植物纤维/PVC木塑复合材料制备及其性能分析
2019-10-12 10:40唐婷何栋
粘接 2019年8期
唐婷 何栋

摘要:木塑复合材料是一种各项性能都较好的复合材料,应用价值较高。木塑复合材料是在助剂的作用下,将塑料和植物纤维混合在一起,然后应用相应的加工工艺对其进行加工所得到的一种材料。该材料当前主要问题就是材料和树脂基体之间的界面结合性较差,只有有效提高两种材料的相容性,才能有效推动木塑产业的进步。文章详尽的分析并探讨了植物纤维/PVC木塑复合材料具体制备流程及其具备的性能。
关键词:植物纤维/PVC;木塑复合材料;制备及性能
中图分类号:TQ314
文献标识码:A
文章编号:1001-5922(2019)08-0080-03
木塑复合材料是时代发展的产物,该材料的诞生引起了社会的广泛关注,尤其是工业界和科技界。植物纤维和木纤维是木塑复合材料主要的增强相,热塑性聚合物为主要的基体相,添加适当的添加剂,根据实际需求,采取有效的工艺方法制得相应的型材。木塑复合材料属于环保型复合材料,该材料具有较好的环保性。
1 木塑复合材料概述及其研究方法
木塑复合材料是近年来新兴的复合材料,该材料的主要原料有2种:塑料和木粉,正是因为这两种材料使得木塑符合材料兼具两种原料的优点,比如因为有木粉,所以木塑复合材料具有较强的木质感,另外这种材料的尺寸稳定性和力学性能都相对稳定,还具有较好的耐水性、耐磨性以及耐化学腐蚀等,不仅如此,木塑复合材料修护要求相对较低,容易着色,加工更易成型。因为应用到了塑料作为生产原料,因此该复核材料在生产过程中可以缓解废弃塑料所导致的环境污染问题,另外极大程度的节省了生产材料,属于实用价值较高的工业化产品。保证复合材料性能为基础,为了降低生产成本,在生产过程中可以适当的添加植物纤维冲量。在热塑材料中适当的加入植物纤维得到了新型的木塑复合材料具有较好的环保性,另外植物纤维的添加有效的强化了该复合材料的优势,使得该复合材料具有更好的硬度的同时,具有了更好的耐腐蚀性和耐水性,所以被广泛的应用到汽车内饰以及户外地板等领域。PVC木塑复合材料因为兼具木质材料和塑料材料的优异性能,因此常备当做天然木材的代替品。聚乙烯塑料和木质纤维两者的基体界面严格不相容,适当添加偶联剂等成分可以对材料进行改性,使得PVC/木质纤维复合材料的力学性能得到有效提升的同时,其加工性能也得到了一定的改善。表面活性剂的应用也可以改善复合材料的加工性能和力学性能。由此得出,在木塑复合材料中,偶联剂的添加对于改善复合材料的稳定性具有积极的作用。本文研究方法为单因素法,主要探索稻壳粉在木塑复合材料中的最佳含量,通过适当添加偶联剂,采取相应的工艺方法制作各项性能都相对较好的PVC木塑复合材料。
2 实验
2.1 实验过程中应用到的主要原材料
市售稻壳粉,100目;市售花生壳粉,100目;无水乙醇,要求乙醇浓度需要达到分析纯级别;硅烷偶联剂,KH550。
2.2 主要设备及仪器
制作该复合材料的过程中需要应用到以下设备:多功能粉碎机:主要用于施原材料的粉碎;电子天平:主要用于各原料的称量;搅拌机:主要用于原材料的搅拌;电热恒温鼓风干燥箱;平板硫化机;塑料洛氏硬度计;切割机;游标卡尺;SANS微机控制电子万能试验机;简支梁冲击试验机;XRD衍射仪。
2.3 样品制备
2.3.1 植物纤维、PVC处理
将花生壳粉和稻壳粉研碎,研碎应用到的设备為多功能粉碎机,然后将其放在干燥箱中,以80℃的恒温对其进行燥,干燥时间为12h;制作完成的木塑符合材料粉末需要放置在干燥箱进行干燥,控制温度为70℃,干燥时间为5h。
2.3.2 高速混合
严格按相应的比率将原材料和偶联剂加入到搅拌设备中,混合3min,首先在低温下对原材料进行混合,然后在高温下对原材料进行混合。
2.3.3 热压成型
将混料置于压模模具中,为了避免材料脱模,在磨具板两侧需要放置锡纸薄膜,将混合料装好后,放在平板硫化机,以150-160℃的恒温对其进行预压,预压时间为lOmin,控制压强强度为6MPa条,保压3次,每次保压时间约为5min,冷却3h至室温脱模。
3 结果与讨论
3.1 PVC木塑复合材料的力学性能和植物纤维种类及含量之间的关系
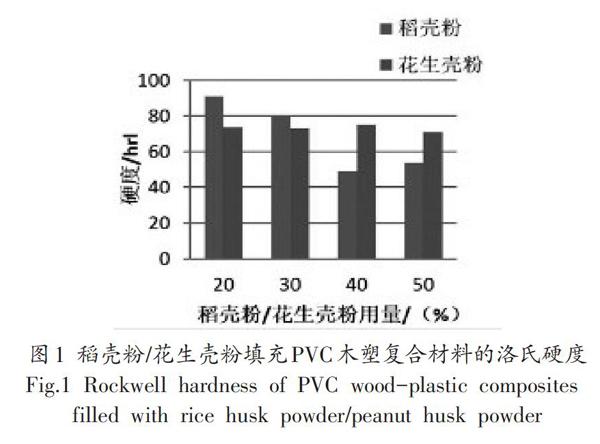
上述图1、图2证明,稻壳的添加量和稻壳粉填充PVC木塑复合材料的洛氏硬度值之间具有一定的关系,随着稻壳填充量的增加,复合材料的洛氏硬度值先减少,降到最低后再逐渐增加。如果从理论分析,在复合材料中,植物纤维含量越多,其洛氏硬度越小,但是如果复合材料中所含有的稻壳粉含量为20%-40%时,植物纤维含量提高,一旦加热,那么复合材料的粘性就会增加,内部的气体不容易排出,即使成型,内部结构也存在很多的小气孔,使得复合材料的实际硬度值和理论值相比要小。而应用花生壳粉进行填充所得到的PVC木塑复合材料,如果花生壳粉的含量为20%-50%,那么该复合材料的洛氏硬度值通常不会出现明显的变化。导致这一现象的主要原因是因为花生壳粉有形较大,在加热的条件下,粘性更大,这就是花生壳粉填充所得到的PVC木塑复合材料的洛氏硬度通常不会有明显变化的主要原因。随着稻壳粉填充量的不断早呢更加,如果复合材料中稻壳粉的含量为20%-40%时,PVC木塑复合材料的冲击强度有增加的趋势,如果复合材料中稻壳粉的含量为40%时,木塑复合材料的冲击强度达到最大,然后如果再继续添加稻壳粉含量,复合材料的冲击强度就会出现降低趋势。通过对图2进行研究和分析可以得出,复合材料的拉伸强度和稻壳粉含量之间开始呈反比例关系,在稻壳粉填充量达到30%-40%时。下降的速度最快,这时复合材料的拉伸强度达到最大,为39.91MPa。
3.2 偶联剂对植物纤维//PVC木塑复合材料力学性能的影响