底支座的结构工艺及塑料模具的设计要点
2019-10-18 05:29乔慧
职业 2019年10期
乔慧
關键词:底支座 注塑模 冷却 浇注系统
随着科技水平的提升和工业专业化进程的步伐加快,相关企业开发和研制出的工程塑料性能愈加优越,下游企业开始要求相关生产企业制造的成品需要由注塑成型工艺来完成,在军工、家电、汽车、通信、建筑等行业都用到了模具,从而使塑料模具在诸多的领域中得到使用,促进了塑料模具的发展。
模具制造制件具有较高的精度,复杂性也较高,这是其他的生产加工方式所不具备的,所以在评估企业生产制造水平的时候,模具生产水平的高低是一个关键性的评估指标。以目前的情况来看,模具正向着高速、高精密度、高产出收益等方向发展。据相关部门统计,在2010年到2016年之间,我国出口模具获得的金额由21.96亿美元提升到47.01亿美元,未来仍将保持稳定的增长。在20世纪初期,我国的进口与出口的比值是3.69:1,因此,我国的制造业发展已经呈现出落后的状态,其中注塑模具制造业尤为突出。针对这个情况,抓紧时间开发和引进先进的制造技术,有利于改善我国注塑模具制造业的落后现状,满足快速增长的市场需求。
一、塑件的相关设计分析
1.塑件的相关设计要求
(1)对于塑件而言,其最大壁厚≤0.5cm。塑件外形尺寸是很小的,塑料熔体的流程相对较短。热塑性塑料是构成本塑件的主要材料,因为这种材料的具有很好的流动性,便于注塑成形。
(2)塑件的底支座较简单,该零件是一方套类同时还有侧孔,需确保塑件形状以及塑件的尺寸能够满足要求。
(3)由于凹凸模的形状,为了日后损坏以后方便维修、降低维修难度,不设计整体形式,只要插入适当的嵌件即可。嵌件多则引起形腔强度降低、刚度也不能满足要求。
2.选取塑件材料并对其性能进行分析
此次选取的塑件用做底支座,这就要求它具有较好的绝缘(绝热)性,所以塑料要多选几种进行比对,进而选出最佳的塑料底座。比对内容包括塑件的化学性能、热性能、经济性能等。
因聚苯乙烯熔融的过程中具有较好的流动性以及热稳定性,因此方便成型加工。由聚苯乙烯制成的成型塑件,其收缩率是0.4%,成型塑件尺寸稳定,同时还具备了较低的吸水率,所以通常情况下不需要进行干燥操作。要使聚苯乙烯分解其实并不太容易,它具有较大的热膨胀系数,也容易出现开裂现象。
二、注塑机的选取以及有关参数的校订
1.计算注射量及锁模力
计算注射量。经Pro/E建模分析得出,32.33cm3为塑件的体积(V1),34.43g为塑件的质量(M1),对于未知的流道凝料的质量可用M2来表示,即M2=0.6*V1。此模具是一模两腔的形态,注射量:V=1.6V1=103.456cm3,M=Vxp=103.456x1.065=110.18g。
2.注射机的选择
根据上述计算得到的生产周期注射量,选用的注射机是XS-ZY-125型注射机,技术参数如下:理论注塑容积:125cm3、移模行程:30cm、螺杆直径:4.2cm、最小模具厚度:20cm、注射时间:0.7s、最大成形面积:32cm、注射方式为螺杆式、喷嘴口直径:0.4cm、锁模力:900kN、最大模具厚度:30cm、注塑压力:120Mpa、合模方式为液压-机械、塑化能力:4(g/s)、喷嘴球半径:1.2cm、拉杆内间距:36.8cm、注射行程:11.5cm。
三、模具的相关设计
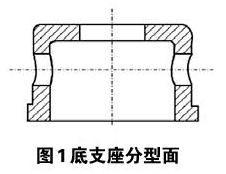
1.明确分型面位置
在模具型腔中,若想保证塑件能够成型,一定要保证塑料凝固;若想将塑件从模具中取出,需使模具的型腔弄开,定模以及动模是模具的两个构成部分。分型面即为可分离的接触表面,以将塑件和浇注系统凝料取出。若塑件出现了侧凹/侧凸等现象,此时需将侧向型芯安放在动模这边。在选择分型面的时候,其抽芯的方向需由侧向凹孔(浅的)抑或侧向凸台(短的)来决定,若相反,在开合模方向放置即可。
2.设计排气槽
在型腔使用塑料溶体进行填充的时候,一定要快速地将型腔内的空气排出,空气的来源包括两个方面,一是浇注系统内产生的空气,二是塑料受热产生的空气。若不立即排出,空气经过压缩会产生较高的温度,进而使塑件发生局部烧焦等;若填充的数量不够会产生气泡、接缝等现象,进而导致塑件的强度不够。本次设计所使用的是小型模具,在模具向外排气的时候可利用分型面进行排气,固设计排气槽而就是多余的了。
3.对浇注过程所需要的系统进行设计
将塑料融化之后,使用注射机喷嘴将融化了的塑料注射到模具型腔内,注射过程中所经过的通道即为浇注系统,该系统所起到的功能是使塑料熔体充满型腔。对浇注系统的正确设计可以确保塑件的优质性。在本次设计中,因加工成本、模具尺寸等条件的制约,所以运用了一模两腔的形态作为本次设计的形式,侧浇口的流道就是浇注系统。
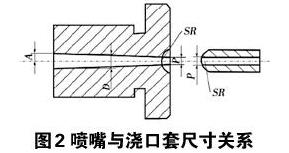
(1)对主流道以及浇口套的设计。塑料溶体的入口处一般都会有溶体的主流道,其作用是将塑料溶体引入到模具的分流道内(塑料溶体需经过注塑机喷嘴之后才能进入主流道),主流道设计成圆锥形,这样利于溶体的移动,还便于拉出凝料。主流道的大小不但对溶体的流动速度有影响,同时也对充模的时间有影响,因主流道与高温材料等有很对次接触,所以在定模上不会直接打开。主流道是由独立设计的浇口套所形成的,这样利于优质钢的加工以及热处理等操作的实施。
(2)分流的设计。分型面上一般都会有分流道,这样利于分流和转向。分流道的布置随与型腔的排列有关,但分流道的布置尽可能按以下原则进行:排列要紧凑,模具板面的尺寸要缩小;流程不能长,需保证锁模力的平衡。本次在布置模具流道的时候,所用的方式是平衡对称式的,长度要短、弯度要小。
设计时,要求将流道内的压力损失尽可能降低,另外传热损失也是同样的,但是流道的表面积不可过大,截面积不能太小,这就用到了流道效率。流道效率=流道的截面积/周长,如0.25D的圆形,0.195D的梯形等,截面大端宽度用D来表示。证实圆形截面是最好的,但成本较大。
此外,只有经过模板两侧的加工,才能形成圆形分流道,合模时若想将两侧半圆对齐,会有一定的难度。总结,用梯形截面0.195D不但令工艺得到了保障,同时热量散失的也少,流动阻力也不会过大。
(3)浇口设计。利用侧浇口,矩形是该断面的形状,这不但方便加工,还便于去浇口,对塑件的外观不会有太大的影响。经验值:b=0.3cm,t=0.15cm,l=0.1cm;b、t、l分别代表宽度、厚度、长度。
(4)冷料穴的设计。冷料穴位于主流道或分流道的最后端,其目的是对前锋的冷料起到收集效果。所用的冷料穴通常其底部会有拉料杆,其作用是在开模时实现拉凝料的功效。
四、对推出机构进行相关设计
设置推出机构所起到的效果是将成型后的塑件从模具中脱出,同时脱出的还有浇注系统凝料,此外经注塑机开模之后使塑件制品推出。在设计推出机构时,需遵从以下原则:一是尽可能将其设计在动模上;二是确保在进行推出操作时,制品不会出现变形、损坏等状况;三是确保塑件外观不受损坏;四是结构可靠。在进行推出和复位操作时,动作要灵活,结构简单。推出机构可以推出多种零件,此次设计所用的是推杆推出机构,也就是利用推杆将型芯上的塑件推出。推出机构在以下几方面表现得尤为突出,即制造、修配方便、阻力小、灵活性高、推杆损坏后方便更换等。
五、对合模导向机构进行相关的设计
注射模开始施工时,为了使塑件外形的精度能够得到保证,同时也要保证尺寸的精度,就一定要保证动模成型零件、定模成型零件的定位要准确无误,所以对合模导向机构的安装是必不可少的。导向机构设置完成时,选用导柱导套合模导向机构的原因是合模导向机构所产生的侧向作用力通常较大。
六、小结
现代制造业中,无论哪一行业的工程装备,都越来越多地采用由模具工业提供的产品。为了适应用户对模具制造的高精度、短交货期、低成本的迫切要求,模具工业正广泛应用现代先进制造技术来加速模具工业的技术进步,满足各行各业对模具这一基础工艺装备的迫切需求。实践表明,模具塑件质量不但能够满足设计的有关要求,同时其结构具有合理性、动作可靠。
参考文献:
[1]李和平,肖根福.模具技术现状与发展趋势综述[J].井冈山学院学报(自然科学版),2006 (1).
[2]李大鑫,张秀棉.模具技术现状与发展趋势综述[J].模具制造,2005(2).
[3]姜爱菊,吴宏武.微注射成型技术的最新进展[J].塑料工业,2008(8).
[4]葛秀珍.底支座注塑模具设计及制造[J].设备管理与维修,2019(2).
[5]钟佩思,沈友徽,马静敏等.模具先进制造技术发展趋势综述[J].模具制造,2005(3).
[6]黄虹.塑料成型加工与模具[M].北京:化學工业出版社,2003.
(作者单位:青岛工程职业学院)
猜你喜欢
现代塑料加工应用(2021年5期)2021-02-28
制造技术与机床(2017年5期)2018-01-19
科技传播(2016年16期)2017-01-03
家庭医药·快乐养生(2016年8期)2016-09-28
现代工业经济和信息化(2016年22期)2016-08-23
中国塑料(2016年5期)2016-04-16
中国塑料(2015年6期)2015-11-13
中国塑料(2015年7期)2015-10-14