa,矫形器的材料为Psb粉末,该材料经激光烧结后的屈服极限为5.8 MPa,选取安全因数为2.0,则其许用应力为2.9 MPa,矫形器的最大应力小于许用应力,故满足矫形器的强度。

图 3位移云图Fig.3 Displacement nephogram

图 4应力云图Fig.4 Stress nephogram
2.2突发性集中载荷的状态分析
在现实生活中,患者佩戴矫形器时,一些不可预知的碰撞和突发的外力冲击时有发生[16]。故除了分析正常佩戴情况外,还需考虑集中载荷作用下矫形器的性能表现,于是对尺骨附近的小块区域施加3 MPa的集中载荷。矫形器承受集中载荷后的应力云图如图5所示。
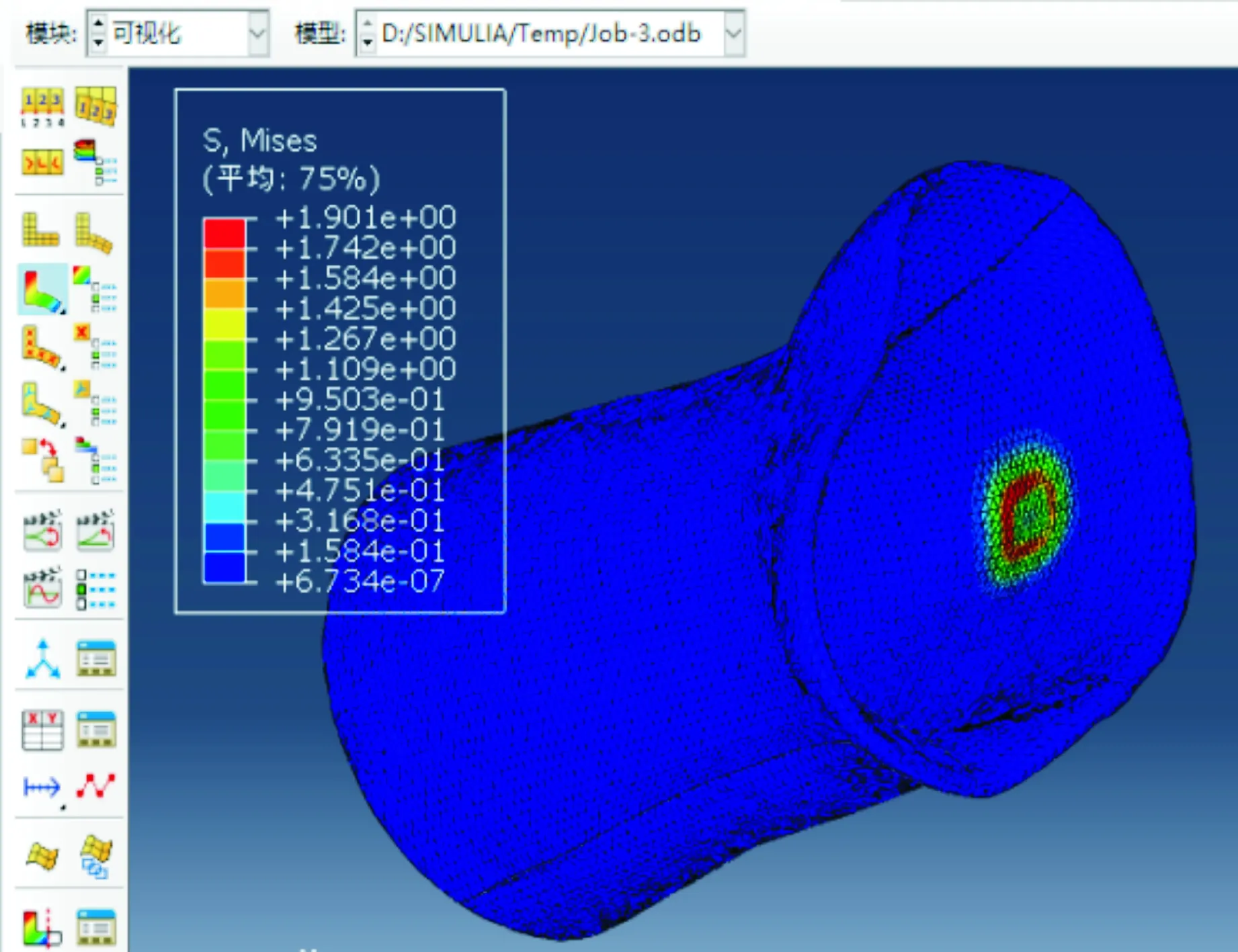
图 5集中载荷下的应力云图Fig.5 Stress nephogram
由图5可知,最大等效应力为1.901 MPa。相比于正常佩戴情况,受到集中载荷后,矫形器应力虽有明显的增大,但仍小于材料的许用应力,满足矫形器强度。
2.3矫形器最佳壁厚的选择
上文中,以壁厚为3 mm为例,对矫形器进行了强度分析。3 mm为初步壁厚,本文还对其他6组不同壁厚(2 mm,2.5 mm,3.5 mm,4.0 mm,4.5 mm,5.0 mm,5.5 mm)的矫形器在同等载荷和约束的情况下进行有限元分析,其结果如表1所示。

表 1不同壁厚下矫形器的性能表现Table 1 Performance of different wall thickness orthosis
一般而言,矫形器厚度增加时,其整体强度也会适当增加,同等载荷条件下,对应的应力和位移会有所减小。但从表1可知,在同等载荷和约束情况下,随着矫形器壁厚的增加,尺骨附近区域的最大应力值和最大位移值反而逐渐增大。产生这一结果的原因可能为随着偏移量和厚度的增加,矫形器的总表面积略有增大。为保持曲面片布局的规则性,在划分曲面片布局时,单个曲面片的面积适当减小而曲面片数量有所增加。在相应曲面片上施加载荷时,面积的减小使得应力稍有增大,故位移也相应增大。但总体而言,在2.0~5.5 mm厚度范围内,矫形器的最大应力均小于许用应力,强度足够。
矫形器的壁厚是安全性、生产效率、制造成本的重要影响因素。针对矫形器壁厚有如下考虑: (1)在安全性方面,5.5 mm 厚度以内的矫形器强度均足够,安全性可靠; (2)在生产效率方面, 以5.5 mm 和3 mm 厚度为例,5.5 mm 厚度的矫形器在加工高度方向上多出2.5 mm, 分层处理时高出13层(层厚为0.2 mm), 打印时铺粉辊的往复运动增加26次, 厚度的增加直接降低了矫形器的生产效率; (3)在制造成本方面,高厚度的矫形器除了增加耗材以外,其数字化处理过程也会增加耗时,故制造成本更高。 此外, 矫形器壁厚过高或过低均会影响矫形器的美观性和佩戴舒适性, 综合诸多因素,本文认为,矫形器的最佳壁厚为4 mm。在该壁厚参数下,矫形器的强度、使用寿命能够得到保证且生产效率较为适中。
2.4矫形器的结构优化与验证
2.4.1 矫形器的优化模型 矫形器的结构拓扑优化是通过在分析过程中不断修改模型的单元材料性质,有效移除单元而获得矫形器的最优结构(优化结果见图6)。目前,基于SIMP法的连续体拓扑优化模型已被广泛使用,该模型的目标函有选举权和约束条件为


KU=F
ki=(ρi)pk0
0≤ρmin≤ρi≤ρmax
式中:ρi为材料的相对密度;vi为单元体积;C为矫形器模型的应变能;V0和V分别为优化前后的体积;F为矢量;p为处罚因子;f为优化体积比,本模型取为45%;U为位移矢量;u为单元位移矢量;K为刚度矩阵;k0为初始刚度矩阵;ki为优化后的刚度矩阵。
2.4.2 结构优化和再设计 以上述优化模型为基础,在创建优化任务时,以矫形器整体为优化区域,以最小应变能为目标函数[17],冻结矫形器与魔术贴接触的区域并提交作业。拓扑优化后的结果如图6所示,材料的去除在拓扑结构上表现为大小不一的孔洞,可根据这一结果进行结构的再设计,图7所示为在矫形器表面开设若干通风孔后的最终结构。
2.4.3 优化结果验证 以同样的材料属性、约束和受载条件对最终结构的强度进行验证,结果如图8所示。最终结构在承受突发性的集中载荷后,最大等效应力为2.084 MPa,仍在材料强度的许可范围内。但相比于未开设通风孔前的矫形器,新设计的矫形器不仅强度足够,而且在透气性、重量和耗材方面都更具优势[18-20]。

图 6拓扑优化结果Fig.6 Result

图 7矫形器的最终结构Fig.7 The final structure of orthosis

图 8再设计后矫形器应力云图Fig.8 Stress nephogram after redesign
3 矫形器的3D激光成型
SLS激光烧结成型工艺是将烧结后的粉末一层一层堆积成形,相比于面曝光成型等其他快速成型方式,由于其成型材料广泛、无需添加支撑、低成本、高精度,所以比其他快速成型技术更具优势[21-22]。本文借助北京隆源AFS-500激光烧结成型机来制作矫形器实物。矫形器的实物制作时,在材料的选择上应倾向于绿色环保、符合人体健康需要的材料。受限于实验条件,本文采用SLS工艺烧结psb粉末完成矫形器制作。在烧结工艺中,主要的参数有:激光功率15 W,预热温度100 ℃,激光扫描速度4.00 m/s,分层厚度0.2 mm。图9(a)所示为烧结完成并经过浸蜡处理后的矫形器实物,图9(b)为患者佩戴矫形器,由图可知,矫形器可以与腕部很好的契合。

(a) 浸蜡后的矫形器

(b) 患者佩戴矫形器图 9腕部矫形器的SLS系统成型Fig.9 SLS system to fabricate wrist orthosis
4 矫形器评价
作为重要的辅助器具,矫形器除了能够满足外观、透气性、强度等要求外,其应用价值和经济性也是康复工作者和广大患者共同关心的重要方面。
从整个数字化制造过程来看,数字化技术并不局限于腕部受损的情况,也同样适用于人体的诸多部位,如肘部、膝部、颈部等。因此,本矫形器制作的技术方法具有良好的推广应用价值。在经济性方面,本文对矫形器制作成本与耗时进行了估算,估算结果如表2所示。由表2可知,在不考虑机器磨损和人工费用的情况下,腕部矫形器总成本为270元,其中主要的花费为3D激光成型所需的材料费用;其总耗时为150 min,主要耗时项目为数字化模型的设计和3D激光成型。矫形器制作耗时尚可,但成本较传统石膏矫形器偏高。

表 2定制化腕部矫形器制作成本与耗时Table 2 Production cost and time consuming of customized wrist orthosis
综合成本、性能等诸多因素,利用3D激光成型技术制作的定制化矫形器适用性强,能够满足患者的需求,该项矫形器数字制造技术市场竞争力强,具有较大地推广应用价值。
5 结 语
本课题采用激光扫描仪和逆向工具,对患者腕部进行数据采集并构建矫形器的实体模型,利用有限元分析法对该模型作受力分析与优化,应用3D激光成型技术在AFS-500型成型机上成功实现了腕部矫形器的数字化快速制造。实践证明,该矫形器外形美观,佩戴舒适,可以与人体腕部较好的契合,强度足够,透气性良好,对患者的康复起到良好辅助作用。该项技术可用于人体腕部,还可用于各种需要矫形的部位,如肩部、颈部、腿部等关节部位,是一项具有较大推广应用价值和一定竞争力的矫形器制造技术。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
中老年保健(2021年5期)2021-08-24
中老年保健(2021年6期)2021-08-24
中老年保健(2021年7期)2021-08-22
家庭百事通·健康一点通(2020年2期)2020-03-25
上海医学(2019年1期)2019-04-13
活力(2019年22期)2019-03-16
中国康复(2019年10期)2019-01-03
制造技术与机床(2017年5期)2018-01-19
中国卫生标准管理(2015年24期)2016-01-14