
模压工艺参数对某飞机旅客观察窗窗框锻件成型质量的影响
2019-05-15 03:34王清松吴道祥陈焕良李丹丹
铝加工 2019年2期
王清松,吴道祥,陈焕良,李丹丹
(西南铝业(集团)有限责任公司,重庆401326)
0 前言
在航空领域,为了满足减重的需要,大多数铝合金锻件被设计成高筋薄壁的T型截面结构。这种结构的锻件在成型的过程中,由于工艺参数的设置欠佳,会造成各种成型缺陷,如填充不满、流线穿流、组织晶粒粗大且分布不均等质量问题[1-3]。目前学者们利用有限元仿真软件在筋板类锻件热模锻成型方面展开了大量的研究工作。Park等[4]采用有限元模拟软件对筋板类锻件模锻成型过程进行模拟实验。Shan等[5]采用局部加载的方法对筋板类锻件等温模锻成型进行有限元模拟分析。Zhang等[6]采用实验与数值模拟相结合的方法,研究了某7075铝合金盘类锻件等温精密成型过程组织流线分布情况及演变方式。
在锻造成型过程中,工艺状况复杂,锻件的成型质量受多种因素影响,往往需要通过考虑主要因素对锻件成型质量的综合作用[7-8]。本文基于有限元数值模拟平台,以坯料温度、模具温度、模具桥部高度、压机速度以及摩擦系数作为此次研究的因子变量,以筋部充填高度、成型载荷作为窗框成型质量的主要指标,研究模压工艺参数对锻件成型质量的影响,为窗框锻件成型工艺的制定提供参考。
1 产品外形尺寸分析
本文研究的某飞机旅客观察窗窗框为超薄壁高筋弧形全非机加工精密模锻件。外形最大外轮廓长度约460mm、宽340 mm、高37mm,腹板最大厚度10mm,在上表面有一高度约22mm,厚度3mm的高筋,壁厚、最大高宽比为11∶1。因此,该模锻件成型难点集中于高筋部位的填充成型。
2 有限元模型
本文采用DEFORM-3D软件作为数值模拟平台,利用刚塑性有限元模型对窗框锻件成型过程进行数值模拟。考虑到锻件对称性,采用1/4模型进行有限元模拟,坯料及模具模型如图1所示。模拟过程中不考虑模具变形,设置为刚形体;忽略坯料弹性变形,只考虑塑性变形;摩擦模型选择剪切模型。利用Deform 3D软件自带划分网格功能对坯料进行网格划分,坯料网格数为100000,在计算过程中随时根据网格畸变情况进行重新划分。
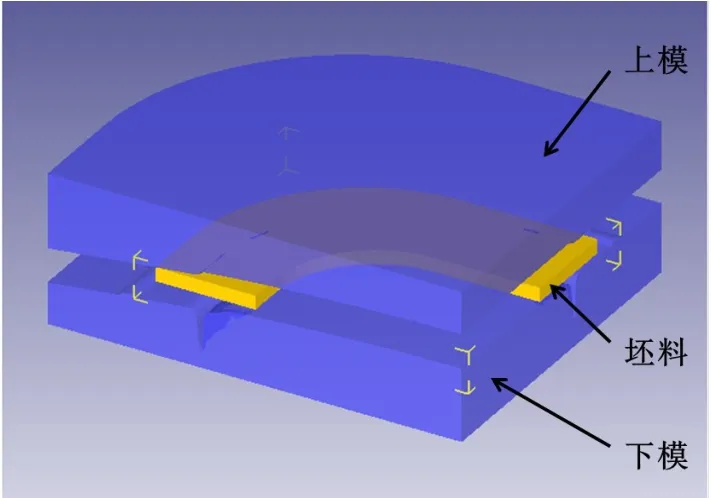
图1 有限元模型
3 模压工艺参数的影响
3.1 坯料温度
图2所示为窗框锻件在不同坯料温度下成型时锻件筋部充填高度及成型载荷。由图可知,不同的坯料温度下,随着坯料温度的升高,锻件筋部充填高度有微小幅度的提升,但总体的变化不是太大,这说明坯料温度对锻件筋部的充填影响不是太大。另外,随着坯料温度的提升,锻件的成型载荷逐渐下降,当坯料温度为400℃时,锻件成型载荷为8680t,坯料温度升高至430℃时,锻件成型载荷降到8120t。
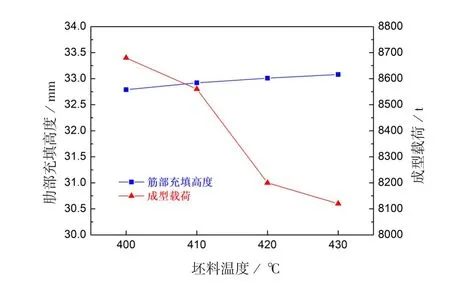
图2 坯料温度对锻件成型质量的影响
3.2 模具温度
图3所示为窗框锻件在不同模具温度下成型时锻件筋部充填高度及成型载荷。由图可知,不同的模具温度下,锻件筋部充填高度的变化仍然不是太大。随着模具温度的升高,锻件的成型载荷有着明显的变化,下降比较明显,当模具温度为250℃时,锻件成型载荷为9520t,坯料温度升高至400℃时,锻件成型载荷降到4840t,降低了49.16%。
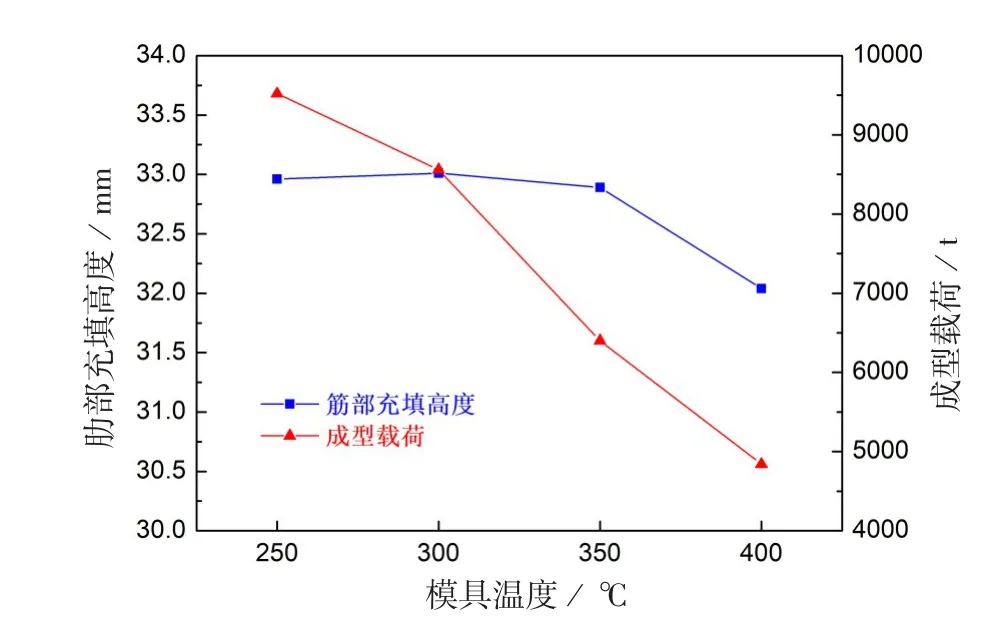
图3 模具温度对锻件成型质量的影响
3.3 模具桥部高度
图4所示为不同模具桥部高度下锻件成型筋部充填高度及成型载荷。由图可知,模具桥部高度对锻件筋部充填有较大的影响。随着模具桥部高度的增大,锻件筋部充填高度逐渐增大,当模具桥部高度为0.5mm时,锻件筋部充填高度为31.18mm,模具桥部高度增大到2.0mm时,锻件筋部充填高度增大到33.01。另外,随着模具桥部高度的增大,锻件的成型载荷也逐渐增大。当模具桥部高度由0.5mm增大到2.0mm时,锻件的成型载荷也由7360t增大到8560t。
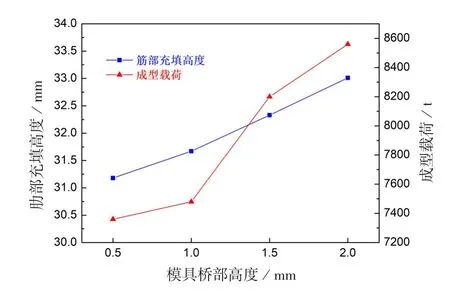
图4 模具桥部高度对锻件成型质量的影响
3.4 压机速度
图5所示为窗框锻件在不同压机速度下成型时锻件筋部充填高度及成型载荷。由图可知,不同压机速度下,锻件筋部充填高度的变化不大。但是随着压机速度的增大,锻件的成型载荷有着明显的增大,当压机速度为0.5mm/s时,锻件成型载荷为5800t,压机速度增大至10mm/s时,锻件成型载荷增大到8560t。
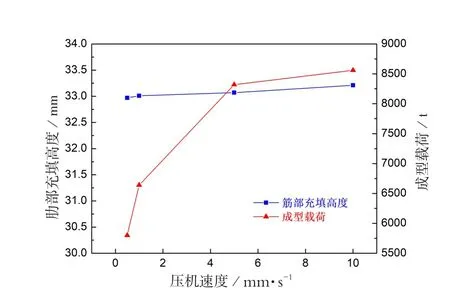
图5 压机速度对锻件成型质量的影响
3.5 摩擦系数
图6所示为窗框锻件在不同摩擦系数下成型时锻件筋部充填高度及成型载荷。由图可知,摩擦系数对锻件成型筋部充填高度及成型载荷都有着较为明显的影响,且都随着摩擦系数的增大而增大。当摩擦系数为0.1时,锻件筋部充填高度为21.01,锻件成型载荷为4600t;当摩擦系数增大到0.4时,锻件筋部充填高度增大到33.10,增大了57.54%,锻件成型载荷增大到9320t,增大了102.61%。
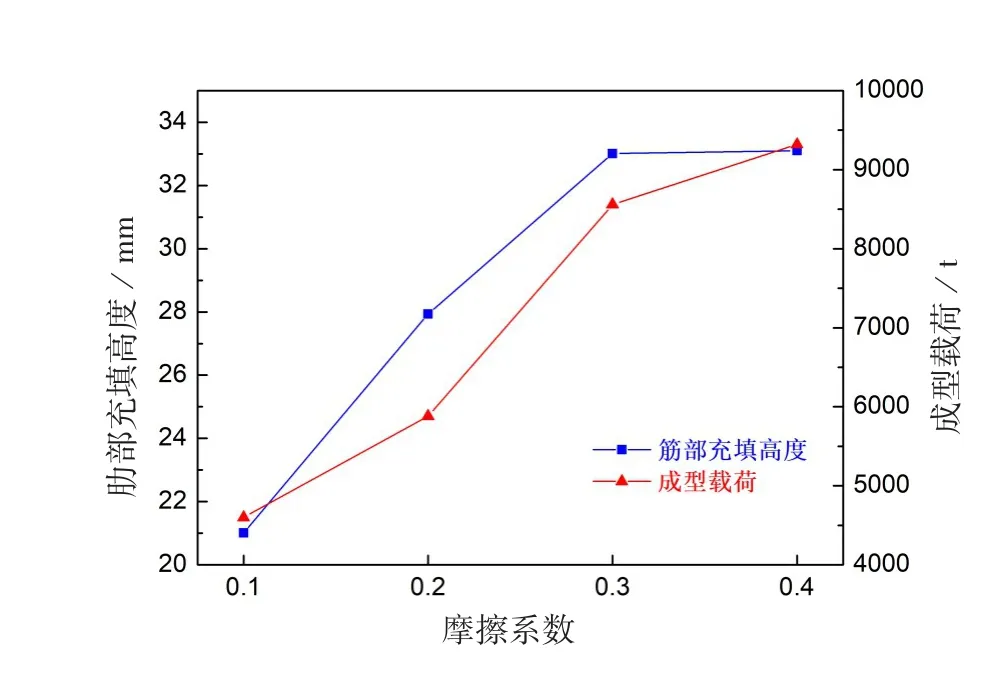
图6 摩擦系数对锻件成型质量的影响
4 结论
(1)坯料温度及模具温度对锻件筋部充填影响不是太大,但是随着坯料温度及模具温度的升高,锻件的成型载荷逐渐下降。
(2)模具桥部高度对锻件筋部充填有较大的影响,随着模具桥部高度的增大,锻件筋部充填高度逐渐增大。另外,随着模具桥部高度的增大,锻件的成型载荷也逐渐增大
(3)不同压机速度下,锻件筋部充填高度的变化不大。但是随着压机速度的增大,锻件的成型载荷有着明显的增大。
(4)摩擦系数对锻件成型筋部充填高度及成型载荷都有着较为明显的影响,且都随着摩擦系数的增大而增大。
猜你喜欢
铝加工(2022年6期)2023-01-13
热处理技术与装备(2022年5期)2022-10-26
云南冶金(2022年2期)2022-07-26
轴承(2022年5期)2022-06-08
一重技术(2021年5期)2022-01-18
河南工学院学报(2021年3期)2021-09-27
金刚石与磨料磨具工程(2021年2期)2021-05-25
建材发展导向(2020年19期)2020-09-23
文化交流(2019年3期)2019-03-18
制造技术与机床(2018年9期)2018-09-19
