
盾构法施工用钢筋混凝土管片相关标准及其质量管理要点
2019-11-15 08:04蔡亚宁刘振丰
工程质量 2019年8期
蔡亚宁,刘振丰
(1.北京城建集团有限责任公司工程总承包部,北京 100088;2.陕西凝远新材料科技股份有限公司,陕西 西安 712034)
0 引 言
根据中国城市轨道交通协会第二届理事会会议发布的《城市轨道交通 2018 年度统计和分析报告》:“截至 2018 年底,中国内地共有 35 个城市开通城市轨道交通,运营线路总长度 5 761.4 km”。而在城市轨道交通建设过程中,盾构法以其安全、高效和对环境影响小等优点得到了广泛应用。同时,越来越多的越江道路、电力、引水和综合管廊等工程中也采用盾构法施工。
在盾构施工中,管环要承受盾构机掘进时产生的巨大顶推力、壁后注浆压力、结构周围土体或水压等多重力的作用而不变形或破裂;在隧道成型后,管环还要承受周围的水压力、土压力和相关结构受力载荷而保持结构稳定[1]。
管环是由管片按照设计要求拼装后形成,是管片进入隧道的形式。根据隧道直径大小,管环可分为 5~9 片或更多片的管片。
管片按材质分为:钢筋混凝土管片、钢纤维混凝土管片、钢管片、铸铁管片和复合管片等。其中,铸铁管片一般作为负环管片使用,但由于其制造成本较高,现已很少采用。钢管片一般在盾构机整体过站或始发负环时使用;钢纤维混凝土管片在国外已有使用,在北京地铁十号线已完成试验研究,并有 80 环的应用实例[2]。钢筋混凝土管片是目前在隧道衬砌结构中最常使用的类型。因此,本文的内容仅针对钢筋混凝土管片(以下简称“管片”)而言。
1 与管片有关的规范
管片是盾构法施工的隧道的最小受力单元,其质量直接关系隧道整体安全和寿命。这就要求管片不仅自身需要极高的强度和抗渗要求,而且还要求其具有极高的尺寸精度和预埋件质量,以保证拼装后管环接缝严密、结构受力及其它功能目标的实现,因此,随着我国隧道建设事业的发展和盾构法的不断推广,我国与管片相关的规范以及规范制订工作不断得到完善。
1.1 与管片直接有关的国家和行业规范
在我国涉及管片的规范十分广泛,分别从盾构法施工、地下防水、管片生产工艺、检测和模具制造等有关方面对管片的要求和质量进行了规范。较宏观地规定管片质量的规范有 GB 50157-2013《地铁设计规范》[3]、GB 50108-2008《地下工程防水技术规范》(2013 版)[4]和 GB/T 50299-2018《地下铁道工程施工及验收标准》[5]。GB 50446-2008《盾构法隧道施工与验收规范》[6]是我国首部真正对盾构法施工和管片生产以及隧道验收进行了全面和系统性要求的规范,曾获得 2009 年度华夏二等奖;其中在第 6 章中从模具、钢筋骨架、混凝土浇筑和养护、成品质量和检验等对管片生产各关键工序系统地提出了要求,在第 16 章对管片的验收做出了规定,很好地指导和规范了尚在发展中的盾构法的施工。其后的 GB/T 22082-2017《预制混凝土衬砌管片》[7]和其他与管片相关的行业规范可以理解为是对 GB 50446-2017《盾构法隧道施工与验收规范》中与管片有关条款的进一步明确和细化。表1给出了目前与管片相关的国家和行业规范的大致情况。
在表1 的规范中,有的规范对于错缝拼装管片的宽度允许偏差仅为 0.5 mm,这在实际中几乎是不能实现的;关于管片生产的内容有关规范大体一致,但在有关成品检验还存在不一致的内容,需管片企业在生产前一定与管片采购或使用方协商好规范,避免不必要的麻烦。
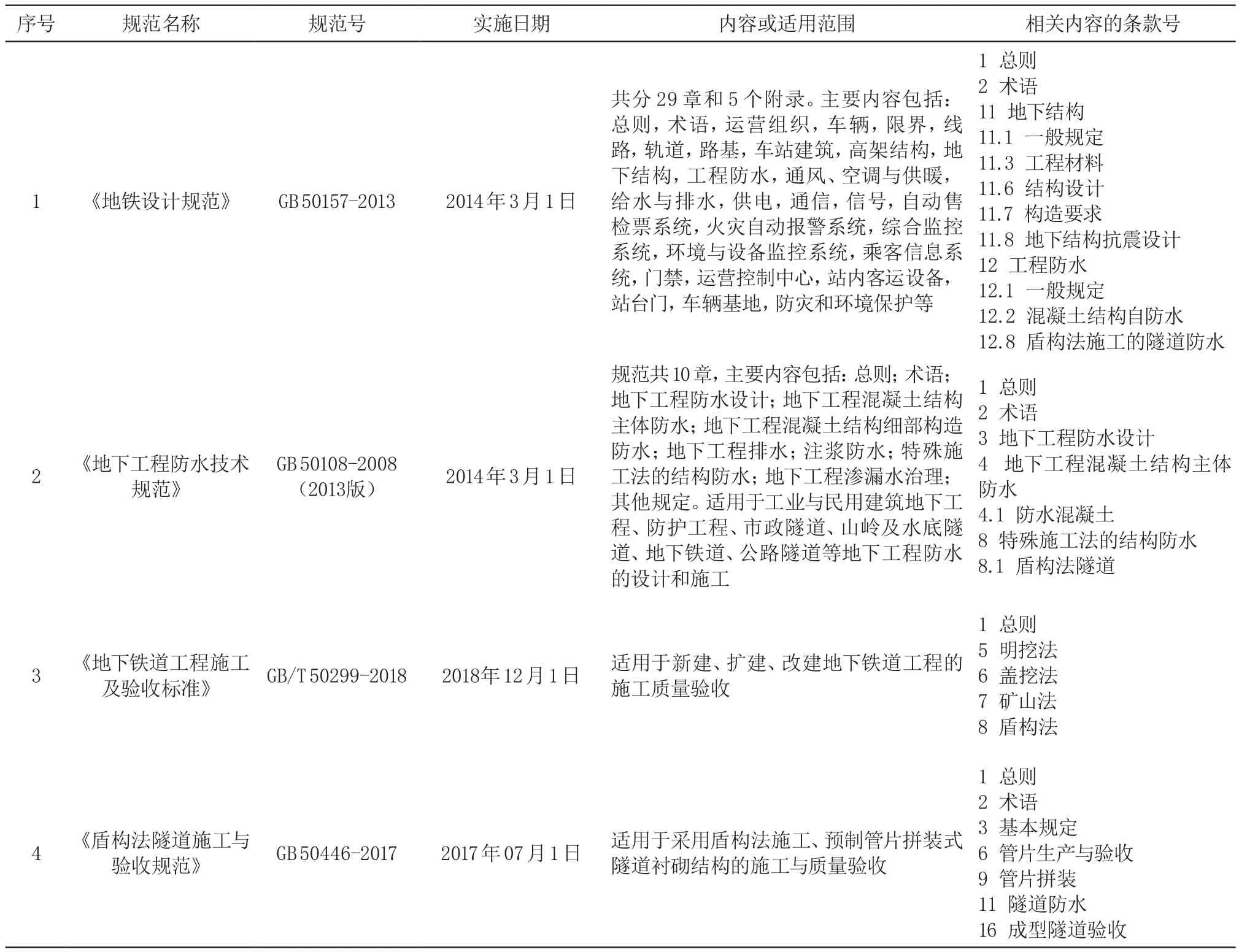
表1 与管片有关的国家和行业规范简况
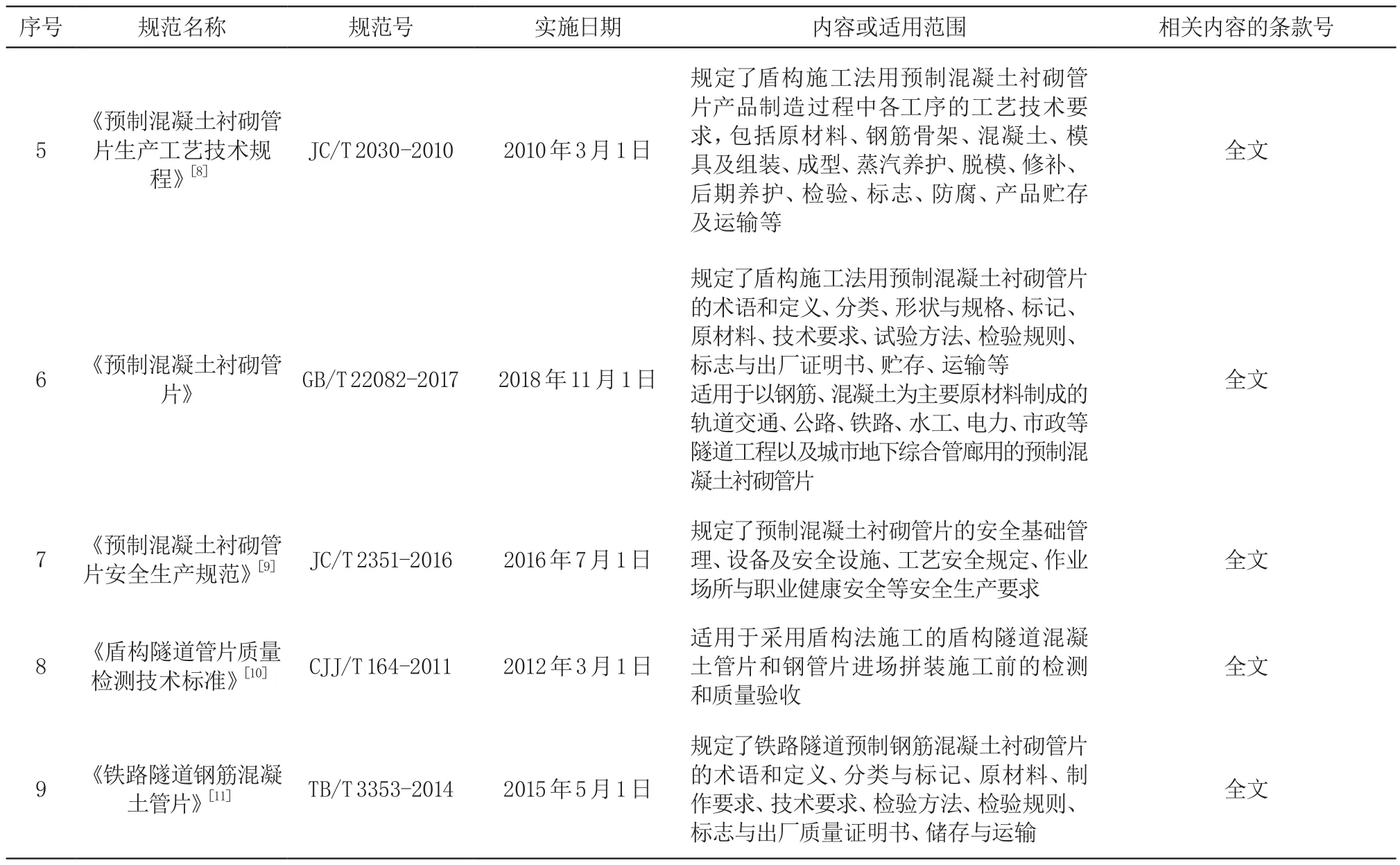
续表1
1.2 与管片直接有关的地方规范
在 GB 50446-2008《盾构法隧道施工与验收规范》(现已作废)和 GB/T 22082-2008《预制混凝土衬砌管片》(现已作废)实施之前,国内没有统一的盾构法施工和管片产品规范以指导和规范生产企业,有些城市因此根据实际需要制定了自己的地方规范,也有的城市依据国标结合当地情况制定了自己的地方规范,目前能检索到的与管片相关的地方规范如表2 所示。
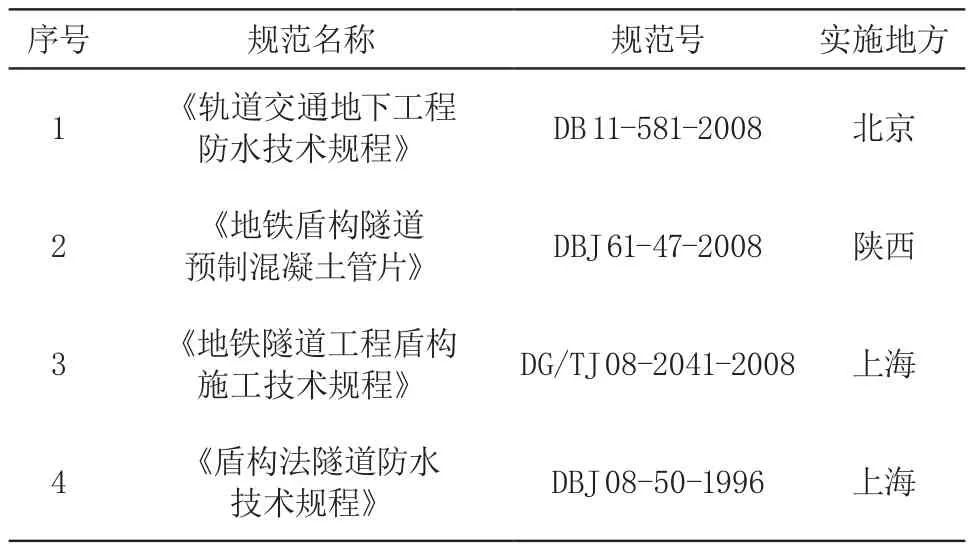
表2 与管片有关的地方规范
1.3 与管片直接有关的企业规范
在我国进行地铁建设的城市,多成立一个专门的地铁建设公司,由其负责全市范围内的有关建设管理工作,所以企业规范分为两类,一类是由地铁建设管理公司组织编制,如北京和深圳;还有一类是由管片生产企业编制,如上海、沈阳、西安及其他地方。
2 管片质量管理要点
管片生产工艺按其流水特点,一般可分为固定台座法、机组流水法及流水传送法 3 种方式,固定台坐法是操作工人在动,机组流水法和流水传送法都是模具在动,其不同点是传送法的模具是在流水线上自动行走。在新建和改建管片厂时,建议企业最好综合考虑投资规模、地区特色、市场特点、产能需求及现有设施的充分利用等因素,并结合各种生产工艺的特点,选用最适合自己的生产工艺。
在选定生产工艺后,管片生产就应按照上文有关的或在合同中约定的规范生产,以实现既能保证管片质量又能提高生产效率、成本较低的目的。
2.1 工艺流程
实际生产中,不论采用哪种生产方式,管片生产工艺流程基本一致,其流程图如图1 所示。
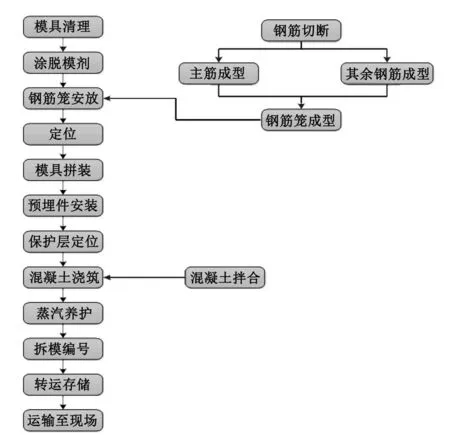
图1 管片工艺流程图
2.2 工序质量控制流程
在管片的生产过程当中,工序质量控制是保证管片最终质量的基础,其主要包括模具的清理与组装、混凝土原材料选择和配合比设计、钢筋原材加工和骨架成型、混凝土浇筑成型及养护、成品检验与一般缺陷修补等。模具的组装质量直接决定管片的尺寸和成品质量,清理是否到位直接决定管片的外观,需要按照有关规范要求加强模具的清理并确保模具组装后的尺寸符合质量要求。因管片用混凝土强度等级通常不低于 C50,以及使用不同减水剂或外加剂配制的混凝土成型后的浮浆厚度会有明显不同,因此需要对外加剂以及砂石等原材进行优选。混凝土配合比设计需要以设计的混凝土强度和抗渗等级为依据,并要留有适当的富余度;一般需要通过试拌确定新拌混凝土的工作性,过于黏稠的混凝土不利于浇筑、振捣和成型;保水性不好的混凝土经振捣会在表层产生太厚的浮浆,进而会导致成品管片浇筑面的开裂。钢筋骨架的制作成型也是非常关键的一个环节,钢筋加工前应保证表面无锈斑、灰尘、油脂及其他有害物质;钢筋骨架组装要满足成品精度控制的要求,特别是骨架入模后要适当调整垫块的数量和位置以确保钢筋保护层满足设计或规范要求,并应避免接触脱模剂;各种预留预埋要精确定位和固定。在混凝土浇筑成型工序中,在严格实施振捣程序的同时,需要观察振捣效果,一旦发现振捣设备的振捣力不足时可通过采取比如延长振捣时间、减小混凝土浇筑厚度或插入式振捣等措施,要确保混凝土既不漏振、也不过振。无论何种原因导致混凝土未能连续浇筑且浇筑上层混凝土时下层混凝土已经初凝的情况,所浇捣的管片均应报废,并需及时清理模具,以避免后期因清理混凝土给模具表面造成缺陷。混凝土养护需要严格按照养护制度及规范进行,过高的恒温温度、升降温速率以及管片表面与环境的温差都可能导致结构性的裂缝。在完成养护及管片出模后,需要对每块管片进行观感和尺寸质量检验。当管片出现的缺陷属于规范规定的一般时,需要及时修饰并进行必要的养护,属于严重缺陷的管片应进行标识并报废。具体的管片生产工序质量控制流程图如图2 所示 。
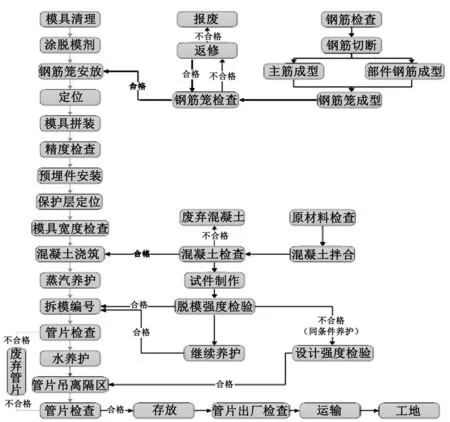
图2 管片工序质量控制流程图
2.3 管片生产关键工序的质量操作要点
关键工序是指关键部件的加工制造工序和关键部位的装配调整工序。关键工序确定的原则为:①产品质量特性为 A 级的项目或关键部位;②对工艺上有特殊要求或对下道工序有较大影响的工序、或工艺难度大、质量较易波动或问题发生较多的工序。对于管片生产,作者总结的其关键工序和质量操作要求如表3 所示[12-13]。
3 盾构管片生产常见错误认识
在管片生产中,要按照上文所述某一部或某几部规范生产并把控其生产关键工序的质量操作。但在笔者与管片企业的生产技术人员和现场驻厂监理的沟通中,发现大家在有关管片生产中容易形成以下几个错误认识,现将其列举出来,以纠正不正确的认识和观念,提升管片的内在和表观质量。
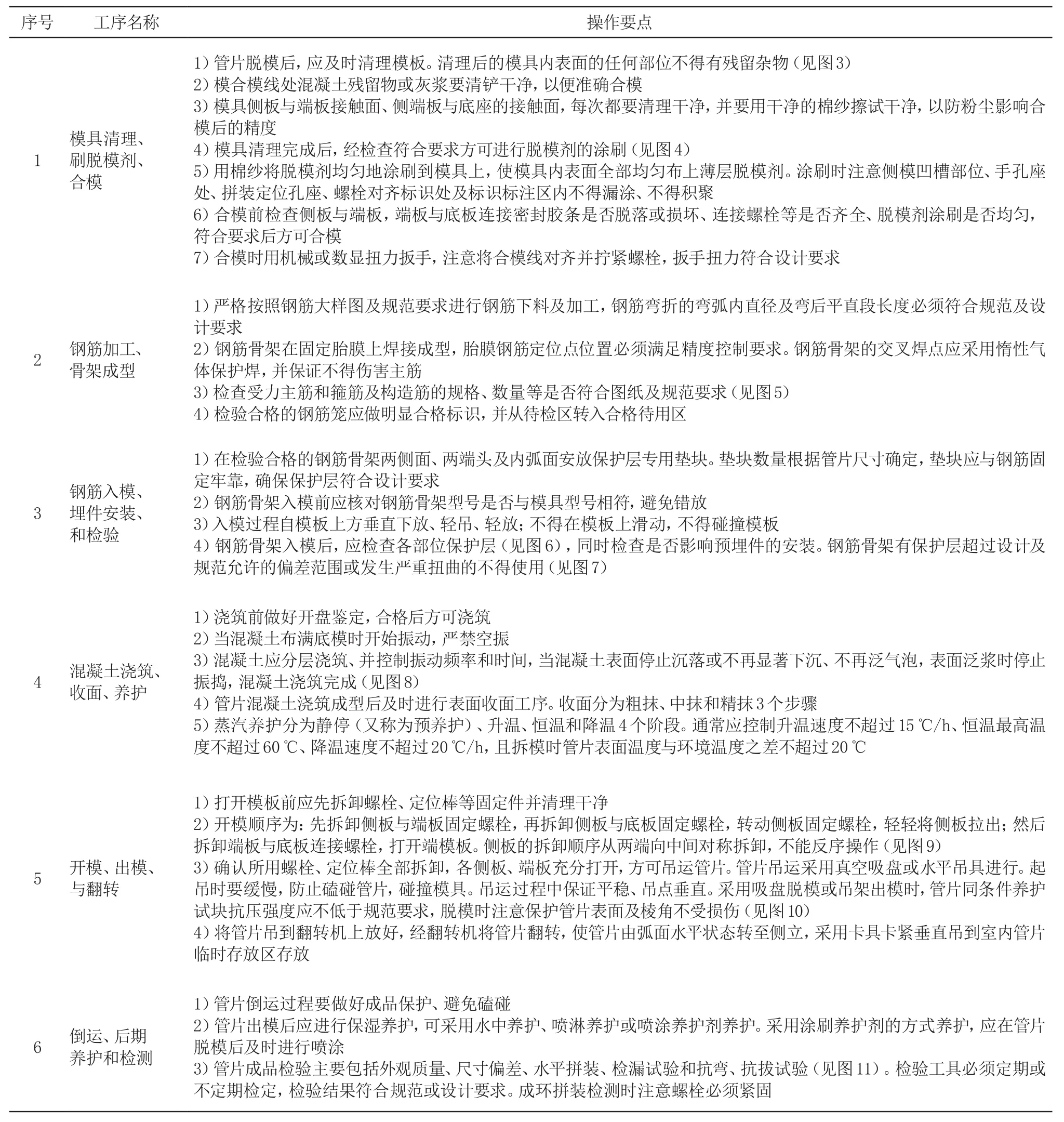
表3 关键工序的质量操作要点表

图3 模具清理

图4 涂刷隔离剂

图5 钢筋骨架检查

图6 钢筋保护层检查

图7 钢架骨架入模

图8 混凝土浇筑

图9 管片出模(吊架)

图10 管片出模(吸盘)
3.1 生产管片的混凝土水泥用量越多越好
水泥用量是混凝土强度发展的保证,单方水泥用量越多,同等条件下混凝土强度发展越快,这对提高预制管片生产效率、缩短模具周转时间有利。但是,由于水泥用量增多带来的水泥水化热增长加快将会增加混凝土结构出现温度裂缝的几率,对管片结构耐久性不利。
3.2 生产混凝土时的坍落度越大越好
纵然是保证混凝土和易性前提下混凝土坍落度增大对管片来说也不是好事,较大坍落度虽然能够提高混凝土浇筑速度,但黏聚性会随着坍落度增大而降低。由于管片模具振捣力一般较强,遇大坍落度混凝土振捣后容易出现分层现象,不利于均匀密实成型。另外,大坍落度意味着混凝土中绝对含水量增加,会相应增加混凝土干缩。当有可靠的技术做保证时,并不排除使用自密实等高性能的大坍落度混凝土的使用。
3.3 浇筑混凝土时振捣时间越长越好
振捣时间过长容易产生过振现象,虽然管片混凝土一般为低坍落度混凝土,过长时间的振捣即过振也会导致混凝土分层,故管片混凝土浇筑时应合理控制混凝土振捣时间。
3.4 管片试件的强度增长越快越好
为了提高生产进度,管片预制厂家可能会想尽办法提高混凝土早期强度。如果采用过分依赖使用早强剂或提高蒸汽养护温度的错误做法来提高早期强度,则会导致出现管片 14 d 强度>28 d 强度、混凝土强度倒缩的不利现象。
3.5 管片试件的强度越高越好
混凝土强度达到设计要求即可,超出强度规范太多的混凝土至少会带来两点危害,高强度混凝土其胶凝材料特别是水泥用量相应也较多,一方面会造成材料浪费,另一方面如果对水化反应控制不力,会不利于混凝土的结构耐久。特别是当混凝土试件强度的离散性较大时,意味着混凝土质量的控制有待改进。
3.6 管片出模后立即水养好
采用蒸汽养护的管片,出模后其管片内部混凝土温度一般高达在 70 ℃ 以上。而采取水中养护方式因水温大多在 20~30 ℃,如果出模后立即放入水中,相当于对管片内部混凝土结构进行一次淬冷,显然不利于混凝土内在结构质量。
3.7 水养时加的石灰乳越多越好
管片后期水中养护时适量添加石灰乳使水成弱碱性,有利于促进水泥水化,使混凝土结构更加致密。但如果水中石灰乳过量会使管片成品表面附着一层氢氧化钙,当遇到北方常见的酸性雨水时,就会在管片表面生成一层疏松的钙盐类物质,从而影响管片表观质量。
4 结 语
有关管片的规范目前已经形成了国家、行业、地方和企业的系统体系,生产企业应基于文中的规范进行生产,通过对原材料的优选、模具精度的保持、钢筋笼骨架的加工和安装以及混凝土施工等各个关键工序的质量把控,并在生产实践中避免文中所提到的常见错误观念,以确保管片成品的质量,切实为盾构工程提供优质产品。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
石材(2020年4期)2020-05-25
城市建设理论研究(电子版)(2019年9期)2019-09-16
铁道建筑技术(2019年5期)2019-09-14
建材发展导向(2019年10期)2019-08-24
城市建设理论研究(电子版)(2019年1期)2019-02-19
中国房地产业(2016年9期)2016-03-01
工程建设与设计(2016年4期)2016-02-27
工程建设与设计(2016年4期)2016-02-27
工程建设与设计(2016年1期)2016-02-27
