
循环水水质控制及节水一体化装备开发与应用
2019-06-10 09:31李鹏飞
科技创新导报 2019年5期
李鹏飞
摘 要:针对某炼厂循环水系统存在的补水多元化、水质条件复杂以及波动大的特点,开发完成具有独立知识产权的循环水“电化学+电渗析(EDR&EWST)”水质控制一体化节水装备技术,该技术具有污水回用、高效脱盐除垢、杀菌灭藻等净化功能,可基本实现循环水系统不排污状态下的动态水平衡,提高循环水系统的浓缩倍率,实现降低循环水系统药剂消耗30%左右,排污量减少80%以上,综合节水≥50万m3/年以上。以某炼厂循环水系统为例,对某炼厂循环水系统的EDR&EWST工业化应用装置设计、试制开发、工业化应用装置的现场应用研究、运行耗能及经济分析研究。
关键词:循环水 综合节水 一体化
中图分类号:TM621.8 文献标识码:A 文章编号:1674-098X(2019)02(b)-0111-02
1 项目背景
循环水系统是冶金、能源、化工企业生产必不可少的能源介质之一,是工业企业中耗水量最大的装置,在炼化企业中循环冷却水的补充水一般占工业用新鲜水量的70%左右,用水量大而稳定,对水质的要求相对较低,因此将炼油污水经深度处理后回用循环冷却水是实现节能减排、减少新鲜水耗量的一种有效途径。再生水等非常规水源回用于循环水系统而造成的循环水补充水多元化、复杂化、水质波动大,控制难度加大等水质控制难题,是目前循环水处理行业面临的主要难题[1]。
现有单纯以水处理化学品药剂进行循环水的水质稳定技术,在进一步提升循环水浓缩倍率,减排化学品等方面存在环保不达标、控制技术需要提升等一些现实应用的困难。电化学水处理技术作为新型水处理技术,具有环境友好、不产生化学污染等优势[2],可以弥补为提高循环水系统的浓缩倍数,需投加大量化学药剂来保持水质稳定,从而导致的药剂费昂贵,运行成本高,以及系统排污废水中含有的化学药剂会对环境造成污染等弊端。
某炼厂循环水系统补水以大工业补水以及回用污水为主,存在水质复杂以及波动大的特点,常规化学法循环水处理技术存在较大的控制难度,如药剂品种多、杀菌剂用量过大以及外排污水量较大的情况。
与天津院合作針对工业循环冷却水综合处理的技术开发需求,通过电化学+电渗析(EWST及EDR)水质控制一体化节水装备技术开发,可有效降低现有循环水系统控制难度,实现循环水系统在6倍及以上的高浓缩倍率下运行,系统可基本实现不排污状态下的动态水平衡,排污量减少80%以上,可综合节水≥30万m3/年(以某炼厂循环水系统为例),药剂量可减少30%左右。开展该攻关项目对于企业实现环保节能、节水减排、降低生产成本具有重要意义,将该技术进行示范应用,使得企业在激烈的市场竞争中占据技术优势,为总公司中下游企业提供污水处理提标与减排技术支撑。
2 研发目的
本项目的目的是进行高浓缩倍率循环水系统的应用示范研究,针对工业循环水综合处理技术的开发需求,形成循环冷却水超高浓缩倍率集成应用技术,不仅节约了大量水资源,也可大大降低污水处理标准。因此,本项目的实施在具有良好的经济效益。
3 主要研究内容
(1)循环水“电化学+电渗析(EDR&EWST)”水质控制一体化关键装备技术研究;
(2)针对某炼厂循环水系统(循环量=40000m3/h)的EDR&EWST工业化应用装置设计和试制开发;
(3)根据EDR&EWST装置特点对相关设备或工艺流程的改造研究;
(4)某炼厂循环水系统(循环量=40000m3/h)的EDR&EWST工业化应用装置的现场应用研究;
(5)EDR&EWST装置运行耗能及经济分析研究。
4 工艺流程
4.1 流程框图
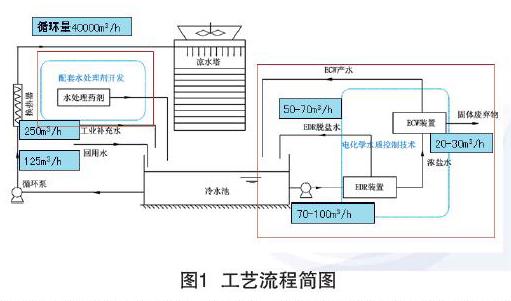
如图1所示。
4.2 详细流程图
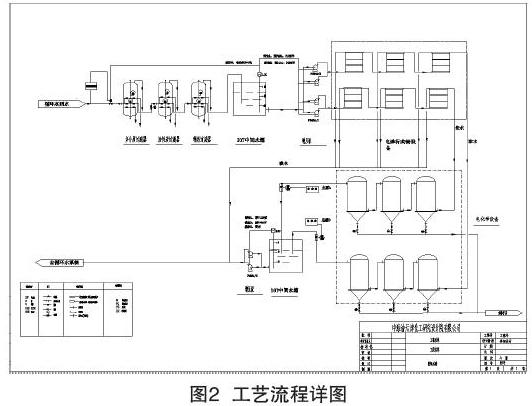
如图2所示。
4.3 流程描述
循环水回水经多介质过滤器、活性炭过滤器以及精密过滤处理后,出水接入20T中间水箱,分别由两台增压泵提升至电渗析成套装置进行水质的淡化处理,产水直接送回循环水池,浓水进入电化学循环水处理反应器,在反应器内对电渗析浓水进行电解,钙镁硬度等将以固体垢等形式排出反应器,产水送回至循环水水池。
5 项目的关键技术(包括技术难点、创新点)
5.1 技术难点
5.1.1 水处理电化学装置的工业化放大
目前国内外电化学循环水处理技术的研究大多停留在实验室阶段,在工业循环水领域的应用仍不成熟。电化学电装置在工程化过程中容易出现的放大效应的难以解决是目前应用停滞的主要原因。如何在工业应用中提升电化学反应效率、解决放大效应问题,保证装置长周期稳定高效运行是本项目研究的重点难点[3]。
5.1.2 EWST及EDR循环水回用技术集成
首次将两种电化学水处理技术进行集成应用,如何在工业应用过程中实现技术的协同运作,有效发挥电化学水处理技术的优势是本项目研究的难点。
5.1.3 设备模块化、小型化、减少占地
通过装备紧凑化结构设计,合理利用空间布局,也是技术开发的难点。
5.2 创新点
(1)电化学+电渗析(EWST及EDR)水质控制一体化集成装备技术在循环冷却水系统的首次工业化集成应用;
(2)电化学+电渗析(EWST及EDR)一体化集成技术的模块化设计。
6 主要经济技术指标
(1)可实现浓缩倍率(以Cl-计)≥6倍;
(2)循环水水质控制指标达到Q/SH 0628.2-2014《水务管理技术要求-第二部分:循环水》要求;
(3)循环水电化学处理工业装置适应于40000m3/h循环水系统的要求,并且满足和企业主体工艺装置同周期运行的要求;
(4)污水排放量减少80%以上,降低循环水系统药剂消耗30%,与无项目比综合节水≥50万m3/年。
参考文献
[1] 周本省.工业水处理技术[M].北京:化学工业出版社,2002.
[2] 谭丽,李本高.电化学杀菌技术在水处理中的研究进展[J].工业水处理,2006(2).
[3] 周其其,陈琦,金亚飚.电化学处理技术在工业净循环水处理系统中的应用[N].世界金属导报,2012.
猜你喜欢
科学与财富(2016年29期)2016-12-27
环球时报(2016-07-30)2016-07-30
中华建设科技(2014年12期)2015-01-28
河北渔业(2014年3期)2014-07-08
