略谈细纱牵伸下罗拉行业标准的提升
2019-07-01 01:39耿芳
纺织器材 2019年3期
耿 芳
(经纬智能纺织机械有限公司,山西 晋中 030601)
0 引言
FZ/T 92019—2012《棉纺环锭细纱机牵伸下罗拉》(下文简称下罗拉行标)现已执行多年[1],随着细纱机向智能化、连续化、自动化、超长车(1200锭以上)、粗细络联、全电子化、高速智能集体落纱、断头自停、自检方向发展以及成纱质量要求地不断提高,下罗拉行业标准中一些关键技术指标已经无法满足当前纺织市场发展以及主机配套的要求,不能发挥标准的引领作用[2]。因此,需对下罗拉行业标准进行全面分析,结合纺织市场、主机配套的要求以及行业整体发展水平进行制修订,使行业标准真正起到引领行业发展的作用。
1 下罗拉行标与市场需求存在差距
1.1下罗拉行标中,输出罗拉的相关表面质量要求、尺寸公差要求、形位公差要求均低于行业发展水平。现行下罗拉行标规定,输出罗拉工作面表面粗糙度Ra值为0.4 μm,工作面圆度不大于0.007 mm,工作面外圆径向圆跳动不大于0.015 mm,非工作面外圆径向圆跳动不大于0.020 mm,工作面单锭齿顶宽(齿顶宽指沟槽下罗拉工作面法向长度)宽度差不大于0.040 mm,此类关键技术指标项目远远低于行业发展水平,无法满足当前纺纱市场发展及主机配套的要求。
1.2随着细纱机向高速、长车、智能化、重加压、大牵伸发展,对牵伸下罗拉的安装水平要求也越来越高,牵伸下罗拉上车免校直已经成为许多纺织企业对细纱机安装的基本要求,而现行行业标准的指标不能满足安装使用要求。
1.3随着纺织企业向差异化、多元化、高细号纺纱技术发展,对牵伸下罗拉的抗扭、抗震、表面处理等都提出更高的要求。
2 对目前行业标准水平提升修订建议
目前,高质量、高档次的纺织品越来越受到大众的欢迎,生产高细号纱的企业也越来越多,而牵伸下罗拉在走熟期的纺纱条干指标与锭差会影响纺纱的整体品质。这就要求牵伸下罗拉具有较低的表面粗糙度值,以缩短纺纱走熟期,因此缩短走熟期或无走熟期是评价牵伸下罗拉品质的一项重要指标。牵伸下罗拉行业标准要真正具有行业的引领水平,必须对其进行完善、合理的修订。
2.1为满足国内外高端纺纱企业需求,达到行业领先水平,根据细纱机牵伸系统纺纱原理以及增加高精磨输出下罗拉的关键技术指标要求,罗拉表面粗糙度、工作面圆度、工作面齿顶宽误差及连接部分结构要素标准等指标均应进一步提高。
2.2罗拉连接安装水平是反映罗拉整体水平的重要因素,罗拉连接质量在纺织企业装车的第一时间得以反映。随着细纱机向超长车、高智能化方向发展,纺织企业对下牵伸罗拉的安装提出更高的要求,即罗拉可直接上车,无需在车下预校直,上车安装并紧后免校直,输出下罗拉连接跳动不大于0.02 mm。罗拉上车安装水平也将直接反映成纱质量水平,这就对罗拉的连接要素和静态连接跳动提出了更高要求,现行下罗拉行标关键指标如表1所示。
表1中关键指标已无法满足罗拉连接作为直接决定细纱机成纱质量优劣重要指标的要求。随着棉纺织技术的发展提升以及对罗拉制造技术的深入研
表1 下罗拉行标关键指标
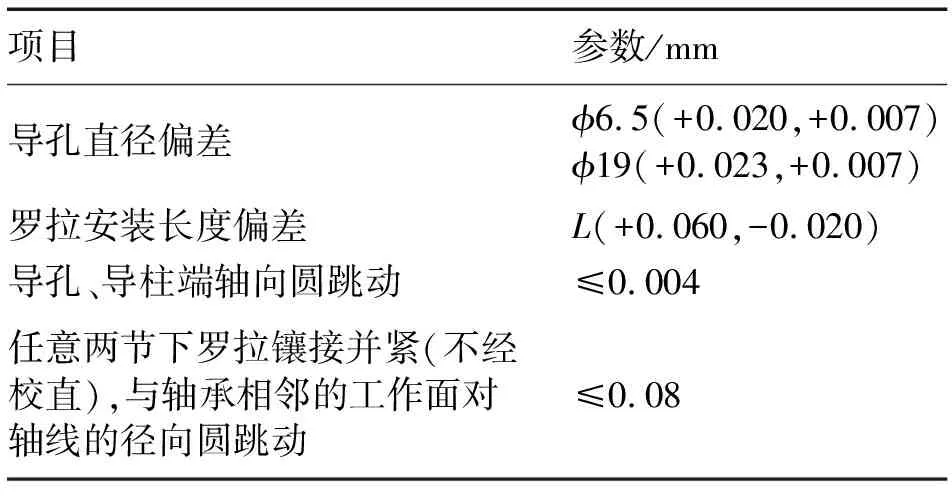
项目参数/mm导孔直径偏差ϕ6.5(+0.020,+0.007)ϕ19(+0.023,+0.007)罗拉安装长度偏差L(+0.060,-0.020)导孔、导柱端轴向圆跳动≤0.004任意两节下罗拉镶接并紧(不经校直),与轴承相邻的工作面对轴线的径向圆跳动≤0.08
究,我公司通过引进先进设备及加工工艺技术,使输出下罗拉表面粗糙度、工作面圆度、工作面圆跳动、工作面齿顶宽误差等关键技术指标均比行业标准提高1%~2%,并提出了对目前行业标准水平提升修订的建议,如表2所示。
表2 对下罗拉行标关键指标的修订
表2中关键指标修订后的牵伸下罗拉经国内多家知名纺纱企业使用验证,结果表明罗拉更易安装、免校直、不走调,提高了纺纱企业的安装效率,减少安装用工,降低校直劳动强度,保证纺纱质量稳定性,减少保养工作量,极大满足高端用户的使用要求,真正达到行业领先水平。
3 结语
牵伸下罗拉作为细纱机牵伸系统的关键专件之一,其产品水平直接影响成纱质量,而牵伸下罗拉行业标准的产品水平,必须具备行业引领作用,才能更好的引领整个行业水平的发展,从而满足纺纱企业设备的配套要求。
猜你喜欢
棉纺织技术(2022年10期)2022-11-21
小哥白尼·野生动物画报(2021年6期)2021-07-14
广西文学(2020年8期)2020-08-04
纺织器材(2020年1期)2020-03-24
数学大王·趣味逻辑(2019年10期)2019-11-06
国际纺织导报(2019年2期)2019-05-30
纺织器材(2019年2期)2019-04-15
广州文艺(2017年8期)2017-09-13
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16
现代纺织技术(2015年6期)2015-02-28