
浅谈喷涂机器人工艺缺陷产生与处理方法
2019-11-22 08:29刘磊孙中乐王兵
汽车实用技术 2019年21期
刘磊,孙中乐,王兵
浅谈喷涂机器人工艺缺陷产生与处理方法
刘磊,孙中乐,王兵
(浙江合众新能源汽车有限公司,浙江 桐乡 314500)
介绍了涂装机器人的仿型制作方法,如主、子程序的设定,仿形程序设置和坐标系选定及其坐标轴的含义等,对涂装机器人工艺参数的设置进行了论述,包括雾化器的静电高压值、成型空气量、计量泵出漆量和空气轴承转速的控制、参数的过载百分比、喷涂位置的仿型和喷涂参数设定等,分析了涂装机器人喷涂产生缩孔的原因。
机器人仿型;静电高压值;旋杯转速;雾化器
前言
汽车涂装通常使用的静电喷涂机器人品牌主要有DURR、ABB、YASKAWA DOOLLIM等,均为外国品牌。近两年,国内有部分专业喷涂设备厂家专门研发喷涂雾化器;喷涂雾化器的质量直接决定喷涂质量,目前国产雾化器已经完全兼容或替代国际品牌雾化器,其中具有代表性的国产品牌是天津铭捷,其雾化器能够完全与国外品牌喷涂机器人雾化装置兼容。通过国内科研人员不断研发和国内智能装备的整合,预计在2020年喷涂整车的静电旋杯喷涂机器人能国产化,未来将打破发达国家的喷涂技术垄断,为中国智能制造奠定坚实的基础。
目前,在喷涂设备方面处于国际领先水平的是德国DURR公司设计的静电喷涂系统。本文根据杜尔公司涂装机器人在汽车涂装现场的应用情况,展开对机器人仿型制作及其对漆膜影响的探讨。
1 涂装机器人的安装方式
杜尔公司喷涂机器人应用较多,现场安装方式样式通常有固定底座喷涂和壁挂式喷涂,目前比较流行的喷涂方式是将机器人固定在水平或者垂直的轨道上,机器人通过伺服电机与齿轮齿条的机械力传递,形成第7轴驱动。
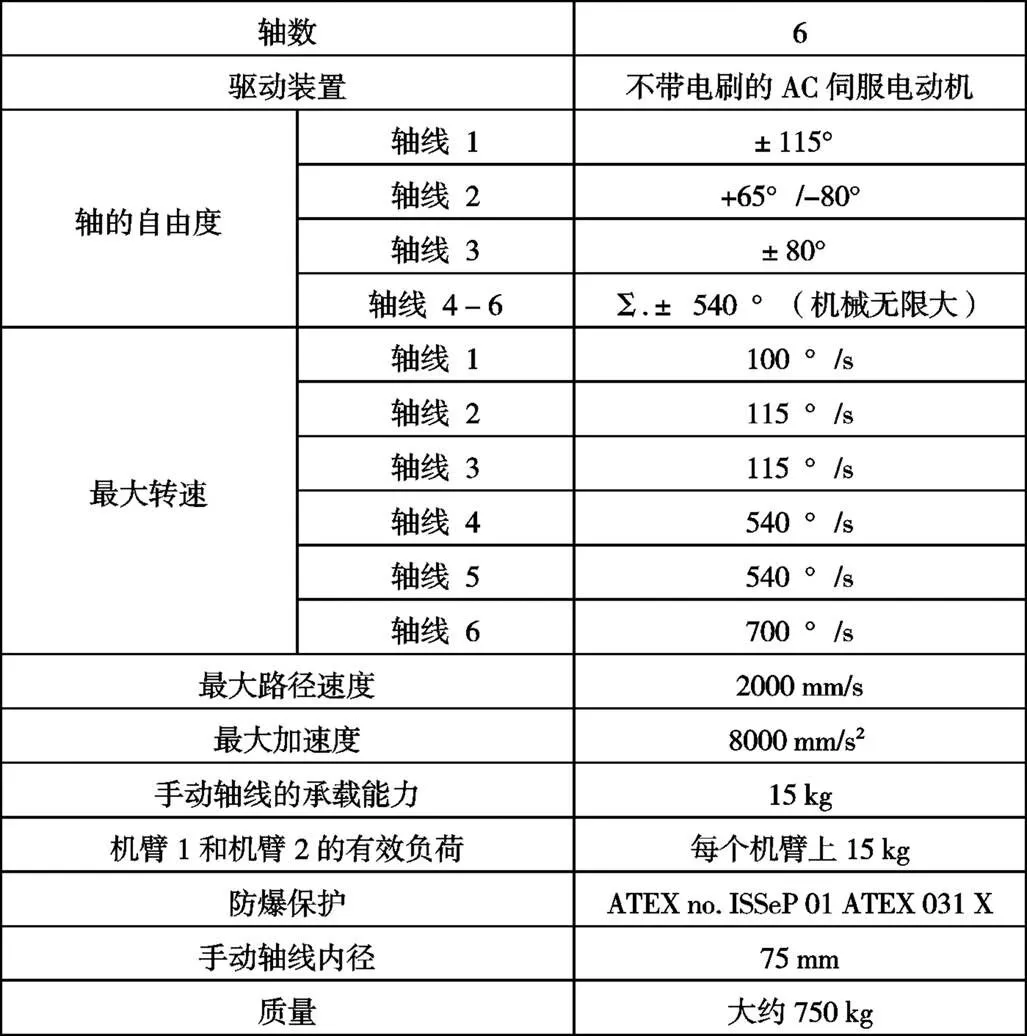
机器人内部装置了油漆管线,此管线制约着机器人运动的动作幅度。因此,掌握机器人的运动特性对仿型制作有参考意义。表1是EcoRP6 F140型机器人参数。
表1 EcoRP6 F140型机器人参数
2 涂装机器人的仿型制作
在新车型投入车间准备生产时,将新车型数模导入3Donsite软件中,根据导入数模可离线制作仿型。在没有数模的情况下,选用在线制作仿型,离线和在线制作仿型各有特点,离线制作需要熟悉喷房的距离、接近开关的位置和触发点的位置。在线制作可减少调试时出现的计算偏差,制作出的仿型更接近于实际喷涂状态。机器人仿型制作应考虑因素包括机器人安装位置、输送链速度、等待时间、开关枪位置、机器人运行速度和加速度、机器人轨迹坐标、喷涂参数等。下面介绍汽车涂装线机器人车型仿形及参数设定方法。
2.1 主程序设定
在3Donsite软件中,新建一个新车型,主程序包括工具设定、跟踪范围、喷涂区域、等待喷涂距离等。
STARTPROG ("MAIN") 主程序开始
SELECT("R11") 选择R11机器人
SETTOOL(ECOBELL2_200) 设定喷涂工具
SETOBJECT(H13) 选择喷涂车身
CALL"R11WP"() 调用等待点
SET_TRACKINGWINDOW(0.0 8000.0) 设定喷涂空间
WAIT_CONVEYOR(1515) 等待输送运动距离
TRACKING( On) 跟踪开始
CALL"H13TV"() 调用第一个喷涂区进行喷涂
WAIT_PAINTPOSITION(700) 等待700mm
CALL"H13SE1"() 调用第二个喷涂区进行喷涂
WAIT_PAINTPOSITION(1600) 等待1600mm
…
TRACKING(Off) 跟踪关
TRACKING(Finished) 跟踪结束
CALL"HOME"() 调用回家位置
RELEASE ( "R11") 释放R11
ENDPROG( "MAIN") 结束主程序
RETURN 返回主程序开始位置
确定好等待点R11WP坐标,该点坐标主要根据经验来判定。通常选用离喷涂车身较近的点,以喷涂室及时到达第一个喷涂区域作为第一个等待点。等待点设置的合理,可以避免喷涂过程中产生的振动和限位。
2.2 子程序设定
子程序模块即各个喷涂区域的模块,所有的子程序模块必须在主程序中调用才有效。
第一个喷涂区域是H13TV,其设定方法如下(“--”表示程序忽略):
STARTPROG("H13TV") 子程序开始
SELECT("R11") 选择R11机器人
SETTOOL( ECOBELL2_200) 设置喷涂工具
SETOBJECT(H13)
SETTRIGGERPAR(G50) 刷子设置
LOADBRUSHFILE() 装载喷涂参数
MOVE("H13TV") 运行TV模块
VEL(V450) 运行速度
ACC(A3500) 运行加速度
OVERLAP( NODEC50)
VEL(V450)
LIN(P1) 第一个喷涂区域H13TV模块第一个轨迹点
SETBRUSH(Gun1 1 P2 TR1) 设置喷涂参数
GUN(Gun1 GunOn P3 TR2) 设置开枪点
VEL(V450)
LIN(P1)
…
LIN( P20)
--GUN( Gun1 GunOff P21 TR3)
SETBRUSH( Gun1 2 PO1 TRG1)
LIN( P22)
LIN( P23)
GUN( Gun1 GunOn P24 TR4)
LIN( P25)
…
LIN( P35)
--GUN( Gun1 GunOff P36 TR5)
--SETBRUSH( Gun1 2 P37 TR6)
VEL( V450)
--SETBRUSH( Gun1 8 PO2 TRG2)
SETBRUSH( Gun1 8 PO3 TRG3)
LIN(P38)
VEL(V450)
LIN( P39)
GUN( Gun1 GunOn P40 TR7)
LIN( P41)
LIN( P42)
LIN( P43)
SETBRUSH( Gun1 3 P44 TR8)
LIN( P45)
LIN( P46)
SETBRUSH( Gun1 4 P47 TR9)
LIN( P48)
…
LIN(P64)
GUN(Gun1 GunOff P65 TR10) 关枪
LIN(P66)
ENDMOVE ( "H13TV") 结束第一个喷涂区域
RELEASE ("R11") 释放R11
ENDPROG( "H13TV") 结束TV程序
RETURN 返回主程序
每个LIN点都是由机器人的“WORLD”坐标系(X,Y,Z)组成。
2.3 涂装机器人坐标系
机器人仿型制作通常采用在机器人世界坐标系中制作,输送链的前进方向对准+X方向。各坐标轴的含义如下:+X:输送链前进方向;-X:与输送链前进相反的方向;+Y:沿输送链进行左侧方向;-Y:沿输送链进行右侧方向;+Z:喷漆室的顶部方向;-Z:喷漆室的地板(格栅)方向。如下图所示。

图1
机器人分布情况通常采用左右两边对称的方式,在链速和喷涂面积允许的情况下,顶盖喷涂位置可采用单台机器人完成。
2.4 涂装机器人仿形程序设置
下面以4台机器人组合的面漆站喷涂为例,阐述机器人的仿形程序设置。4台机器人分左右两边布置,左侧机器人为R11、R12,右侧机器人为R21、R22。车身采用对称喷涂,对称喷涂在仿型制作时只要做好一面直接镜像即可完成仿型制作。不对称喷涂可减少机器人轨迹转折的次数,减少机械冲击,适用于喷涂小车型的顶盖。R11机器人仿形见图2。

图2
如图2所示,在后盖喷涂位置机器人有较大幅度的角度变化,在制作时应注意等待位置的设定,确保机器人能连续喷涂不报警。R11机器人仿型做好后,通过镜像即可获得R21机器人的仿型。R12和R22机器人仿型也按对称的方法制作。图3a、3b是顶盖对称和不对称现场仿型图片。
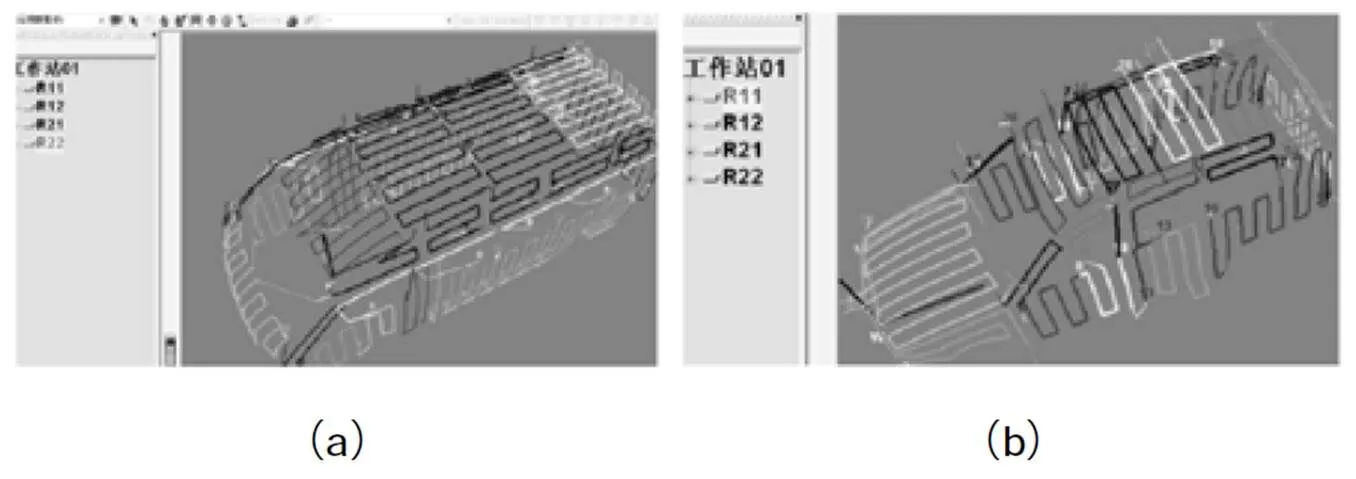
图3
3 涂装机器人工艺参数设置
运动仿形程序设置完成后,需要对喷涂参数进行加载。以下是机器人工艺参数的常用设置。
3.1 机器人雾化器的静电高压值
在喷涂中,环境对喷涂影响效果最大,电场强度大于4500V/cm时,易产生静电释放,车身的折边、锐角处,由于静电效应产生油漆堆积流挂等工艺缺陷。高压静电电压电场强度小于4500V/cm时,油漆上漆率偏低,油漆雾化的颗粒大,易产生少漆、颗粒等问题,产生油漆浪费和对环境的污染。因此,涂装中常用静电高压值高电压参数范围为40~70kV,根据金属漆、中涂漆和清漆而有所不同。锐角边缘部位,通常设置为45~60kV。
3.2 机器人雾化器的成型空气量
成型空气分别用LL1和LL2表示,其中LL1常用于大面积喷涂场合, LL2整形出来的扇面较小,适合喷涂较窄的区域,减少油漆的浪费。
3.3 机器人的计量泵出漆量的控制
油漆从旋杯出漆的比例,其中分配盘边缘出漆80%,分配盘中心孔出漆20%;根据各个站的油漆参数要求,在3Donsite软件中设定合理的油漆参数。
3.4 空气轴承转速控制
每分钟轴承转速高达30 000~60 000转的速度,清漆转速为35 000~45 000 r/min,这些值只是参考值,在金属漆喷涂场合,最高转速可达到55 000 r/min,这主要是为了减少喷涂静电油漆粒子定向排列产生的发花问题。油漆流量越大,要求的旋杯转速也越高。
3.5 参数的过载百分比
过载百分比可以定义各参数,如输送链速度、油漆流量(P)、成型空气量(LL)和高电压值(HT)等参数的百分比数值。有时生产线为了提升节拍产量,提输送链速度,这时可以修改过载百分比,计算方法如下:
过载百分比=(V2-V1)/V1×100%
其中,原链速V1,现链速V2,单位均为m/min
此方法适用于批量调整,个别油漆参数发生变化即不适用此方法。
3.6 喷涂位置的仿型
由于喷涂位置离车身太远易造成少漆,比如喷涂距离超过300 mm,其仿形结果如图4a所示。

图4
如果此仿型向车身靠近,见图4b。从图4b可以看出,机器人手臂易砸到车身。遇到这种大车型的特殊情况,应采用分段喷涂,将后盖分为两次喷涂:让机器人先喷涂一部分,距离一段时间后再喷涂剩余部分。分段喷涂后仿型如图5c所示。分为两段喷涂后,避免了机器人挤压车身,喷涂点也可以向车身靠近,喷涂距离可缩短为200-250mm。
3.7 喷涂参数设定

图5
原漆调好后,喷涂参数均在3Donsite软件中设定,工艺参数调整界面见图5。
根据实际喷涂缺陷,调整此表中对应的参数,保存即可改变喷涂参数。在实际应用中,应根据现场实际情况进行调整。
4 涂装机器人喷涂产生缩孔的原因
(1)机器人喷涂过程中,其4/5/6轴是联动运行的,其内部齿轮在啮合部位涂有润滑脂,长期运行过程中润滑脂渗出,滴落到车身即产生缩孔。
(2)在日常维护过程中,通常会在第4、5、6轴涂抹凡士林,过量地涂抹凡士林,凡士林滴落到车身会产生缩孔;如果凡士林涂抹到整形空气环部位,则在喷涂过程中,会产生大面积缩孔。
(3)每日清洁机器人时,擦拭机器人雾化器的毛巾需拧干,如果用沾满溶剂的毛巾擦拭,溶剂在雾化器表面和旋杯表面集聚,喷涂时也会产生大面积缩孔。故而日常维护工作中,维修人员需经过专业培训才能作业,不注重细节,极易产生喷涂缺陷。图6为手轴内部机械部件。
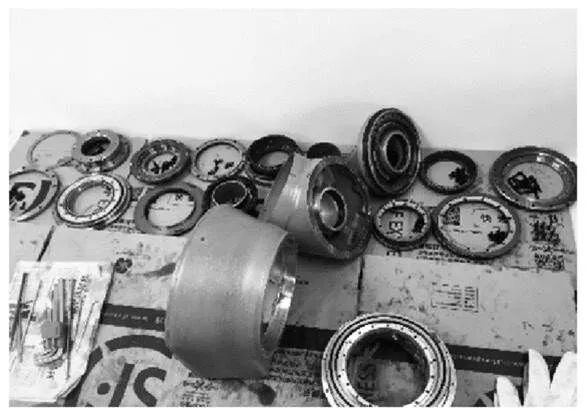
图6
5 结语
以上论述了机器人仿型制作及其对喷涂的影响,机器人喷涂的影响只是喷涂工艺的一部分,在实际应用中对喷涂影响因素还有很多,涂装喷涂设备、工艺、材料是直接决定喷涂车身漆膜质量。因此在实际生产线施工中,需要根据实际情况,制定严格的管控体系,确保喷涂工艺参数可控可调。
Discussion on the production and treatment of technological defects in spraying robot
Liu Lei, Sun Zhongle, Wang Bing
( Zhejiang Hezhong New Energy Automobile Co., Ltd., Zhejiang Tongxiang 314500 )
Coating profile of the robot are introduced production methods, such as the main, setting subroutines, copying the program Settings and the meaning of the selected coordinate system and the coordinate axis, etc., has carried on the elaboration to the coating process parameters Settings for the robot, including static pressure value of the atomizer, air quantity, the quantity of paint metering pump and percentage of overload control, parameters of air bearing rotating speed, spraying position profile and spraying parameters setting, etc., analyses the spray painting robot causes of shrinkage cavity.
Robot profiling; Electrostatic high voltage value; Cup speed; Atomizer
B
1671-7988(2019)21-182-04
U445 文献标识码:B 文章编号:1671-7988(2019)21-182-04
刘磊(1980.07-),男,大学本科,高级工程师,就职于浙江合众新能源汽车有限公司。研究方向:工厂规划。
10.16638/j.cnki.1671-7988.2019.21.065
CLC NO.: U445
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
小哥白尼(趣味科学)(2022年2期)2022-05-25
小读者(2022年3期)2022-03-03
孩子(2020年11期)2020-11-17
决策探索(2019年17期)2019-09-20
风流一代·经典文摘(2019年5期)2019-05-17
科学大众·小诺贝尔(2016年11期)2017-01-10
家用汽车(2016年9期)2016-11-04
恋爱婚姻家庭·青春(2009年3期)2009-08-04
