智能制造 键合球脱现象的调查分析及质量管控
2019-09-10 21:55梁赛嫦
现代信息科技 2019年8期
关键词:质量管控


摘 要:随着消费类电子产品的普及,集成电路封装产能巨大,这对于封装代工厂来说,既是契机,也是挑战。目前先进封装技术发展迅速,但传统封装出货量仍占主要份额,特别是超声波球压焊技术仍占封装键合工艺的主流。本文主要针对球压焊工艺中出现的球脱现象进行调查分析,解决封装不良导致的测试失效及可靠性不良等问题,并从量产角度上提出质量管控方法。
关键词:键合;球脱;质量管控;封装工艺
中图分类号:TH161+.1 文献标识码:A 文章编号:2096-4706(2019)08-0172-03
Abstract:With the popularization of consumer electronics,the capacity of IC package is enormous that it is not only a chance but a challenge for package factory. Advanced packaging is developing rapidly so far,but traditional packaging shipments still account for the main share,especially ultrasonic ball bonding remain the mainstream of wire bonding process. This paper mainly investigates and analyses the phenomenon of ball lift in the process of ball pressure welding,solves the problems of test failure and poor reliability caused by poor packaging,and puts forward the quality control method from the angle of mass production.
Keywords:wire bonding;ball lift;quality control;packaging process
0 引 言
鍵合(Wire bonding),即用细金属丝将芯片上的电极和引线框架内引脚相连接的过程。其工艺方法主要有以下三种:(1)超声键合法,利用超声波使劈刀发生水平振动,同时施加向下压力,使劈刀在合力及能量作用下发生塑性变形,在短时间内完成焊接,主要用于Al丝的键合,键合点两端都是楔形;(2)热压键合法,同时施加压力和热量,使得金属丝与焊线接触面发生原子扩散,产生塑性变形,从而达到键合的目的,主要用于Au丝的键合,键合一端是球形,一端是楔形;(3)热声键合法,采用超声波能量及外加热源,目的是激活材料的能级,在无须磨蚀表面氧化层的前提下,促进两种金属的有效连接以及金属间化合物(IMC)的扩散和生长,主要用于Cu丝的键合。本文主要探讨热声键合法,针对Cu丝在Al pad焊接上的第一焊点球脱现象进行调查分析。
所谓第一焊点,通常为芯片上的焊接点,而基板或框架上与焊线的连接点为第二焊点。实现方法为用超声波能量烧结成小球后压焊在第一焊点上,根据设备设定的路线形成线弧,再将金属线压焊在第二焊点上,同时拉断引线,以此完成键合动作。[1]
因铜丝成本只有金丝的1/10~1/3,且铜在电导率或热导率上,均高于金,因此在直径相同的条件下铜丝可以承载更大电流,使得铜引线不仅能够应用于功率器件中,也能够应用于更小直径的引线,以适应高密度集成电路的封装要求。故而铜引线键合在消费类电子封装中被广泛而大量地使用。正因此,封装代工厂铜线封装出货量大,但在测试后,时常出现部分产品开路,此时急需找出原因及对策,确认测试通过产品是否存在同等质量风险,避免给客户或代工厂带来重大损失。
对开路产品进行失效分析,发现均为第一焊点出现球脱现象(图1方框内)。
本文主要针对此不良信息,从制程的各个环节进行调查分析,找到导致球脱的原因,并制定一套质量管理方法,将此不良问题风险降到最低。
1 球脱现象调查分析
第一焊点铜球的键合成形,是基于一定的温度下,铜与铝垫接触面发生反应,形成介金属层(IMC),随着时间推移,原子间会相互扩散、渗透,介金属层也会相对变厚,键合效果就越明显。而若出现球脱,说明介金属层生长不良,造成这种情况的因素主要有:铝垫被沾污、腐蚀或铜球成形不良、环境温度达不到等。鉴于此,特从制程的以下方面进行调查与实验:
1.1 等离子体清洗(Plasma)
在焊线前进行等离子体清洗,可以去除半导体表面的有机污染,特别是去除焊线垫上的氧化铝,以保证良好的焊点连接、引线键合,[2]因此,焊接前的等离子体清洗至关重要。但因其固有特性,清洗效果具有时效性,一般规定在清洗4h内必须上机安排焊线作业,如若超时,清洗效果退化,极有可能影响键合,发生球脱。鉴于此,安排两组实验进行对比验证。
实验一:样品50只,在Plasma清洗后2小时开始焊线作业;
实验二:样品50只,在Plasma清洗后8小时开始焊线作业。
焊线完成后分别抽取样品进行铜球推拉力测量及IMC确认,如表1所示。
表1 plasma后不同时间间隔IMC对比
两组实验虽然推拉力在规格范围内,但IMC结果却差异明显,在Plasma后4h内焊线(实验安排在2h),IMC残金面积比例大于80%,反之在4h后(实验安排在8h)残金比例只有60%左右,残金面积越小,表示铜线与铝垫接触所生成的介金属化合物生成越少,脱球风险就越高。
EDX分析发现脱球的焊垫表面带有氯元素残留,有可能是产品长时间在空气中未加工,空气中湿气或异常氯离子对芯片部分位置造成污染或腐蚀,铜球和铝垫被污染或腐蚀后无法形成IMC,导致脱球失效。
1.3 压焊设备温度
根据以上所述原理,铜球跟铝垫完美结合的前提是需提供合适的环境温度以促进介金属化合物的生成。对于铜铝结合,焊接设备温度一般设定在170度以上。为验证温度对结合成效的影响,安排以下三组实验进行对比验证:
第一组:样品数50只,设备温度150度;
第二组:样品数50只,设备温度160度;
第三组:样品数50只,设备温度170度。
实验完成进行FT测试、MSL3、BHAST可靠性实验,对比结果如表4所示。
从结果看出,样品FT结果均pass,但焊线设备温度越低,MSL3和BHAST可靠性试验后测试出现的不良越高。对测试不良品开封发现脱球现象,进行IMC检查,存在轻微的“猫眼”,如图2所示,即介金属层覆盖表面比例小且不平整。
从实验看出,若实际生产中,焊线设备没有进行温度检查,或出现温度漂移现象,存在键合脱球风险。
1.4 劈刀口异常
焊线中最重要的工具即为劈刀,劈刀的好坏直接影响焊线的成型及质量。劈刀设计、材料、寿命等,都会成为影响焊线品质的重要因素。
劈刀口不光滑,带毛刺,更容易使基板表面或芯片表面等沾污物或挥发物附着在劈刀口,引起线弧放线不畅或反弧过小,甚至导致第一焊点的铜球和铝垫共金不良,发生球脱现象。劈刀对比见图3和图4所示。
为杜绝因劈刀不良造成的焊线不良,改善劈刀设计,缩短劈刀口长度,避免异物在劈刀口堆积;将劈刀口由原来的磨砂设计改为抛光处理,避免线弧放线不畅。另外,劈刀使用时间过长,接近劈刀寿命时容易存在质量问题。
2 针对球脱现象的质量管控方法
产线在焊线批量生产前,会进行首检确认,执行铜球推力、焊线拉力、弹坑实验,但此类首检样品数量少,无法涵盖或保证大量生产后可能出现的质量问题。因此,只有规范质量管控流程和方法,才能将球脱风险降到最低。
2.1 质量确认手段
球脱现象存在一定的隐蔽性,不管是首检或是正常生产,通过一般的SPC管控,QA作业员有时很难发现,大部分情况是产品封装完成,进行FT测试或BHAST、MSL3可靠性后,失效才会出现,进行开封后发现脱球不良,而此时产品已加工完成,为避免风险品流通到客户,需要对成品全部进行加严测试,比如在一定温度下,或全部经过初步的可靠性实验筛选后,再进行FT,来确认产品是否有不良。所以在大量生产过程,即需要增加抽取批次或时段的频率,特别是IMC及切片检查。
2.1.1 IMC检查
IMC检查即观察铜球与焊垫交界面的介金属层面积。若IMC覆盖面积太小(<80%),说明接触面无有效扩散,存在脱焊的风险。因铜与铝颜色差异较大,通过物理辨识及软件测量可以得出覆盖面积比例。[2]
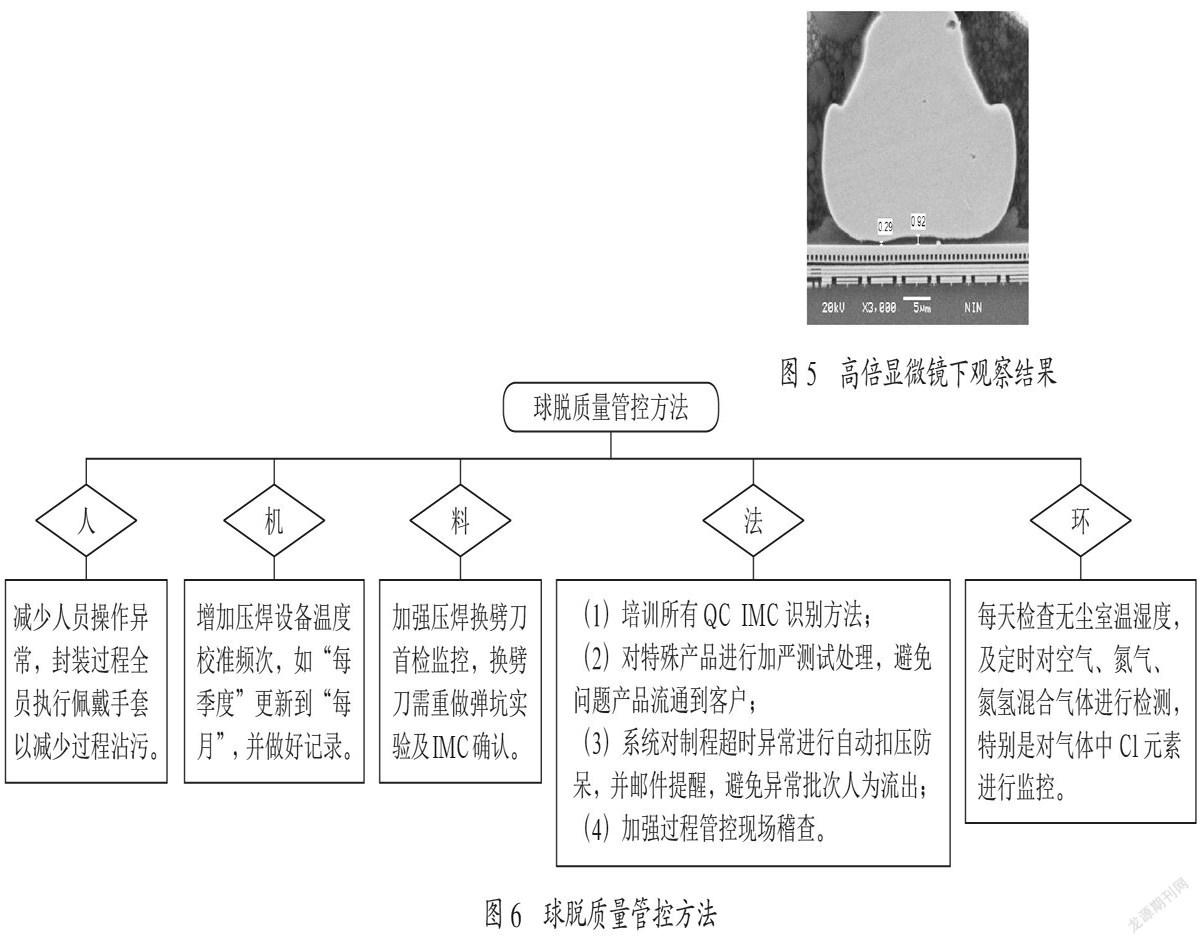
2.1.2 切片检查
切片检查需在产品塑封之后,对需要观察的铜球周围沿某一特定方向进行研磨,并在高倍率显微镜下观察球形、铝挤、残铝等。
2.2 质量流程管控
球脱质量管控方法如图6所示,分别从人、机、料、法、环五方面进行描述。
2.2.1 严格监控制程管控表(process mapping)
制程管控表主要记录各制程开始/完成时间及卡控不同制程间隔时长是否在规定范围内。
在封装制程中,以下时间管控尤为重要:(1)压焊Plasma完成至压焊开始作业(<4H);(2)芯烘烤完成至塑封前清洗(<50H);(3)塑封清洗完成至塑封开始加工(<4H)。
而对球脱影响最大的节点在于Plasma后到压焊作业时间。制程管控表全程由系统卡关,流程卡上填写的时间第一时间录入系统后,若出现超时现象,系统报警,并及时知会质量工程师,对超时批次进行分析排查,确认是否有质量风险。
2.2.2 首检必须严格执行
换劈刀未首检属于严重异常,同时,首检时需对在线所有设备焊线温度进行确认,防止压焊设备作业过程温度漂移,引起IMC猫眼导致封装后脱球。
2.2.3 产品执行FT/OS/BHAST流程
即使产品FT通过,也可能存在球脱风险,所以在出货前,抽取产品进行OS(开短路测试)及可靠性验证,以保证产品可靠性过关,把好最后的防线。
3 结 论
本文主要对球脱现象进行原因调查分析,得出等离子体清洗、卤族元素残留、设备温度较低、劈刀口异常为关键影响因素,并提出生产过程对其的质量管控方法,以降低在大量生产时出现键合球脱的风险。
参考文献:
[1] 周益红.芯片镍钯电极与金线焊接能力的关系研究 [D].苏州:苏州大学,2012.
[2] 杨千栋.银合金键合线IMC的实验检查方法研究 [J].电子工业专用设备,2018,47(5):5-8+44.
[3] 朱正宇,胡巧声.半导体封装超声波压焊的工艺参数优化 [J].电子工业专用设备,2006,36(3):55-60.
[4] 刘兴杰,张斌海.铜线键合Cu/Au界面金属间化合物微结构研究 [J].半导体技术,2011,36(11):880-884
[5] 王胜刚.Ag-Au-Pd合金键合线的电迁移性能研究 [D].上海:上海交通大学,2014.
作者簡介:梁赛嫦(1989.09-),女,汉族,广东江门人,功率半导体产品开发工程师,学士学位,研究方向:封装工艺研究、封装产品导入、封装制程失效分析。
猜你喜欢
科学与财富(2016年32期)2017-03-04
居业(2016年9期)2016-12-26
居业(2016年9期)2016-12-26
科技传播(2016年10期)2016-07-15
科技视界(2016年16期)2016-06-29
科技视界(2016年12期)2016-05-25
科技视界(2016年10期)2016-04-26
科技与创新(2015年23期)2015-12-08
科技与创新(2015年10期)2015-07-07
科技与创新(2015年4期)2015-03-31