
基于3D打印的熔融沉积成型蜡基首饰模型铸造工艺设计
2019-07-25 08:49徐禹
铸造设备与工艺 2019年2期
徐 禹
(广东轻工职业技术学院艺术设计学院,广东广州 510300)
目前,随着3D打印技术的高速发展,在各应用领域已经开发出近20种不同的打印技术,其中应用最广泛、成熟的有:立体光固化(SLA)、熔融沉积成型(FDM)、叠层实体制造(LOM)、选择性激光烧结(SLS)、选择性激光熔化(SLM)、三维打印与胶粘(3DP)。在国内,尤其是广东省首饰业界,应用最为成熟的主要是SLA及FDM两种打印技术,分别是通过树脂材料光固化及蜡材融积得到首饰模型,进而进行金属铸造得到成品的制作方式。本文重点关注以美国3D Systems公司开发的喷蜡3D打印系统,该打印机型也是目前广东省首饰企业配备应用数量多的。该系统分辨率高达750×750×1600 DPI,层厚16 μm,每25.4 mm零件尺寸偏差为0.025 mm~0.05 mm,能够打印高质量石蜡材质模型,打印效果图案精细,表面质量光滑,有着非常良好的细节和卓越的精确度。其材质与脱蜡铸造中的灌注石蜡模型基本相同,适宜精密铸造,一般铸造厂铸造工艺能够直接应用。
3D Systems公司为了节省材料成本和提高沉积效率,系统设计采用了双喷头。一个喷头用于沉积原型材料(深蓝色),一个喷头用于沉积支撑材料(白色)。原型材料高分子固态蜡质地细腻,成本较高,沉积效率较低,而支撑蜡质较粗且成本较低,沉积的效率也较高。双喷头的优点除了沉积过程中具有较高的沉积效率和降低原型制作成本以外,蜡质支撑材料较原型蜡材具有更低的熔融温度、水溶性和易剥离性。
1 沉积蜡基材料铸造工艺设定
VisiJet Hi-Cast高分辨率微铸造石蜡,是专门为3D Systems公司ProJet CPX 3500系列3D打印机设计开发,具有高标准的性能特征、精度和分辨率的100%石蜡,也是目前业内应用最广泛的蜡基3D打印材料。化学组成与物理特性与普通首饰铸造用蜡模基本一致,材料软化点在52℃~62℃,在加温受热至软化温度后,材料熔体开始软化变形加大,70℃后材料开始熔融,105℃~110℃并达到完全熔融状态,并具备脱离空腔所需的流出黏度,其含灰量<0.05%,所以普通蜡模的低温焙烧除蜡工艺是同样适宜该材料的。这一特质决定了其铸造工艺与普通蜡模的失蜡铸造工艺应该在设计上基本一致,但是根据其熔融特性又应有所区别。为了降低珠宝首饰企业的铸造成本,降低铸造废品率,提高铸造质量,本文在普通石蜡基材质的首饰蜡模铸造的工艺制度基础上,针对蜡基3D打印材料特性设计与之匹配的蜡模印后处理工艺与焙烧制度。
2 铸造工艺设计
2.1 蜡模铸前处理
首饰蜡模从打印机工作台面取下后(见图1),需对打印完成的模型进一步清理。通过蓝色模型蜡与白色支撑蜡的蜡体分离与清洁两个步骤,得到可供铸造用的模型。支撑分离是通过一定温度的溶解液去除白色的支撑蜡体。一般选取磁力搅拌机,在玻璃容器内注入PPG液,并按照1:1比例注入乙醇,温度设定为50℃.到达工作温度后,开启搅拌功能略微搅动后,白色支撑蜡逐渐溶入溶液中。完成后,将蓝蜡模型浸入乙醇溶剂清洗后取出阴干,图2为清洗过程。

图1 取下蜡模
图2 清洗蜡模
2.2 蓝蜡模型树
蓝蜡模直接安装水口蜡并上树。为确保铸造质量,1棵蜡芯上应全部安排蓝蜡模型。必要时也可以混搭普通蜡模一并铸造。种树原则如图3所示,轻薄件在树上部及顶部,厚重件在树下部。蜡树顶端应低于铸筒口20 mm~25 mm;树身与铸筒内壁距离不小于5 mm;蜡模间间隔不小于3 mm;蜡模与主干夹角45°;树干与树枝连接处圆滑过渡。
2.3 石膏铸型制作
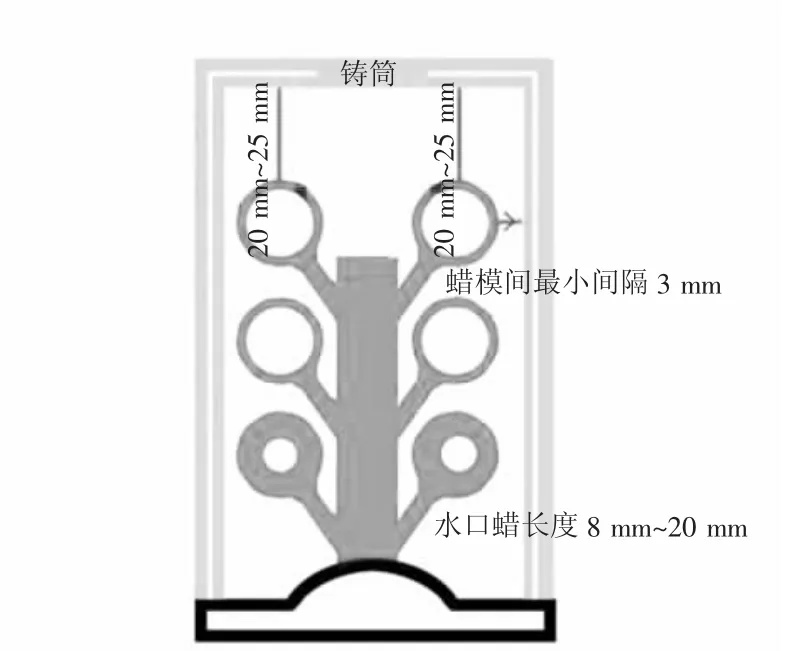
图3 种树原则示意图
石膏铸型完全密封包裹蜡模,在制作过程中通过合理调浆配比、经过混料、灌浆、待凝等程序完成铸型制作。
2.3.1 调浆
常规首饰制版用金属主要为银与铜合金,熔点低于1 100℃,企业一般采用中低温石膏铸粉制作铸型;本例中以业内常用的金星K金铸造粉为例,该铸粉主要由半水石膏、石英、方石英及添加剂等粉类混合组成。其中石英与添加剂成分保障了石膏铸型的硬度。该铸粉成型后的强度较普通铸粉成型要强、石膏体表面更为细腻。铸粉调浆可采取铸粉(g):水(ml)=100:(38~40)的比例。
2.3.2 混料与灌浆
铸粉与水混合并剧烈搅拌时铸浆内会混入空气,蓝蜡模在叠层打印过程中形成的表面,较传统石蜡基模型表面略为粗糙,故而在灌浆过程中,气泡易于吸附并停留在其表面,导致铸造出现多余的金属颗粒。为尽量消除石膏浆中的多余气泡,尤其是造型复杂、壁面较薄、镶口密集、精度要求高的首饰模型,尽量在全程真空状态下进行混合搅拌、灌浆制作,以便加速石膏浆中的多余气体排除。
由于水、粉混合后的固化时间大约在9 min左右,整体铸型混料、灌浆、真空除气泡这三个工序需要严格控制在9 min内全部完成,并尽可能加快灌浆速度,延长真空除气环节时间。本案例以企业铸造部常用的铸造抽真空一体机为主要操作机型,进行开粉工艺制作。开粉与灌浆操作工序如下:
①将水注入搅拌容器内;
②一次性快速均匀倒入铸粉;
③启动搅拌棒(企业可选用专用搅拌机,也有采取电动钻配合十字搅拌棍的手持简易搅拌机),铸浆搅拌3 min;
④铸浆灌入铸筒(约1.5 min).灌浆时,避免石膏浆直接浇注在蜡树上,以减少冲击力防止蜡模脱落,可沿铸筒内壁注入,使得石膏浆从铸筒底部开始堆积,直至没过蜡树顶部20 cm~25 cm即可。
⑤盖好圆罩,启动抽真空机,维持抽真空状态4 min后停止,抽真空期间应仔细观察石膏浆的“沸腾”状态,手动控制真空阀门,避免石膏浆溢出铸筒,同时可根据需要启动振动装置,以帮助石膏浆内的空气排出;
⑥解除灌浆缸内真空状态,取下圆罩。图4为灌浆完成。

图4 灌浆完成
2.3.3 待凝
①铸筒继续停留在真空机台面,10 min后方可移动到阴凉处等待石膏凝固,见图5;
②铸筒可静置12 h~48 h,以便通过自然蒸发排除铸型内的多余自由水。这种静置待凝有利于铸型在初期固化过程中完成石膏材料的膨胀与硬化,提升铸型的硬度。若要提高生产效率,最低应静置2 h.
2.4 焙烧

图5 待凝
焙烧制度的设定是铸造工艺设计中最重要环节。焙烧铸型的目的在于,通过焙烧使得石膏铸型历经自由水及结晶水两个排出阶段,最终烧结石膏得到具备足够强度的铸型体;在焙烧时蜡模会经历熔融流出以及残留灰分烧失两个阶段,最终去除蜡质模型,制成可供浇铸用的铸型空腔;同时通过焙烧控制铸型达到合适的铸造温度,使得铸型在达到适合温度后即可进入浇铸工序。
一般的烘焙过程是:铸型蒸汽脱蜡后,首先将电阻炉预热到起始温度,将石膏模水口向下放入炉中,以便使蜡液流出蒸发;在起始温区恒温1 h后,再以1 h~2 h的间隔逐步升/降温和恒温。注意升温(或降温)速度应该保持在100℃/h~200℃/h,否则升温过快容易形成石膏模的裂纹,严重的可能造成石膏模损坏或报废,升温过慢又容易造成遗蜡或石膏模干燥不彻底,影响铸件的质量。石膏模的烘焙时间主要取决于金树的大小和复杂程度,可以根据具体情况进行调整。
考虑到3D打印蓝模其化学与物理特性与普通首饰铸造用蜡模基本一致,本例中焙烧制度为:①删除蒸汽脱蜡程序;②采取敞门除水法(见图6);③延长恒温时段;④高温阶段加强空气流通。通过改良4个工序环节,提升铸件表面质量的工艺设计,并制定了具体的焙烧制度,见表1及图7.
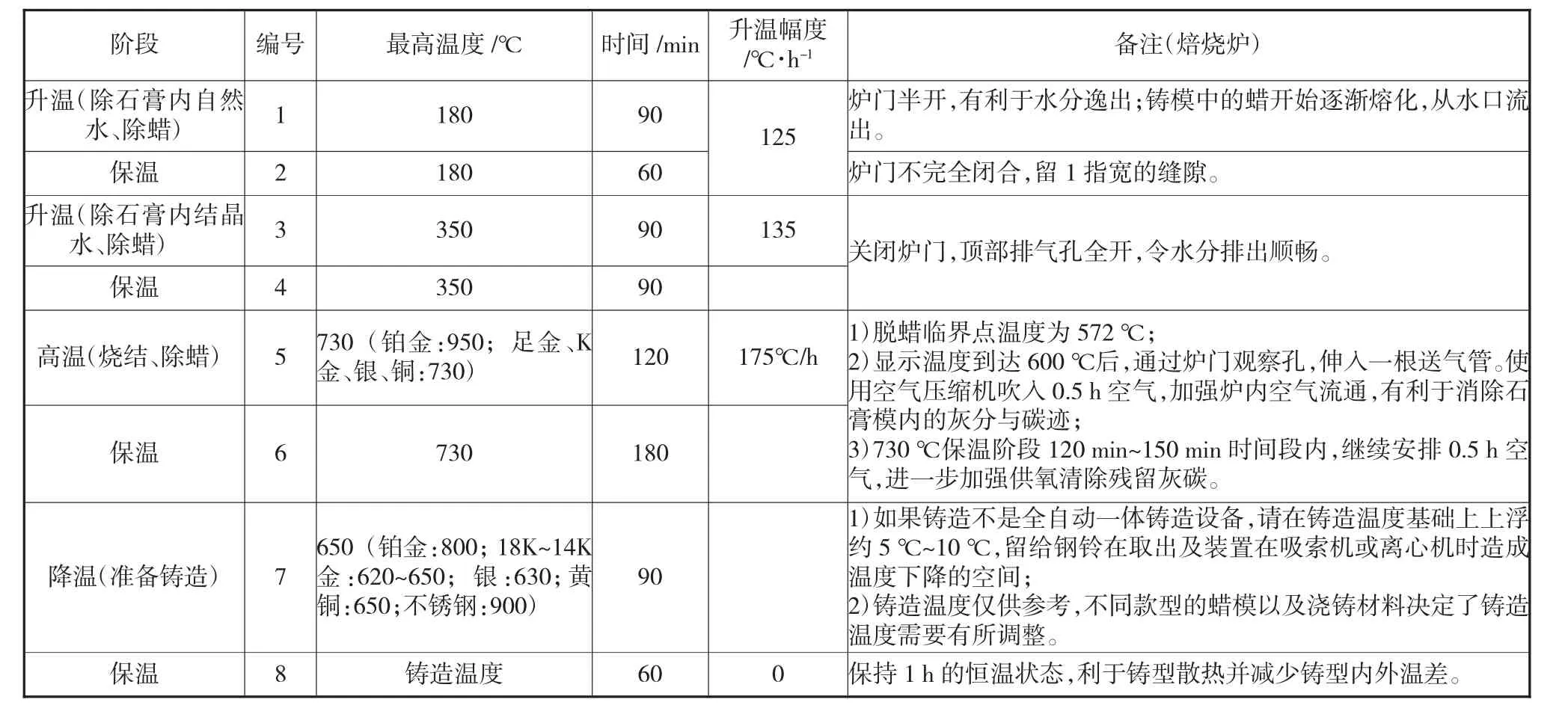
表1 铸造石膏模焙烧工艺及参数

图6 敞门除水
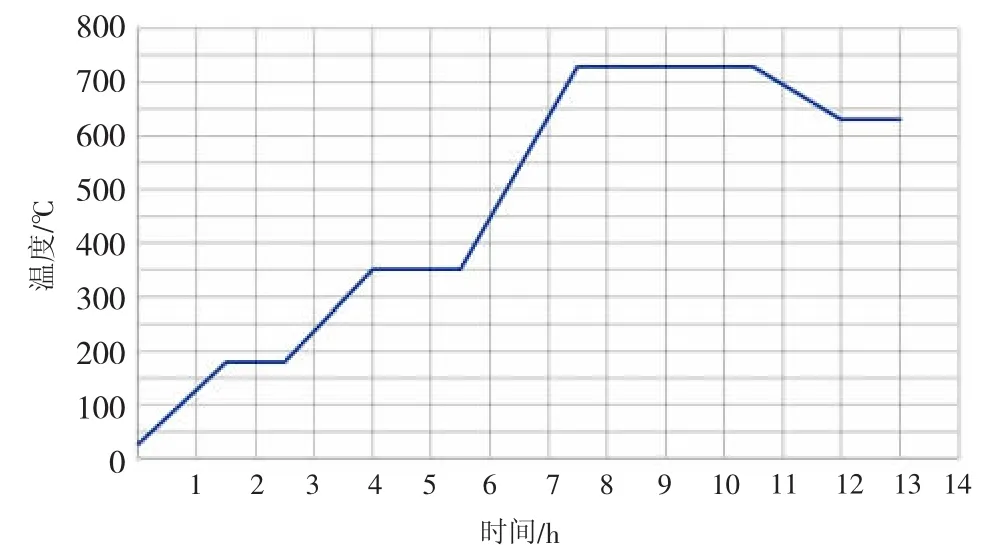
图7 熔融沉积成型蜡基材质3D打印首饰模型铸造焙烧曲线
2.5 铸造
达到设定的浇铸温度并保温1 h后,以负压浇铸法进行铸造。铸造完毕后自然冷却约15 min后,采取淬水爆粉处理。直接将铸型完全浸入室温的水中(也可在水中加入冰块,将水温降低至冰点附近效果更佳),利用急剧的热胀冷缩,在石膏体粉碎后取出铸件。
3 结论
本文对基于熔融沉积成型蜡基材质为主要材质,对业内常用的VisiJet Hi-Cast高分辨率3D打印铸造实蜡的精密铸造工艺做出了一定程度的研究。在普通蜡模失蜡铸造基础上,进行了铸造工艺优化设置,得到了一套符合其材料特性的铸造程序:
1)删除蒸汽脱蜡程序,避免蒸汽侵入石膏体,造成自由水增多。
2)采取敞门除水法,在低温焙烧阶段,加速了自由水的蒸发逃逸,有利于得到更坚固的石膏铸体,有利于延长电阻丝寿命。
3)优化设计了铸型焙烧工艺参数,在焙烧设定的2、4保温平台基础上延长了保温时间(表1),目的在于确保铸型外部与内腔的温度达到一致,消除后期升入高温阶段前铸型的温差。有利于下一步的升温状态下铸型的温度一致。
4)增加高温阶段30 min空气输送,加强炉内空气流通,有利于铸型内腔蜡质模型的灰分消除。
5)增加730℃保温阶段30 min空气输送,利用铸型内外温差逐渐降低的优势阶段,彻底清除余碳,确保铸造质量。
6)增加到达铸造温度后保持1 h的恒温状态环节,利于铸型散热并拉平铸型内外温差。
通过改进后的铸造工艺,得到的铸件完整,铸件表面平整,砂眼较少。说明该铸造工艺尤其是焙烧制度,是适宜基于熔融沉积成型蜡基材质的3D打印首饰模型的高质量铸造要求的。
猜你喜欢
中国化肥信息(2022年9期)2022-11-23
高分子材料科学与工程(2022年8期)2022-11-02
科技视界(2022年9期)2022-04-09
Digital Chinese Medicine(2020年3期)2020-11-03
海峡姐妹(2020年10期)2020-10-28
建材发展导向(2020年16期)2020-09-25
流行色(2019年11期)2020-01-09
西部论丛(2019年17期)2019-10-14
疯狂英语·新阅版(2019年6期)2019-09-10
故事作文·高年级(2018年7期)2018-07-19
