
钢结构工程焊接质量控制要点
2019-09-16 06:26李新
魅力中国 2019年33期
李新
(身份证号:2113811986****3415)
钢结构工程具有施工速度快、抗震环保等特点,近年来其应用发展迅速。钢结构工程质量控制主要体现在焊接质量控制上。钢结构工程焊接质量控制主要体现在焊接变形、焊后应力处理、焊接接头、角焊缝、焊接质量检验、焊接缺陷修复质量控制等方面。
一、焊接变形控制要点
焊接变形的主要原因是人为因素和非人为因素。人为因素是指构件本身焊接前焊缝排列不均匀,导致收缩不均匀,最终变形。焊接温度、焊接速度的不一致和搭接方式的不合理会引起应力集中和变形。非人为因素是导致焊接工作本身或操作人员无法控制的原因,包括温度。在温度的影响下,工件受热不均也会引起变形。为防止焊接变形,对于人为因素,可以通过检查等环节加以避免。焊接过程中,焊接人员应严格遵守相应的国家焊接规范和标准,定期组织专人对加工后的工件进行检查,核对工件的相关参数,检查工件的摆放位置、焊接平台的施工是否合理。对于非人为因素,有一些无法控制的因素。焊接人员在特殊情况下应采取特殊处理的态度,根据焊接部件的特点选择合适的焊接工艺,尽量避免非人为因素造成的变形。最后,在焊接过程中,要注意工件的参数是否符合设计标准和设计目的。
(一)采用零件变形和收缩最小的焊接工艺和焊接顺序。
(二)焊接构件时,控制收缩变形的有效方法是预留焊接或预置反变形法,其中收缩裕度和反变形值可通过计算或试验确定。
(三)装配和焊接部件时,应按接头收缩由大到小的顺序进行焊接,以保证接头受约束较小。
二、焊后应力消除控制要点
对于焊接结构来说,残余应力也会直接影响焊缝断裂性能。焊缝的残余应力包括横向残余应力和纵向残余应力。由于构件在焊接前后加热过程中钢结构受热不均匀膨胀产生纵向残余应力等造成较大收缩变形导致产生横向残余应力。具体措施如下:
(一)当施工要求消除焊接后的应力时,首先确定对接接头受拉应力的部位,或焊缝相对密集的接头或构件部位(通常可通过疲劳检查的方法确定)。然后采用局部退火和全局退火的方法消除应力。局部退火一般采用电加热器,而全局退火多采用加热炉。振动法只能在结构尺寸稳定的情况下使用。
(二)1.加热设备配有自动温控仪。该加热设备的加热、测温、控温性能满足运行要求。2.每一焊缝侧面受热的构件应采取保温措施。采用振动法消除应力时,老化工艺参数和技术要求的选择应符合现行行业标准JB/ t10375-2002的有关规定锤击法是消除中间层应力的常用方法。采用这种方法时,应使用圆头手锤或小振动工具,锤击过程应避免焊接坡口边缘的根部焊缝、覆盖焊缝或基材。
三、焊接接头质量控制要点
(一)V形接头、十字接头、角接头等类型的接头应采用对接接头和角接头组合焊,并充分焊透。脚加强角焊缝时,尺寸≥t/4。当吊车梁或类似构件设计有疲劳校核要求时,焊接脚腹板与上法兰的焊缝尺寸应满足t/2且≤10mm。脚的尺寸偏差应保持在(0 ~ 4)毫米。
(二)全熔透坡口焊的缝对接接头焊缝余高允许范围(表)。表 焊缝余高允许范围
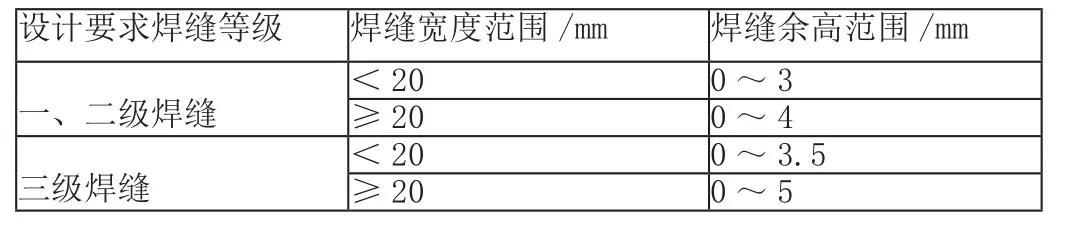
设计要求焊缝等级焊缝宽度范围/mm焊缝余高范围/mm一、二级焊缝<20 0~3≥20 0~4三级焊缝<20 0~3.5≥20 0~5
(三)全熔深双面坡口焊缝形式,坡口深度可不等厚度,但坡口深度在浅部接头厚度 。
(四)部分焊透的焊接形式应保证有效焊缝厚度满足设计文件的要求。当接头形式为t型接头且≥4/1角接头时,组合焊缝(由部分熔深坡口焊缝和角焊缝组成)的强化角焊缝足部尺寸应饱满:接头中最厚的薄板,且≤10mm。
四、角焊缝接头质量控制要点
(一)确保紧密配合,角焊缝根部间隙≤2mm;根部间隙为>2mm时,角焊缝脚尺寸相应增大,≤5mm。
(二)构件含有角焊缝端时,角焊缝端应采用连续角焊缝,并保证起弧点与灭弧点与焊缝端> 10mm的距离;角焊缝的末端不提供连续焊缝,用于引弧和拉深板。
(三)角焊缝不连续时,各焊接段的最小长度≥40mm,保持焊接段间距。
五、焊接质量检验控制要点
(一)焊缝尺寸偏差、外观质量和内部质量按现行国家标准的有关规定进行检验。
(二)通过弯曲试验,对焊接后的螺栓进行性能抽查。方法是将螺栓弯曲30°,观察焊接和热影响区无裂纹。
六、焊接缺陷返修质量控制要点
(一)如果焊缝金属或基材的缺陷超过标准,可以通过砂轮、碳弧气体产生、铲凿或机械等方法彻底消除。如有必要,对焊接引起的缺陷进行修复,并在修复前对表面进行清理。
(二)焊缝缺陷返修技术要点:
1.缺陷类型为焊缝焊瘤、凸起或余高过大,将过量的焊缝金属清除,常用方法为砂轮或碳弧气刨。
2.缺陷类型有焊缝凹陷、电弧坑、咬边或焊缝尺寸不足等,应进行修复焊接。
3.缺陷类型有焊缝灌注、焊缝孔隙度、夹渣等,应先清除缺陷,再修复。
4.磁粉、渗透或其他无损检测方法常用于确定的范围和深度裂纹在焊缝或基材,然后选择一段完整的焊缝或基材,并使用砂轮或碳弧气刨方法清洗区间的两端,完整切除后,可进行焊接。如果裂纹行存在于焊接接头和约束程度相对较大,因此,裂缝两端应停在钻孔的裂缝,然后去掉了碳弧气体的产生裂纹,裂纹修复是上述步骤完成后进行。在修复过程中,首先要调查分析裂纹产生的原因,根据分析结果制定修复工艺方案,并监督方案的实施。
在相同条件下,焊接缺陷修复时预热温度应高于正常焊接温度(30 ~50℃),焊接方法应与氢材料及相应的焊接方法一样低。
焊缝缺陷的修复应在焊接完成前不间断进行。如果焊接必须中断,未焊完的零件应采取有效的后加热和保温措施。
七、结语
焊接接头以其一系列优异的性能在钢结构建筑接头中得到了广泛的应用。焊接中也存在一些问题,如接头的脆性断裂、焊接变形和残余应力等。随着对钢结构建筑整体性能要求的日益严格和焊接技术的不断进步,相信会有更多创新的焊接方法被开发和广泛应用。
猜你喜欢
今日农业(2022年16期)2022-11-09
热处理技术与装备(2022年5期)2022-10-26
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
中国金属通报(2022年1期)2022-06-02
建材发展导向(2021年14期)2021-08-23
建材发展导向(2021年9期)2021-07-16
中国新技术新产品(2020年6期)2020-06-19
科技创新与品牌(2016年9期)2016-11-03
