
高精度电主轴维修工艺
2019-05-15 09:55弋博
设备管理与维修 2019年3期
弋 博
(中国航发西安动力控制有限责任公司,陕西西安 710077)
0 引言
立卧转换加工中心自动化程度高,加工精度高,结构复杂,一旦机床发生碰撞,主轴精度的恢复非常困难。一台德马吉立卧转换加工中心,由于操作失误发生撞车事故,导致主轴卡死。由于事故机床主轴已锈死在箱体内,无法直接从箱体内取出,必须从立卧转换处拆下修复。
1 立卧转换主轴工作原理
图1为德马吉加工中心主驱动及立卧转换传动结构示意,主轴立卧自动转换通过液压缸推动齿轮齿条机构实现。需要立式加工时,液压缸推动齿条将直线移动转换为旋转运动,使电主轴达到立式加工位置。反之,液压缸推动齿轮齿条机构使电主轴达到卧式加工位置。端齿盘机构用来保证分度定位精度,液压夹紧机构夹紧定位后的主轴。
由于事故机床主轴已锈死在箱体内,无法直接从箱体内取出,必须从立卧转换处拆下电主轴。拆卸方法:先拆下立卧转换装置的4个M16×60 mm的螺钉,再拔掉定位销即可拆下主轴。
2 电主轴维修
2.1 电主轴的拆装
电主轴结构复杂,导致分解过程复杂,拆卸时必须做好相应的标记。其中拆卸拉爪及前端盖时必须加工制作相应的2类工具。主轴拆卸步骤如下:
(1)首先记录相应的管路接头记号。

图1 主驱动及立卧转换传动结构
(2)拆除拉刀油缸螺钉,取出拉刀油缸。
(3)拆卸编码盘前,必须用塞尺测量读数头与编码盘的距离,一般情况下为(0.08~0.1)mm。
(4)使用拆拉爪工具(图2),取出拉刀杆。
(5)使用拆前端盖工具(图3、图4),松掉轴承预紧装置。
(6)拆下后轴承座与后端轴承,取出电主轴转子并注意密封圈位置摆放正确,从前轴承室卸下前端轴承及隔环。
拆卸过程不能有任何硬性敲击现,必须使用工具按部就班拆卸,避免损坏主轴零件。
2.2 轴承的预紧
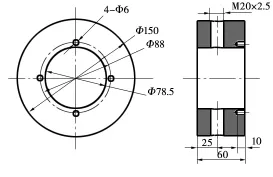
图3 拆前端盖工具1
装轴承之前,轴承及轴壳内孔、主轴先用机油(电主轴专用润滑油)润滑,一是方便安装,二是保证电主轴启动初期轴承的润滑。其中轴承的预紧主要依据3个因素。
(1)必须保证轴承钢球在工作沟道内以额定转速无间隙滚动。
(2)应能承受主轴工作时受到的正常轴向力和径向力的轴向分量。
(3)应能克服电主轴定转子偏心产生的单边磁拉力对主轴的影响。
2.3 精度检测与调整
2.3.1 主轴装配后检测精度
(1)主轴跳动。近端0.002 mm,远端0.016 mm,均在合格范围内。
(2)工作主轴平行度(允差0.02 mm)。立式时正母0.10 mm,侧母0.12 mm;卧式时正母0.04 mm,侧母0.12 mm。主轴立、卧式时平行度都超出合格范围,可通过旋转油缸螺钉调整主轴平行度。
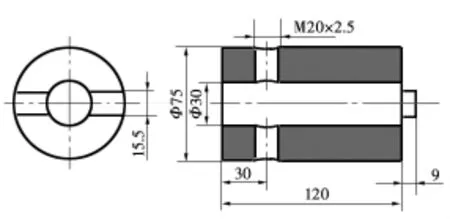
图4 拆前端盖工具2
2.3.2 调整后精度
工作主轴平行度:立式时正母0.02 mm,侧母0.002 mm;卧式时正母0.02 mm,侧母 0.005 mm。
由于电主轴是高转速、高精度部件,电主轴几何精度调整必须符合出厂精度要求后,对电主轴进行动平衡测试校正、温升实验,所有数据必须满足技术要求后才能用于生产。
3 结语
立卧转换加工中心电主轴维修是一项复杂而细致的工作,修理前应仔细阅读说明书、图纸,认真分析主轴结构,拆装时做好标记,装配完成后测试调整直至达到使用要求。
猜你喜欢
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
重型机械(2020年2期)2020-07-24
制造技术与机床(2019年7期)2019-07-22
北京汽车(2019年1期)2019-03-13
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
电子制作(2017年20期)2017-04-26
浙江大学学报(工学版)(2016年11期)2016-06-05
