PP-R电熔管件设计与应用研究
2019-07-24 03:59高莉毛星剑谢青娜陈伟
商品与质量 2019年12期
高莉 毛星剑 谢青娜 陈伟
浙江伟星新型建材股份有限公司 浙江临海 317000
PP-R管道在建筑给水及工业领域中得到广泛的应用,施工的工况也越来越复杂,且管道的应用口径越来越大。传统PPR管道连接主要采用热熔承插连接,在小口径领域由于其操作方便,占据着重要地位,但随着焊接口径的加大,其焊接所需的设备及操作空间也越来越大,普通热熔承插焊接施工无法满足需求,操作不够便利,同时焊接质量无法得到保障。而国家标准对于PP-R电熔管件内容相对较少,无法进行科学设计指导,同时焊接质量判定没有明确,阐述的不够详细。
1 PP-R电熔管件概述
电熔连接在PE管道上应用较多,技术也较为成熟,但在PP-R管道上的应用相对较少,技术也不够成熟。目前,国内外生产厂家较少,从生产工艺上看,PP-R电熔管件加工技术与PE电熔管件类似,主要有先注塑后布线和先布线注塑两种成型模式。两种生产的管件加工技术虽有不同,但管件焊接的工作原理相通,均是通过管件内置电阻丝发热,管件与管材熔接区的材料受热膨胀并熔融,在熔区位置形成一定的熔体压力,最终将管件与管材的分子重新缠绕结合为一体。PP-R材料的导热系数为0.21W/m•k[1],PE材料的导热为0.42W/m•k[2],PP-R材料的导热只有PE的一半,因此需要充分考虑材料吸热与扩散的动态平衡。
2 PP-R电熔管件设计原则
PP-R电熔管件的设计主要可分为尺寸设计与电气设计两大部分。尺寸设计方面,在轴向上主要是管件长度,依据GB/T18742.3-2017标准要求,PP-R电熔长度一般按最长的要求设计,内外冷却区尽量进行均分,确保熔融料不会溢出;国家标准要求的熔接区长度较短,一般以标准最小要求的1.8倍以上进行设计。在径向上主要是管件壁厚,标准规定PP-R管系列主要分为S2、S2.5、S3.2、S4、S5、S6.3这六个系列[3],S2和S6.3在管道应用中较少,因此在设计PP-R电熔管件时,S2.5-S5这四大类是主要设计规格。PP-R管道通常应用于热水管道系统,因此管件壁厚比PE厚,从S2.5到S5跨越多个等级的规格时,不同系列的PP-R电熔管件壁厚差异更大,设计时需要进行区分。通常将S2.5和S3.2归为同一个系列,按S2.5标准进行壁厚设计;将S4和S5归为同一个系列,按S4标准进行壁厚设计。
电气设计方面,主要是电熔管件焊接能量的设计,焊接能量由管件内置的电阻丝通电后发热产生。电阻丝所产生的能量可由以下公式算出:

式中,Q为管件的输出能量,P为焊接功率,T为焊接时间,U为焊接电压,R为管件电阻值[4]。PP-R焊接电压通常采用39.5v的固定值,电气设计主要是以电阻值和焊接时间为主。
3 焊接功率对焊接质量的影响
固定焊接电压为39.5v,通过调整电阻值调节设计功率,测试焊接时熔融料溢出情况及剥离情况。本次焊接规格为dn110,焊接电压为39.5v,焊接时间为250s,见表1。
测试结果表明,在总的焊接时间不变的情况下,焊接功率较高时,焊接后熔融料越容易溢出,焊接后剥离测试的脆性开裂占比较高,主要是焊接后内部气孔较多。焊接功率降低后,焊接后熔融料无溢出,焊接后剥离测试的脆性开裂有所上升,主要是虚焊现象增多。
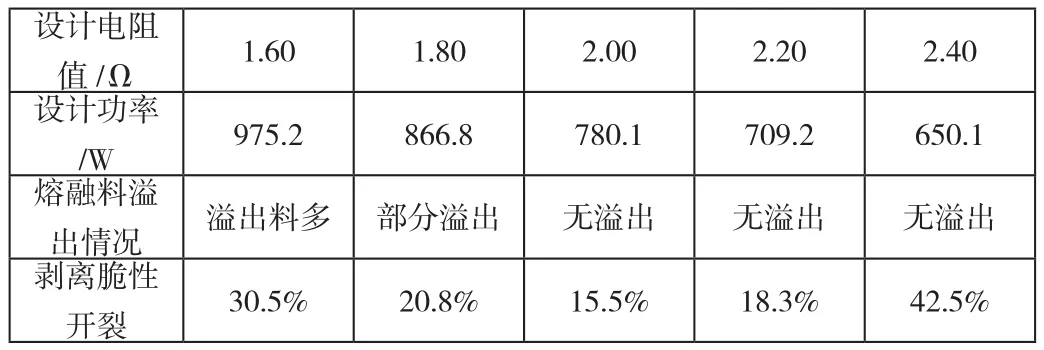
表1 焊接功率对焊接质量的影响
4 焊接时间对焊接质量的影响
焊接规格选用dn110,以相同焊接功率进行不同焊接时间的焊接性能测试。焊接电压为39.5v,设计电阻值为2.00Ω,管件设计的标称焊接时间为250s。
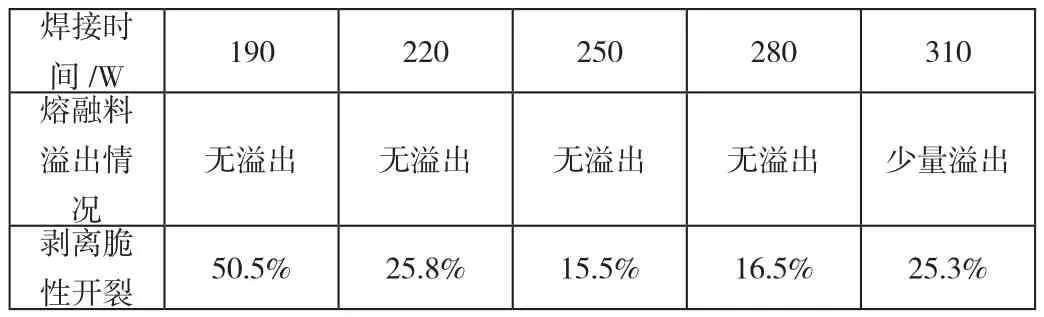
表2 焊接时间对焊接质量的影响
在固定的焊接功率下,从熔融料溢出的情况上看,焊接时间加长会出现熔融料溢出。从焊接后剥离测试上看,焊接时间越短,则出现脆性开裂的占比越高,主要为管件的虚焊增多;焊接时间越长,在超过一定量后,会出现脆性开裂占比增加,主要为焊接后内部气孔增加。
5 电阻丝材质对焊接质量的影响
不同材质电阻丝的电阻温度系数不同,温度系数越高则焊接后电阻值越大,焊接功率下降越明显,反之则焊接功率越稳定。在相同的设计功率下进行焊接,分析纯铜丝和不同镍含量铜丝管件的电阻值变化与剥离效果。焊接电压为39.5v,设计电阻值为2.00Ω,管件设计的标称焊接时间为250s。
随着铜丝中镍含量的上升,管件焊接结束时的电阻值上升越小,说明焊接的功率更为稳定。从剥离测试上看,纯铜丝管件的焊接后脆性开裂占比最高,镍含量越高的管件焊接后脆性开裂占比越低。
6 结语

表3 不同材质电阻对焊接质量的影响
通过试验对比验证表明,PP-R电熔焊接功率高、焊接时间长,焊接后的融熔料会有溢出,焊接功率的明显更为明显。在设计PP-R电熔焊接工艺时,需要考虑电阻丝的温度系数,温度系数大的电阻丝对管件焊接时功率影响显著,会使得管件的实际发热功率达不到设计要求。设计PP-R电熔管件时,在焊接功率相同情况下,尽量选取温度系数较低的电阻丝,同时兼顾成本,制造出性能优异的产品。
猜你喜欢
中国科技财富(2022年8期)2022-12-18
时代人物(2021年31期)2022-01-30
煤气与热力(2021年4期)2021-06-09
中国航海(2019年3期)2019-10-30
现代电子技术(2018年16期)2018-08-21
考试周刊(2017年77期)2018-01-30
农家科技(2017年6期)2017-08-15
北京航空航天大学学报(2017年12期)2017-04-23
中小企业管理与科技·上旬刊(2016年12期)2017-01-05
科技创新导报(2016年8期)2016-10-21