
曲线锯锯片夹头的设计
2019-09-10 07:22张艳林
装备维修技术 2019年3期
张艳林
摘要:该文通过一个曲线锯锯片夹头的设计实例,详细介绍了锯片夹头的结构原理和其关键零件的具体设计及设计注意事项,如锯片锁紧力的设计、锯片弹出距离的控制、影响锯片释放状态的零件特征的设计要点、有相对角度要求的连接螺纹的螺纹起始点控制要點等,理论联系实际,实用性强,对锯类工具锯条的锁紧结构的设计工作具有实际参考价值。
关键词:自锁;扭簧扭力;压簧压力与弹出距离;多线螺纹;轴孔压配
曲线锯及其夹头功能简介:曲线锯主要用于建筑或装修行业切割塑料板、各类木板、薄金属板以及纸面石膏板和纤维石膏板等板材。曲线锯夹头用于锯片的缩进和更换。
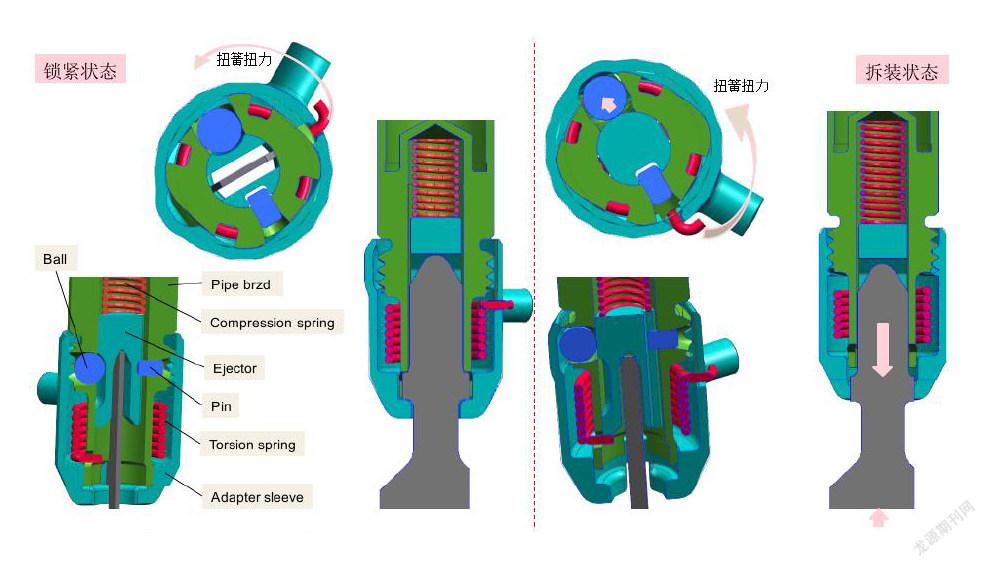
典型的自锁式曲线锯锯片夹头结构如下图,工作状态锯片被Adapter sleeve锁紧,Torsional spring为链接螺纹提供放松扭矩;释放时,通过杆拨旋转Adapter sleeve旋转,钢珠在Ejector圆弧槽推力作用下进入Adapter sleeve的圆弧槽内,同时Ejector在Compression spring推力作用下将锯片推出;安装时,插入的锯片将Ejector复位,Adapter sleeve在Torsional spring扭力作用下旋转再次将锯片锁紧。
锯片夹头之关键设计点:
Torsional spring扭力
实测知当扭簧扭力小于110N·mm时,夹头连接螺纹会在锯割和震动作用下开始松动。由圆柱螺旋钢丝扭簧扭矩公式T=E*d4*ψ/(3667*N*D)知,扭转角ψ越大扭矩T越大。但扭转角大,对应的装配时反向扭转量越多,越易出现弹簧装配塑变。结合实际功能需要,设计锯条释放状态扭转角ψ2=270°,锯条锁紧状态扭转角ψ1=180°。同样,受装配时反向扭转的影响,弹簧工作圈数N不易过小,结合实际安装空间取N=6,中径D=11.2mm。对弹簧扭力影响交大的线径由常规0.8mm改为1.0mm。采用性价比较高的EN10270–1DH1.00琴钢丝,其弹性模量E=206000N/mm2。最终得旋转扭矩T2=225N·mm、防松扭矩T1=150N·mm。实际生产T1约束最小值,T2约束最大值。
Pipe brzd与Adapter sleeve的连接螺纹
此螺纹设计为4头螺纹,主要目的是在保持螺距不变的情况下将导程由1.5mm增大为6mm,这样Adapter sleeve旋转90°即可获得1.5mm的纵向位移量,既减少装配时扭簧的反向扭转量又方便锯条更换。根据扭紧力与扭矩关系式F=T/KD,在扭矩T和扭矩系数K相同的情况下,仅仅将螺纹由M15减为M14,即可将锁紧力F提高为原来的1.1倍。
锯片释放状态Compression spring的压缩量
压簧的压缩量可通过调整Pipe brzd的孔深改变,其难点在压缩量的确定上。Compression spring的总压缩量由释放状态压缩量L0和锯条装入导致的压缩量4mm(由锯条规格决定)两部分组成,压缩量直接影响锯片弹出时的力和速度。压缩量过小锯片无法弹出,压缩量过大锯片容易飞出伤人。理想的锯条弹出距离L=500mm,根据能量守恒原理,忽略较小的摩擦阻力,可近似认为弹力做功等于Ejector和锯条运动消耗的能量。即0.5*K*[(L0+4)2 –L02] =9.8*(M1*4+M2*L),其中,弹簧的刚度系数K=G*d4/(8*N*D3)=206000*0.64/(8*8*53)=4.0N/mm,将相关数据带入能量守恒公式得释放状态压缩量L0 =3mm。(其中:G弹性模量、d线径、N有效圈数、D中径、M1为Ejector重量0.002Kg,M2锯条重约为量0.015Kg。)
Pipe brzd 的结构
Pipe brzd的导管外径D和壁厚t对整机重量有重要影响(因动平衡需多倍配重),导管工作中主要承受拉力和弯矩,需根据拉力正应力公式σ=4*P/{π*[D2–(D–2*t)2]}和弯矩正应力公式σ=M/{0.098*[D4–(D–2*t)4]}*D核算导管外径。(其中P为导管拉力、M为导管弯矩)
Pipe brzd的一V型槽用于锯片的固定和该零件其它特征的定位参考,采用V型结构的原因为锯片厚度1.0~2.0mm不等。由于V型结构不方便测量,直接将量棒测量尺寸绘制在其2D图上,以方便制作功能检具。
钢珠孔为Pipe brzd的一个重要特征,由于钢珠选用的是标准件,钢珠与Pipe brzd的配合完全通过控制钢珠孔实现,钢珠孔过小工作中易被灰尘卡死,钢珠孔过大影响Pipe brzd结构强度,甚至影响Adapter sleeve旋转角度而导致锯片装不进或弹不出。钢珠孔相对与V型槽有明确的位置要求,钢珠孔公差直接影响释放位置Pipe brzd的V型槽与Adapter sleeve的U型槽之间的相对位置误差。钢珠孔最佳尺寸通过一系列实际样品测试获得。钢珠孔不可以贯通,否则装配中钢珠易掉入Pipe brzd内部,故而孔底端为冠装,加工时刀头根据加工形状定制。
由于选用直径2(+0.01/–0)mm长2(+0/–0.18)mm的通用滚针,Pin与孔间为压配连接。若压配量过大会造成压配件变形;压配量过小,工作中Pin脱落会导致夹头功能失效。实验测得该处合适的压配力范围为120~1700N。根据压配力公式:F=Pfmax*π*df*Lf*μ,其中Pfmax=δmax/[df *(Ca/Ea+Ci/Ei)],Ca=(da2+df2)/(da2–df2)+v,Ci=(df2+di2)/(df2–di2)–v,计算可得孔理论尺寸为φ2.0(–0.003/–0.032)mm,考虑到常规供应商加工φ2.0孔制程公差为0.03和产品装配中最大压力值可控,本着可靠性优先的原则,将该孔设计为φ2.0(–0.005/–0.035)mm并注明装配压力最大值1700N,装配线将压不进的极少数导向销回收,根据CPK分析,该占比不足0.02%。后期实际生产也证明确是如此。(备注:压配直径df=2.0mm,压配长度Lf=1.5mm,摩擦系数μ=0.11,弹性模量Ea=200000N/mm2、Ei=220000N/mm2,孔外径da=4mm,轴内径di=0,泊松系数v=0.3)。
排屑槽是Pipe brzd上一个非常重要但又容易被忽略的特征。由于曲线锯工作环境恶劣,夹头内很容易进入木屑粉尘等,粉尘堆积到一定程度会导致夹头螺纹或钢珠卡死失效。设计导向槽后,粉尘会在机器震动的作用下沿导向槽排出,有效避免螺纹卡死。
Adapter sleeve 的结构
Adapter sleeve为MIM件,结构设计需注意三点:①Adapter sleeve的螺纹起始位置量规需与Pipe brzd的螺纹量规成组制作。②钢珠圆弧槽尺寸可通过3D软件模拟夹头的运动获得,其公差需考虑相关零件的极限状态,测量推荐GOM 3D扫描仪。③弹簧固定槽和锯条脱出方向不得有锐棱。
小结:曲线锯锯片夹头是曲线锯的部件,属于紧凑型锁紧机构,设计时要理论计算、3D模拟和实际样品测试相结合,以最经济的方式实现恰到好处的设计。
参考文献
闻邦椿.机械设计手册(第六版)[M].机械工业出版社,2018.
GB/T 22680–2008.曲线锯设计标准[S].
