
舱储系统基础梁安装工艺研究
2019-06-06 02:53旋靖华
广船科技 2019年1期
熊 飞 旋靖华
(广船国际工法研究所、居装部)
0 前言
某船舱储系统采用自动化形式,系统设施为国内首制研发项目,首次在船上进行安装使用,图1为自动化舱储系统在本船运用范围,运用范围较广。
对于自动化舱储系统首次在船上使用,其关键技术点即为基础梁的安装,系统的运行是建立在基础梁上的。系统内关键设施自行搬运小车的轨道为安装在基础梁上的,主要设施货架为安装在基础梁上的。基础梁的安装精度,直接影响系统后续安装及运行。在自动化舱储系统前期研制过程中,仅在实验室内专用场地做的安装以及使用效果试验,而船上相应的情况较实验室要复杂的多,国内企业在此方面无相关借鉴经验。
1 基础梁的结构形式及安装节点
舱储系统基础梁的安装,首先了解其结构形式及其安装节点。基础梁主体由上、下盖板,隔热构件组成。基础梁安装在支撑角钢上,下盖板与支撑角钢间采用角焊连接,支撑角钢与船体甲板面采用角焊连接,见图3
2 基础梁安装关键点
2.1 基础梁整体平面度及焊接变形控制
系统关键设施自行搬运小车的轨道为安装在基础梁上的,见图3。轨道的安装对平面度要求较高,按设备厂家前期提供的精度要求,焊后库内基础梁上表面整体平面度需控制在2mm以内,控制基础梁整体平面度为基础梁安装关键点之一。
图4为某库基础梁安装平面图,库室面积14×14m,基础梁数量达到69根,从中可以看出其安装数量众多、安装范围广、大面积施焊的特性,焊接对基础梁整体平面影响巨大,控制安装过程的焊接变形为基础梁安装关键点之一。
2.2 基础梁安装甲板基准面选取及高度控制
舱储系统内货架为安装在基础梁上的,货架及库顶连接装置的安装尺寸固定,见图5。若基础梁上表面与库顶结构之间的距离偏差较大,则影响后续货架及库顶连接装置安装及正常运行。所以基础梁安装时,选取的甲板基准面,依据货架及库顶连接装置的安装高度进行确定。
后续基础梁安装时,控制基础梁平面与库顶结构之间的距离为关键点之一。
3 基础梁安装甲板面整体平整度测量及调整
基础梁在支撑角钢上的安装位置,由2.2中所述选定的甲板基准面来进行定位,同时下盖板与支撑角钢间需满足焊接节点要求。
基础梁在船上安装不同于试验场所及特制地面安装,其最大区别就是安装平台平整度偏差。船体甲板面由于拼板及背面骨材焊接等不可避免因素,平整度偏差始终存在,即为实际甲板面为波浪形。若支撑角钢安装位置处的甲板面凸起太多,则会出现基础梁下盖板低于角钢边缘的情况;若支撑角钢安装位置处的甲板面凹下太多,则会出现基础梁下盖板高于角钢边缘的情况,此两种情况均不满足基础梁与支撑角钢间焊接要求,导致基础梁无法安装,如图6。所以基础梁安装甲板面整体平整度十分重要,需要进行测量。
对库底甲板面整体平整度进行拉线测量,测量位置需覆盖支撑角钢安装位置,对测量数据进行分析。若角钢安装位置处平整度偏差较多,超出下盖板在支撑角钢上的焊接可调整范围,则需火工或开刀调整此处甲板面平整度。
图1 自动化舱储系统在某船运用范围
图2 基础梁安装示意图
图3 轨道安装示意图
图4 某库基础梁安装平面图
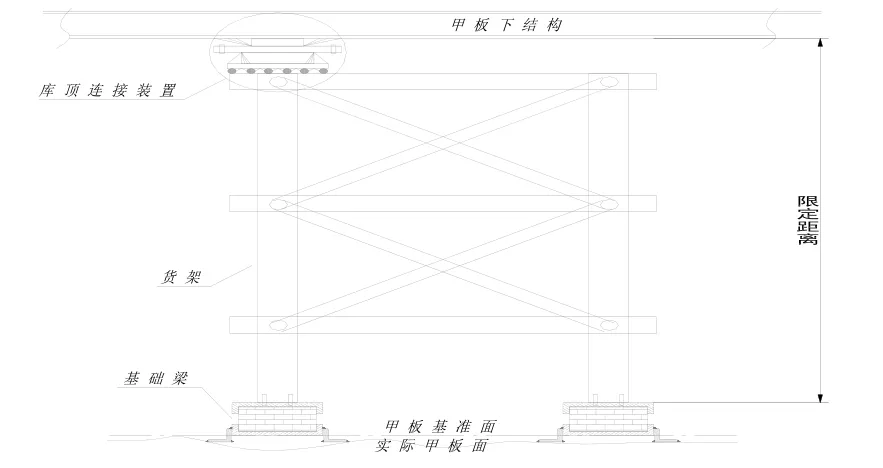
图5 货架及库顶连接装置安装局部示意图
4 划线
为保证基础梁安装精度,安装前需进行库内划线,包含十字基准线、基础梁安装线、支撑角钢安装线,划线时机为甲板面整体平整度测量调整完毕。
同一舱室内划线应选择统一的参考基准,以船体中心线为基准开角尺划出横向十字线,做好十字基准线标记,所有后续划线以此为基准进行。根据十字基准线偏移来堪划出基础梁以及支撑角钢安装线,并做好起始端标记。划线需保证直线度,以确保后续支撑角钢安装不产生偏转,影响基础梁定位及焊接,划线精度偏差控制在1mm以内。
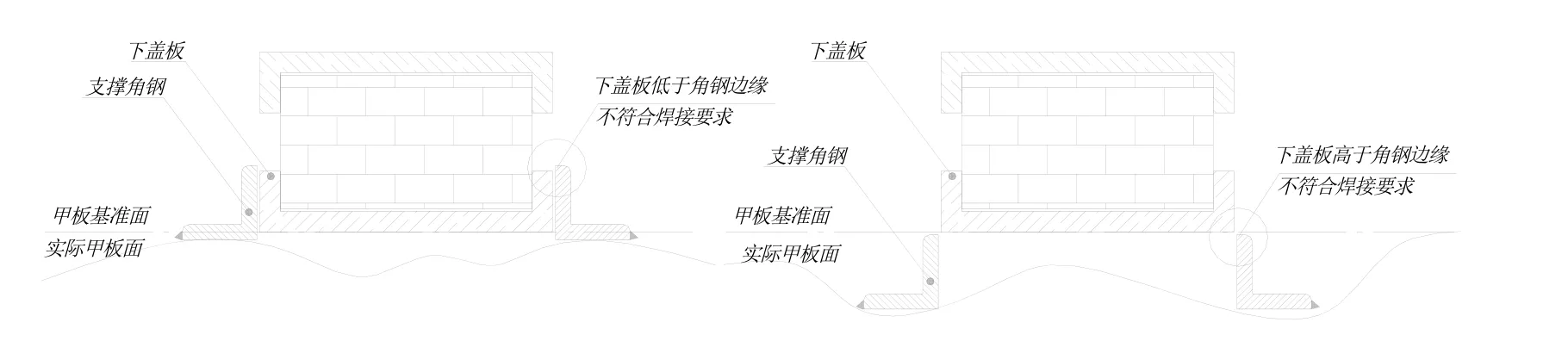
图6 基础梁下盖板与支撑角钢安装偏差示意图
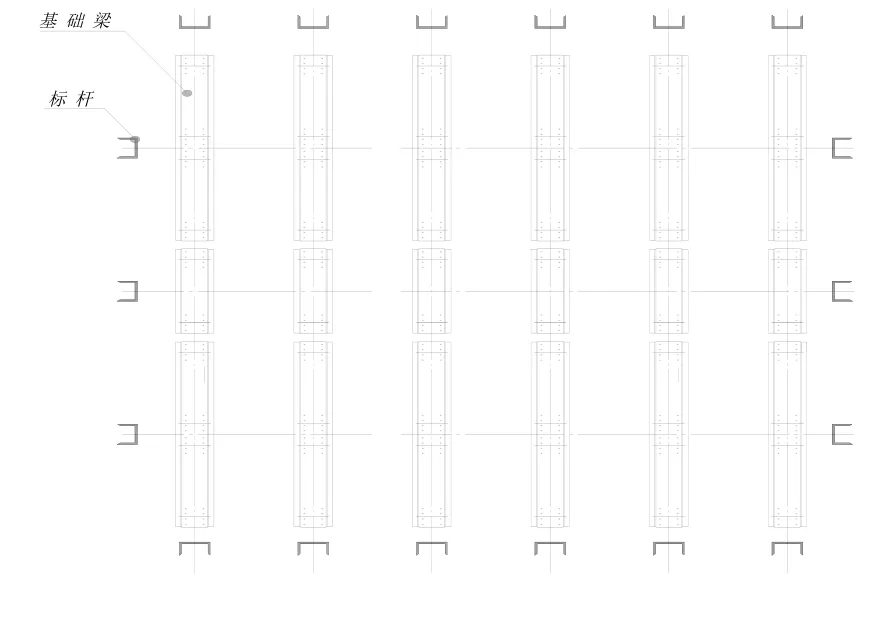
图7 标杆树立示意图

图8 标杆划线示意图
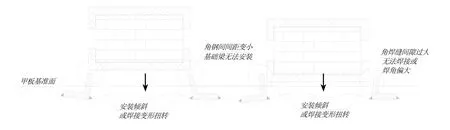
图9 支撑角钢安装偏差示意图

图10 焊接保型工装示意图
5 标杆树立
为做好基础梁整体平面度以及基础梁平面与库顶结构之间的距离控制,基础梁安装前需树立标杆,用于后续拉钢丝监控及检验。标杆树立时机为库内划线后,沿基础梁安装线在各端口及中心位置处树立,且刚性固定在甲板上,如图7。为减少后续钢丝扰度影响,若两条标杆之间的间距大于5m,需在中间位置转接一根标杆。
标杆树立完成后,进行相应的划线工作。以甲板下结构为基准零点,全站仪配合,根据理论限定距离H,向下确定基础梁安装甲板基准面。再根据甲板基准面,以及基础梁理论高度值L,检验水线高度值设定h(一般h值设定在基础梁理论上表面高100mm位置),确定检验水线所在平面,见图8。最后利用激光经纬仪,在所有标杆上扫出检验水线所在平面,堪划出检验水线,同时将基础梁安装线引至标杆上,与检验水线相交成十字线,十字线四周打上洋冲做好标记,留待后续拉线。
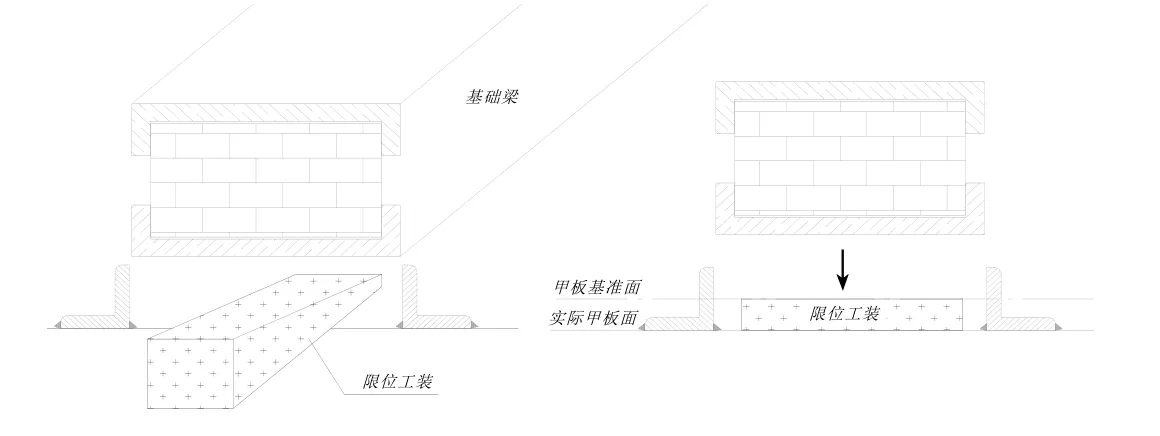
图11 基础梁初定位及限位工装运用示意图
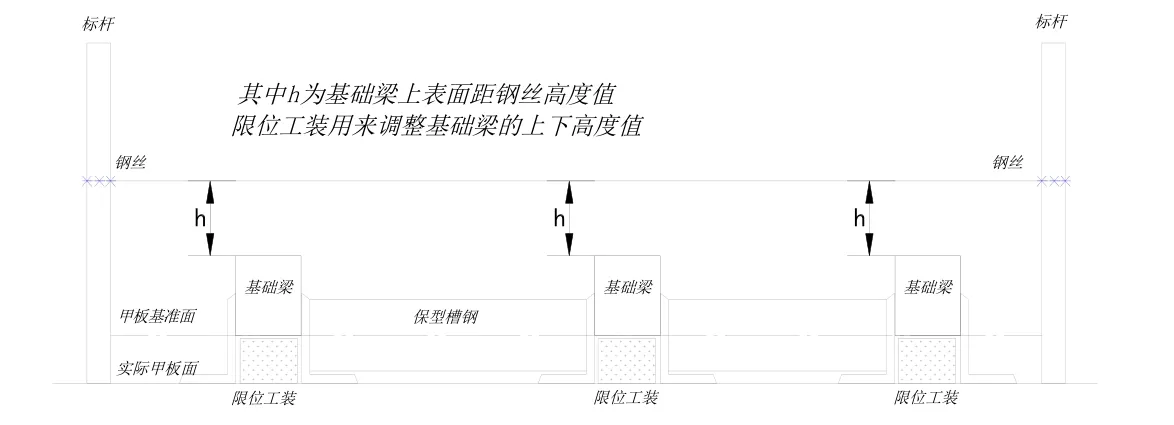
图12 基础梁拉线定位示意图
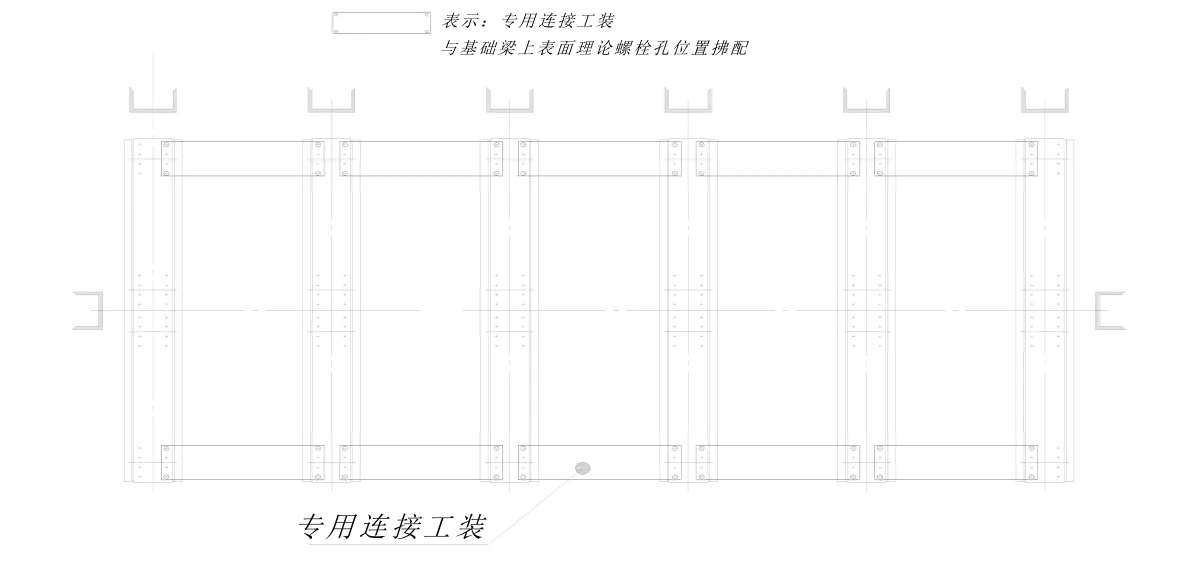
图13 基础梁拉线定位示意图
6 支撑角钢安装
支撑角钢为基础梁安装的基础,其垂直度和间距直接影响后续基础梁的安装,尤为重要。若支撑角钢安装时倾斜,或者与甲板焊接时变形严重,则会导致基础梁安装时无法卡入,或与支撑角钢之间角焊缝间隙过大而无法焊接的情况,如图9。同时基础梁与支撑角钢之间的角焊缝间隙偏大,焊接线热量输入过多,基础梁焊接时容易偏移,无法保证其上表面整体平面度及安装精度。
对于支撑角钢的安装,就本船来说,单根长度一般在3m左右,由于其太长,焊接时易发生扭转变形。为控制角钢安装的垂直度及焊接变形,焊接前必须在角钢间安装相应保型工装,见图10。保型工装与支撑角钢及船体结构间不进行焊接,要求在每根支撑角钢的艏艉端口必须安装。
支撑角钢与甲板面之间的角焊焊接采用CO2半自动焊,控制好焊角大小。遵循从中间往两边对称焊接的原则,减少焊接变形。相同,从库室中间往两边依次焊接。以上焊接过程中,必须注意监控钢丝与基础梁上表面之间的高度值,发现偏差及时调整。

图14 基础梁安装完成效果图
7 基础梁安装
支撑角钢焊接完成后,拆除保型工装,保留保型槽钢。在角钢之间提前安装限位工装,限位工装一般为木楔,用于对基础梁进行初定位,见图11。
基础梁初步落位后,通过吊线锤与甲板面划线对应,进行中心及端口定位。再过前后端及中心处标杆拉钢丝,垂直量取钢丝与基础梁上表面之间的距离值,通过限位工装微调基础梁的平面度,来进行上下高度定位,见图12。
基础梁下盖板与支撑角钢存在大面积焊接,主要防止焊接过程中应力导致的角钢扭曲变形,从而影响基础梁平面度。焊接前应保持保型槽钢处于未拆除状态,且安装专用连接工装,见图13。专用连接工装可用扁铁制作,其上转孔位置与基础梁上表面理论螺栓孔位置拂配,安装时用螺栓与基础梁锁死,用于基础梁焊接前两两之间固定保型及尺寸控制。
单根基础梁的焊接,要求基础梁与角钢两边的角焊缝同时对称施焊,要求施焊方向必须统一。库内整体基础梁的焊接顺序,与支撑角钢的焊接顺序
8 基础梁安装后检测
基础梁焊后,库内整体拉线检测其上表面平面度,不符合要求的基础梁必须重新安装,图14为基础梁安装完成效果图。
9 结束语
作为首制研发自动化舱储系统在船上使用,其关键技术基础梁安装工艺的研究,确保了安装精度,为系统后续安装工作提供了基础。同时其研究成果,为类似自动化系统的船上安装工作,起到了指导及借鉴作用,成效显著。
猜你喜欢
公民与法治(2020年22期)2020-12-14
考试与评价·八年级版(2020年5期)2020-10-29
考试与评价·八年级版(2020年5期)2020-10-29
中华建设(2020年5期)2020-07-24
网络文学评论(2019年6期)2019-12-13
汽车观察(2018年12期)2018-12-26
铁道通信信号(2018年8期)2018-11-10
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
工程建设与设计(2016年1期)2016-02-27
中国科技纵横(2014年21期)2014-12-12
