
STC1000刀库零点的设定与调整
2019-05-15 09:55高博
设备管理与维修 2019年3期
高 博
(中国航发哈尔滨东安发动机公司,黑龙江哈尔滨 150022)
0 引言
五轴联动数控机床在使用过程中,换刀的故障比较频繁,占设备故障的50%以上,影响了加工中心的加工效率。通过对五轴加工中心机床STC-1000换刀故障分析与排除方法的研究,从实际应用的角度对STC-1000换刀机械手无法取刀的故障进行了原因分析,通过具体调整实例提出了刀库零点的设定调整方法。
1 STC加工中心概述
STC系列动态加工中心采用五轴联动模式,可从任意角度进行五面加工,实现铝、钢、铁及其它难以加工材料的高效力加工,满足最终精度的要求。STC系统特别适合诸如航空航天、汽轮机和燃气轮机零部件等具有挑战性的加工任务,以及精密机械和通用产品的制造。其高度的模块化特征可以适应不同的工艺要求。
1.1 柔性化
柔性加工概念 斯达拉格STC系列加工中心采用更加柔性从而也更为安全的方式,将您的创新生产理念变为现实。新的工艺技术、快速的产品转换以及对加工质量和精度的持续增加的要求需要模块化、智能化的制造方法以及相应的加工概念。通用加工技术在汽车工业、精密机床制造业和模具行业,越来越多的复杂零件涌现出业,这也带动了创新的加工理念的出现。
1.2 模块化
将机床的各个功能实现模块化,并有机结合起来。简化加工过程、提高效率和柔性、保证高精度的解决方案。这其中,智能的刀具管理和可扩展的工件管理确保可靠快速的刀具交换。STC系统加工中心的真正的潜力在加工复杂零件时尤其可以显现出来。由于刀具可以在相对于工件的任意角度定位,工件可以一次装夹便完成加工,极大地减少夹具费用和准备时间。
2 自动换刀系统
2.1 换刀结构
数控机床的自动换刀系统通常采用3种结构:①直接在刀库和主轴之间换刀。采用刀库运动,但刀库运动限制了刀库的结构。②利用机械手在转塔头与刀库之间进行换刀。它是指转塔上有2个主轴,当一个主轴加工,另一个主轴和刀库之间完成刀具的更换,但主轴结构影响了它的使用。③用机械手在刀库与主轴之间换刀。它采用机械手运动,通过直线和旋转运动完成刀具从刀库的固定轴到主轴的转换。由于此种换刀结构多样,目前数控机床普遍使用这种有中间介质机械手的自动换刀装置。
2.2 STC1000刀库结构及换刀动作循环
STC-1000刀库系统结构比较复杂,完成一次自动换刀需要一次系统动作。STC主轴是卧式主轴,通过装刀机构向主轴装载刀具。在刀库中有机械手进行自动取刀,取出刀具后与装刀机构进行刀具交接。
当刀库中机械手的电机传动皮带出现破损并进行更换后,导致机械手在刀库中各轴的定位零点丢失。机械手已经无法定位准确的刀位位置。换刀动作循环被中断。
2.3 刀库零点的位置
从图1中可以看到STC1000刀库中刀具的排列方式,依靠可旋转的刀塔,和每个刀塔上的3个刀排,刀库的刀具容量可以达到一百余个。2号刀塔,5号刀排,15号刀位,以该刀位取刀位置的TLY(刀库Y轴)、TLZ(刀库Z轴)为相应轴的零点。需要将机械手移动到该刀位位置,如图2所示。
2.4 调校STC1000刀库零点的方法及步骤
2.4.1 程序执行及通道选择

图1 刀库装刀位
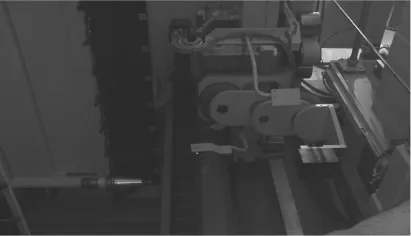
图2 刀库零点
首先将机床的服务级别调整至制造商级,并按如下方法操作。
(1)将DB101.DBX130.0由0置位为1;
(2)将手轮从机床前部卸下,连接到位于后部的换刀门处;
(3)将机床控制面板选择到通道2的工作方式下;
(4)在MDI方式下,输入指令:ROT RPL=-225;旋转坐标系指令;
(5)选择程序执行,执行该指令;
(6)不按复位键,按memu键后,选择垂直软键中的JOG键,此时面板上JOG指示灯点亮;
(7)按下WCG按键,选中灯亮;
(8)将NC钥匙旋至最右侧;
(9)适当调整倍率,不能为零。
2.4.2 利用手轮手动移动刀库中各轴
(1)将连接至刀库后门的手轮,按下⊙手轮键再选择JOG方式;
(2)选择坐标轴TLY;
(3)先按住侧面使能键(此时位于机械换刀手上部最左侧液压阀接通)再按下手轮上的强制键,此时再按相应的+和-键即能将刀库的feeder(刀库中的换刀车)沿刀库Y轴上下移动。注:若此时移动TLY轴时,TLZ轴同时移动,则是步骤一中的操作未成功;
(4)移动刀库中的TLZ轴时,重复上述步骤,并将2中的TLY选择为TLZ。
2.4.3 手动Feeder从刀排中抓刀的方法
(1)将连接至刀库后门的手轮,按下⊙手轮键再选择MEMU按键;
(2)按<或>键选择相应的功能菜单;
(3)选择Tool Changer界面;
(4)按V(下)键进入下一界面,managementFeeder菜单;
(5)此时,先按住侧面使能键(位于机械换刀手上部最左侧液压阀接通)再按下手轮上的强制键,此时再按相应的+和-键即能将刀库中的feeder(活动刀套)沿垂直于刀库YZ轴平面前后移动。
2.4.4 刀库零点偏置的设置方法
当进行完上述步骤,此时机械手Feeder应能自如顺畅的抓取15号刀位的刀具,用检表测量抓取时的移动量应在允差范围内,则此位置为刀库各轴的零点。设置方法如下。
(1)选择机床轴数据TLY和TLZ的34210[1]:由2置1再置2;
(2)NCK重新启动;
(3)此时TLY与TLZ的位置坐标应补偿在34090中;
(4)再次复位后,TLY与TLZ均应为0位置,零点设置完成。
3 结语
通过对STC1000刀库零点的重新设定和调整,对刀库的机械结构、功能和机械部件的传动控制有了新的认识,在对该刀库机械精度较准后,可以顺利的实现换刀循环和装卸刀等控制,完全满足了加工的需要,同时对机床刀库的机械性能进行的弥补,对效率提升,大有裨益。
猜你喜欢
金属加工(冷加工)(2022年11期)2022-11-20
计算机集成制造系统(2022年8期)2022-09-05
设备管理与维修(2021年1期)2021-03-05
设备管理与维修(2020年23期)2021-01-04
湖北农机化(2020年19期)2020-12-14
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年6期)2019-06-25
农机化研究(2019年8期)2019-05-27
图学学报(2015年6期)2015-12-06
兵器装备工程学报(2015年11期)2015-07-01
