
注塑机滑槽板的数控加工工艺设计
2019-08-13 08:48顾涛王雨婷
科技资讯 2019年15期
顾涛 王雨婷

摘 要:根据注塑机滑槽板的零件图样,分析滑槽板的特征结构,确定滑槽板的加工内容以及加工要求,制定滑槽板的加工工艺路线,设计滑槽板加工时的装夹方案,选用合适的加工刀具及切削参数,完成滑槽板的加工工艺设计。
关键词:滑槽板 工艺 刀具 装夹
中图分类号:TP391 文献标识码:A 文章编号:1672-3791(2019)05(c)-0066-02
该滑槽板是注塑机中的一个零件,此零件的特点是结构相对复杂,零件整体外形为一块状,零件的加工精度要求较高。零件上有滑槽、通孔、螺纹孔、斜角等特征,其中滑槽形状为一个扇形,槽宽、槽深以及粗糙度要求都比较高,在编程与加工过程中要特别注意滑槽的尺寸和粗糙度的控制。
1 图样分析
滑槽板零件图样如图1所示,该滑槽板结构相对复杂,主要有外形轮廓、滑槽、孔、螺纹孔、斜角等特征。
零件材料为AISI 4140,此材料为美国牌号,查阅机械设计手册中的中外材料对照表,可知AISI4140对应国内牌号为42CrMo。材料硬度为HRC28-32,属于中等硬度,可以采用切削加工。滑槽板主要加工内容见表1。
此滑槽板的主要加工难点为滑槽的深度、宽度和粗糙度,Φ32H7孔和Φ16F7孔的直径尺寸和粗糙度。
2 制定工艺路线
此滑槽板正面有加工特征,反面也有加工特征,需要分2次装夹才能加工完成。准备毛坯时厚度方向加大5mm左右的夹持量,正面一次加工完成,保证位置度,然后反身装夹,把夹持部分铣掉,保证总厚,并加工2个螺纹孔。
(1)备料:零件外形尺寸为120×115×40,材料为国内牌号42CrMo块料,考虑零件装夹,采用125×120×45块料作为毛坯。
(2)铣上表面:平口钳装夹零件,夹持厚度为4mm,铣上表面,见光为准,为避免表面铣削完成后,留有明显的走刀痕迹,采用直径120mm的面铣刀,表面一次加工完成。
(3)粗铣外形:粗铣零件外形,留0.3mm精加工余量,零件外轮廓加工时,最大余量为12mm,为保证一次加工能去除所有余量,采用直径20mm的方肩铣刀进行粗加工。
(4)精铣外形:采用直径16mm的整体硬质合金立铣刀精铣零件外形至图纸尺寸。
(5)外形清根:零件外形上有2处内凹的R5圆角,采用直径16mm的刀具精加工时无法加工到位,需要采用直径8mm铣刀再次加工R5圆角。
(6)打孔:打2个Φ21孔,在Φ32H7孔位置也打一个Φ21孔,在Φ16F7孔位置打一个Φ15.6孔,由于采用了较好的刀具系统,同时后续还要进行镗孔工序,所以不需要打中心孔。
(7)粗铣滑槽:粗铣滑槽深度和宽度各留0.3mm精加工余量。
(8)扩孔:将Φ32H7孔位置的Φ21孔扩大到Φ31.5,精镗孔时要求镗削余量小于0.5mm。
(9)精铣倒角:该滑槽板上的倒角尺寸为6×45°,倒角比较大,无法采用倒角刀直接加工,此处采用球头铣刀加工斜面的方式进行加工。
(10)精铣滑槽:精铣滑槽至图纸要求。
(11)精镗Φ32H7孔:通过调节精镗刀,精镗孔至图纸要求。
(12)精镗Φ16F7孔:通过调节精镗刀,精镗孔至图纸要求。
(13)铣反面:零件反身装夹,铣反面,保证零件总高,由于零件外形不规则,为便于找正坐标系,反面加工时将坐标原点设置在孔中心,而不是零件外形对称中心。
(14)打螺纹底孔:打Φ6.8螺纹底孔,深度为20mm。
(15)攻螺纹:攻2個M8×1.25螺纹孔,深度为17mm。
3 装夹方案
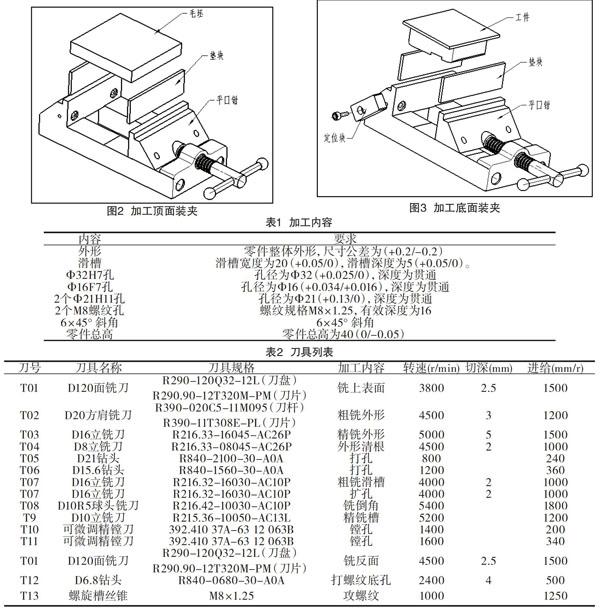
零件分2次装夹,加工正面时,以毛坯作为基准,选用平口钳装夹,零件左侧面与平口钳左侧对齐,实现定位,零件高度方向伸出量为41mm,装夹示意图如图2所示。加工零件反面时,采用已经加工完毕的外形作为基准,为保证底面螺纹孔的位置度,在平口钳侧面添加一个定位块,装夹时工件靠紧定位块,实现定位,装夹示意图如图3所示。
4 刀具和切削用量选用
选用SANDVIK刀具系统,查阅SANDVIK刀具手册,选用刀具和切削用量如表2所示。
5 结论
(1)在立式加工中心加工零件时,如果要加工直径要求比较高,而且位置度要求也比较高的内孔,可以选用镗孔工艺,用可调式精镗刀精加工内孔。镗刀加工内孔时,如果内孔为盲孔或者台阶孔,为了防止损坏镗刀,在镗孔时Z向留0.05mm左右的余量。
(2)在立式加工中心上加工表面时,选用的面铣刀直径要大于被加工表面的宽度,保证一刀就可以加工完成,如面铣刀直径小于被加工面的宽度,就必须走多刀,那表面会留有明显的接刀痕迹。
(3)粗加工时为提高效率,节约刀具成本,采用可转位式铣刀;精加工时为提高表面质量和尺寸精度,选用整体式铣刀。
参考文献
[1] 王晓明,韩江,张魁榜.高铁列车制动缸安装座数控加工工艺设计[J].制造技术与机床,2019(1):126-130.
[2] 耿慧莲,韩江.起重支架的数控铣工艺处理及工装设计[J].机床与液压,2014(2):39-40.
[3] 王研.薄壁框状结构件的数控加工形变控制[J].山东工业技术,2019(4):16-17.
[4] 胡成龙,胡成龙.汽车卡钳体数控车铣加工工艺及夹具设计[J].机械制造,2014(6):78-81.
[5] 席阳.汽轮机动叶片汽道内背弧数控加工工艺[J].轻工科技,2019(4):74-75.
猜你喜欢
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
装备维修技术(2020年10期)2020-11-19
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
智能制造(2017年5期)2017-10-11
中国新闻周刊(2017年7期)2017-03-22
中国新技术新产品(2016年23期)2016-12-26
科教导刊·电子版(2016年16期)2016-07-18
短篇小说(原创版)(2010年7期)2010-06-28
