16MnR+0Cr13不锈钢复合钢板接技术
2019-10-21 13:07刘伟
中国化工贸易·下旬刊 2019年10期
刘伟
摘 要:针对不锈钢复合钢板16MnR+0Cr13,从焊接性、焊接坡口、焊接材料、焊接技术要求及焊接缺陷等几个方面进行了系统阐述,并结合我公司承担的某化工装置的实际生产总结了不锈钢复合钢板焊接技术、特点。
关键词:不锈钢复合钢板;性能;坡口形式;焊接技术;焊接缺陷
近年来,随着我国石油化工工业的发展,进口原油的含硫量不断增加,原油品质不断下降,为克服含硫原油对设备的腐蚀问题,某些炼油设备的壳体材料选用了复合钢板,其复层不锈钢和工作介质相接触,具有良好的耐腐蚀性能,而强度主要靠基层来保证,降低了综合制造成本。
我公司承担的某化工装置的减压塔采用不锈钢复合钢制造,壳体材质为16MnR+0Cr13,厚度分别为14+3mm、18+3mm、22+3mm、26+3mm、28+3mm。
1 不锈钢复合钢焊接性分析
母材16MnR+0Cr13中16MnR部分为基层,主要为满足设备的强度及刚度要求,0Cr13部分为覆层,厚度为3mm主要满足介质对耐蚀性的要求。母材16MnR+0Cr13焊接时,基层与覆层应分开进行。焊接时分别选用各自适用的焊接材料进行施焊。由于基层和覆层焊接材料存在较大差异,因此稀释作用强烈,使得焊缝中奥氏体形成元素减少,含碳量增多,增大结晶裂纹倾向,焊接熔合区出现马氏体组织而导致硬度和脆性增加,同时由于基层和覆层含铬量差别较大,促使碳向覆层迁移扩散,在16MnR与0Cr13的交界处形成增碳层和脱碳层,加速熔合区脆化和另一侧热影响区软化。因此不锈钢复合钢焊接时必须防止产生脆硬马氏体,保证其力学性能,复层焊缝必须保证焊缝的合金成分,确保其耐腐蚀性能。
2 坡口设计、加工及组对
2.1 确定不锈复合钢板焊接接头坡口形式的原则
由对不锈复合钢板焊接接头的性能的要求,决定了确定不锈复合钢板坡口形式的原则:
①填充金属尽量少;②避免产生焊接缺陷;③减少焊接应力与变形;④有利于焊接防护;⑤过渡层焊缝金属的稀释最小;⑥焊接操作方便。
2.2 坡口设计
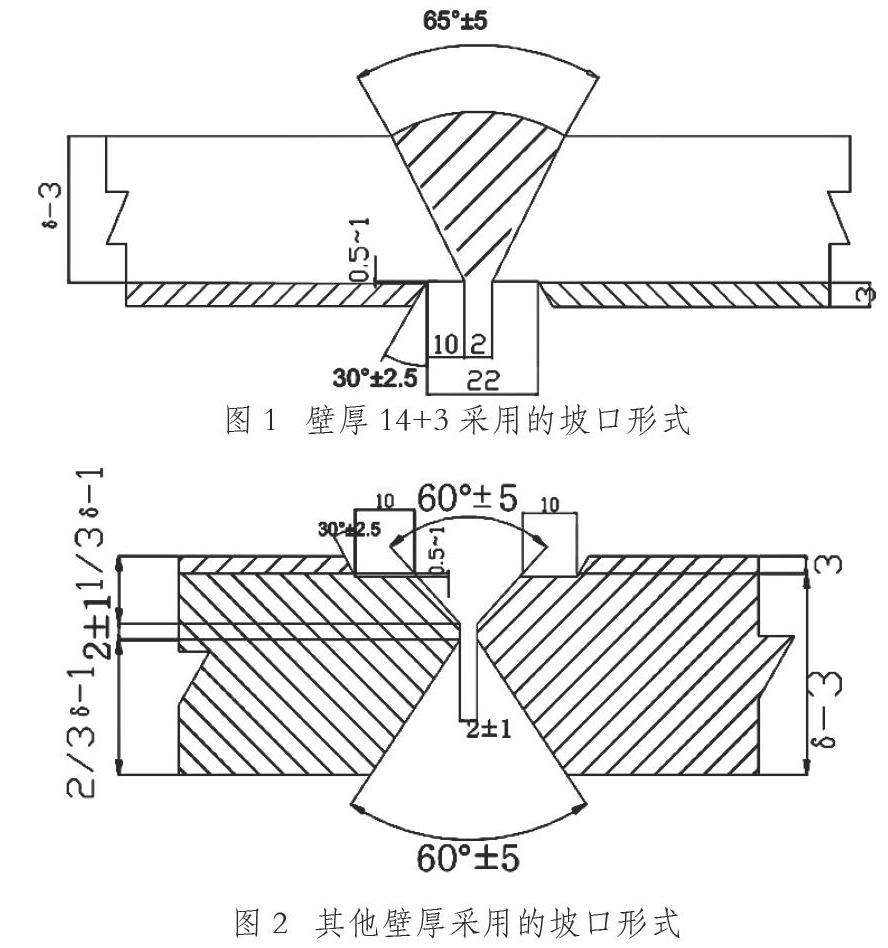
不锈钢复合钢板的坡口设计应根据填充金属量少、熔合比小、尽可能减少过渡层焊缝金属的稀释率等原则。壁厚为14+4的不锈钢复合钢板坡口型式采用单V型坡口型式,具体坡口型式及尺寸见图1,其他壁厚的复合钢板坡口型式采用X型坡口,具体坡口型式及尺寸见图2。
坡口形式的特点如下:
①焊接操作方便,有利于焊接时进行保护,焊接基层时不会伤及复层材料;②符合填充量尽量少的原则;③过渡层焊接时符合对合金元素稀释最小的原则;④基层焊缝焊接完毕进行射線检测,处理完不允许的缺陷后再焊接过渡层和复层,可最大限度地避免过渡层和复层熔敷金属不重复受热,从而保证复层焊缝的耐腐蚀性能;⑤使复层材料避开了焊接基层时的热影响区,且最后堆焊复层焊缝,保证了复层材料及复层熔敷金属的耐腐蚀性能;⑥基层与复层完全分开,便于焊工实际操作;⑦在复层侧设计30斜角,可以防止焊缝夹渣和未熔合缺陷。
2.3 坡口加工
坡口采用机械进行加工或用等离子切割坡口,用等离子切割时,复层朝下,不得将切割的熔渣落在复层上,加工完的坡口应用不锈钢钢丝刷清理,以保证表面光滑。坡口不得有裂纹和分层的存在。否则应做修补。修补时应用砂轮机磨掉缺陷,用A302焊条堆焊过渡层和复层,焊后磨平修光。
2.4 坡口组对
坡口组对应以复层为基准,复层等厚时对口错边量不能大于复层厚度的50%,且不大于2mm,当复层厚度不等厚时对口错边量按较小的复层厚度计算。坡口及其两侧各20mm范围内进行表面清理,去除油污、水、锈和及其氧化皮等对焊接有害的物质。复层距坡口100mm范围内涂防飞溅涂料。
3 焊接材料的选择
3.1 基层焊接材料选择
16MnR属于低合金高强度结构用钢,原则上选用的焊接材料与单一的钢材选用的焊接材料相同,手工电弧焊选用碱性低氢型焊条E5015(J507),这种焊条抗裂性比较好。
3.2 过渡层和复层焊接材料选择
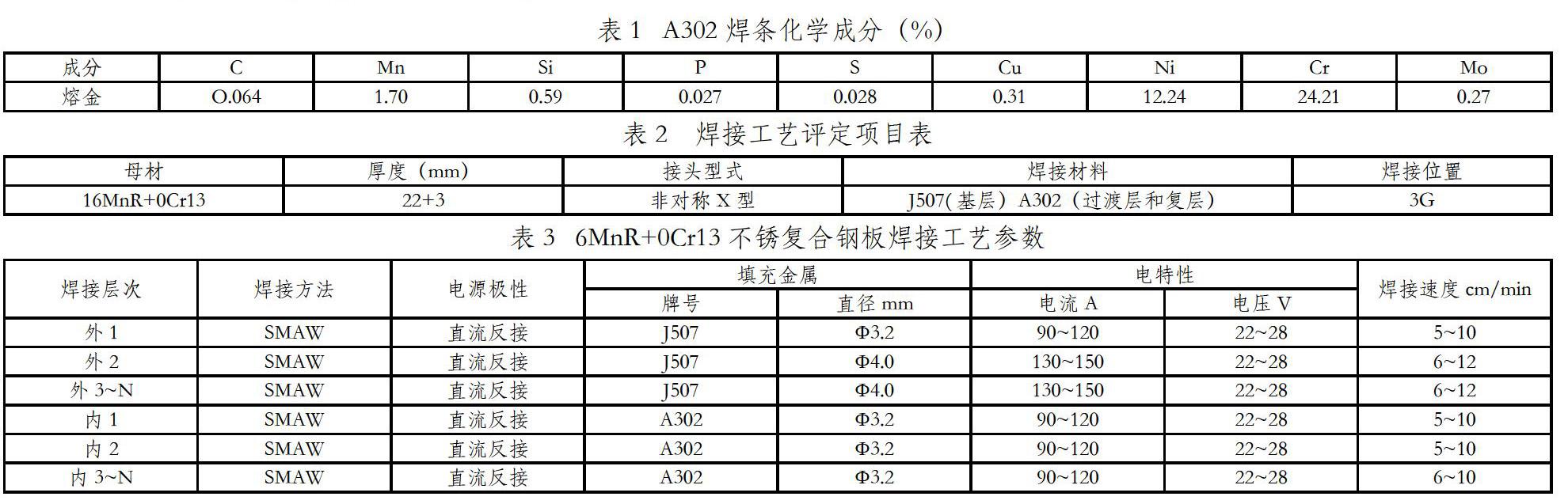
根据标准要求马氏体不锈钢复合钢过渡层和复层的焊接材料可以选用奥氏体焊接材料。25%Cr-13Ni%型焊条及可以补充基层对复层的稀释,防止产生硬脆马氏体,又能保证复层焊缝所需的合金成分,所以过渡层和复层手工电弧焊选用焊条E309-16(A302)。A302焊条化学成分见表1。
3.3 焊接要求
过渡层的焊接属于异种钢焊接,它是保证不锈钢复合钢板焊接质量的关键,也是不锈钢复合钢板焊接难度较大的区域。焊接过渡层时,要在保证熔合良好的情况下尽量减少基层金属的熔入量,为此应采用较小直径的焊条和较小的焊接线能量,多道不摆动快速焊,减少基层金属的熔入量,减少焊缝金属的稀释率。过渡层焊缝应同时熔合基层焊缝、基层母材和复层母材,并且必须完全焊满基层焊缝和基层母材,不能有裸露的基层焊缝和基层母材直接和复合层相焊。
复层焊接前,必须将过渡层焊缝表面和坡口边缘清理干净。复层焊接时,采用不摆动快速焊,并且采用较小的焊接线能量。必须严格控制复层焊接时的电流,防止焊接复层时熔透过渡层焊缝,复层的焊接应不少于2层,有利于获得和母材相同的性能。不锈钢复合层焊接时必须控制层间温度,一般不超过100℃。
为了保证不锈钢复合钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。
先焊接基层,先焊复层侧基层,采用手工电弧焊,用直径为Ф3.2的J507焊条打底,焊接电流90~120A,焊接速度5cm/min,焊接时其焊道不得触及和熔化复层。基层,其他焊道用直径为Ф4.0的J507焊条焊接至基层表面,焊接电流130~150A,焊接速度6~10cm/min。基层焊接完毕后,彻底清除过渡层熔渣及其表面附着层,并用砂轮机修磨平整,不允许有凹槽及凸起,打磨干净后用直径为Ф3.2的A302的焊条焊接过渡层,焊接电流90~120A,焊接速度为5~10cm/mm。过渡层焊接完毕后,用直径为Ф3.2的A302的焊条焊接复层,焊接电流为90~120A,焊接速度为5~10cm/mm。
3.4 焊接工艺参数
根据JB4708《钢制压力容器焊接工艺评定》标准的要求,并结合施工现场实际情况,16MnR+0Cr13不锈复合钢板的焊接工艺评定项目见表2。
工艺评定试验包括焊接接头的拉伸试验、弯曲试验、冲击试验,试验结果都满足设计和标准规范要求。
根据16MnR+0Cr13不锈复合钢板的焊接工艺评定,制定焊接工艺见表3。
4 焊缝检验
根据设计文件要求,基层焊接完毕后,先进行无损检测,检测比例为100%射线和20%的超声;过渡层焊接前需将基层焊缝待堆面打磨平,并对打磨过的基层表面进行无损检测,检测比例为100%的磁粉检测;复层焊接完毕后,需对复层焊缝进行无损检测,检测比例为100%的渗透检测。通过对焊缝的检测,焊缝合格率达到了98%。
5 不合格焊缝返修
5.1 基层焊缝返修
基层焊缝返修时,应尽量在基层侧工作,确定缺陷位置后,采用机械方法或碳弧气刨将缺陷彻底清除,必要时可增加磁粉或着色探伤,确认缺陷被完全清除后,采用原工艺或规定的工艺补焊。去除缺陷时应注意保护复合板表面,若采用碳弧气刨,应在焊接前将渗碳层和氧化皮修磨清理干净。
5.2 复层和过渡层焊缝返修
返修复层焊缝时,优先采用机械的方法清除缺陷,若缺陷離表面较深,可采用碳弧气刨的方式,先刨到发现缺陷,根据缺陷性质,如缺陷为裂纹,用机械方法清除;如缺陷为气孔、夹渣,用碳弧气刨清除缺陷,碳弧气刨刨到的其他部位应用砂轮机打磨至少2mm深度,去除渗碳层,增加PT检测,确认缺陷清除后采用原工艺或规定的工艺堆焊过渡层及复层,焊后打磨堆焊表面呈圆滑过渡或磨平。
需要在复层侧返修基层焊缝时,碳钢焊条不得在不锈钢(复层)上引弧,碳钢焊道不得接触不锈钢(复层),优先采用机械方法清除缺陷,其他参考基层焊缝返修进行。当基层返修厚度超过基层母材厚度的1/2时,还应增加无损检测,检验项目按设备设计图纸及技术条件的规定执行,检验合格后参考复层焊缝返修要求进行过渡层和复层的堆焊。
6 不锈钢复合钢板主要焊接问题及防止措施
不锈钢复合板焊接的关键在于怎样提高焊缝一次合格率,减少焊缝返修次数,过渡层裂纹是主要的焊接缺陷,其原因为过渡层焊接时过大的线能量致使焊缝熔合比增大,位于基层、过渡层熔合线附近易形成硬而脆的马氏体组织,降低了焊接接头的塑韧性,伴随着焊接热应力的影响,而产生裂纹。这种缺陷不易被发现,只有通过无损检测才能发现。不锈钢复合板对接接头过渡层或覆层焊完后应每层进行PT检测,及时发现缺陷及时处理。
7 结束语
不锈钢复合钢板在焊接施工中要严格按焊接工艺规程执行,正确理解它的焊接工艺特点,切实把焊接工艺参数控制在规定的范围内,完全可以获得满意的焊接质量,从而保证不锈钢复合钢板设备各项性能指标满足要求,设备投用后运行状态良好,证明所述工艺具有一定的先进性和实用性。
参考文献:
[1]郑建西,张连宝,何惠玲等.不锈钢复合钢板的焊接工艺[J].焊接,2005(1).
猜你喜欢
作品(2019年3期)2019-09-10
电脑报(2019年17期)2019-09-10
都市家教·下半月(2016年11期)2016-12-29
中国科技纵横(2016年20期)2016-12-28
科学与财富(2016年29期)2016-12-27
科技创新导报(2016年21期)2016-12-17
科学家(2015年12期)2016-01-20