附件4腐蚀控制工程全生命周期理论、标准化及其在烟道气脱硫装置中的应用
2019-11-25 07:40中蚀国际腐蚀控制工程技术研究院院长王贵明
全面腐蚀控制 2019年10期
中蚀国际腐蚀控制工程技术研究院院长 王贵明
0 引言
传统的一物降一物的防腐蚀技术和方法不能从根本上解决因腐蚀造成的安全、环境的破坏问题,腐蚀控制工程全生命周期理论应用经济学、系统工程、工业工程、工程科技等现代管理学对腐蚀控制工程全生命周期各环节、各要素加以控制、优化和协调,国际腐蚀控制工程全生命周期标准化技术委员会的成立,标志着国际社会对该理论的一致认同;《腐蚀控制工程全生命周期通用要求》等四项国际标准提案的立项与顺利推进将该理论及其标准化成功落地;《腐蚀控制工程全生命周期通用要求》在烟道气脱硫装置腐蚀控制的应用,则是将腐蚀控制工程全生命周期理论成功地应用于实践的典型案例。
1 腐蚀控制工程全生命周期理论
1.1 腐蚀与腐蚀控制工程
腐蚀存在普遍性、隐蔽性,给人类社会带来危害的渐进性、突发性和严重性,这些都直接、间接地引发了安全问题、环保问题,且许多重大腐蚀事故所造成的人员伤亡、设施损坏、环境污染、生态破坏等都与腐蚀密切相关,特别是易造成人身伤亡和财产损失的重大安全事故包括埋地管网、长输管道、化工生产设施、核电厂装置设施、海洋工程装置设施、高铁装置设施、大型工业设施、钢筋混凝土构筑物、航空、航天基地场地等,这已在上个世纪七十年代就已经形成了国际社会的初步共识,腐蚀对社会有限资源的破坏所造成的损失每年占当年国民生产总值GDP的3%~5%,通过有效的腐蚀控制能减少腐蚀损失的30%左右,占GDP的1~5%。
1.2 理论要点
以腐蚀控制工程全生命周期为对象,在确保人身健康和生命财产安全、国家安全和生态环境安全的经济社会运行底线的基础上,以谋求经济、生命长周期和绿色环保的最佳效益为目标,对影响其实现的腐蚀控制工程全生命周期全过程链条上的所有相关必保的有关条件、环节、节点和要素以及其上的相应腐蚀风险等(目标、腐蚀源、材料、技术、设计、研发、制造、施工、贮存和运输、安装和调试、验收、运行、维护保养、修复、报废与处理、文件和记录、资源管理、综合评定)实施整体性、系统性和相互协调优化性的控制,并使其所有必保条件和要素与要素、环节与环节、节点与节点、局部与全局等在相互交织中达到相互支撑、相互协调、相互优化等的综合性的科学性、技术性的控制管理;而仅靠腐蚀控制工程全生命周期全过程链条上的某一必保条件或要素或环节或节点等进行控制,或不是整体性或系统性或达不到相互协调优化性、相互支撑等,腐蚀都是绝对得不到控制的。
腐蚀控制工程全生命周期的理论确保主体工程的最佳效益:腐蚀潜附存在于整体的主体工程之上或其上的某一部分或某一点上的所有腐蚀或腐蚀点都必须得到百分之百的、即便是一个针眼的腐蚀点也必须要得到经过相应的腐蚀控制工程全生命周期全过程链条上所有必保条件、要素、环节、节点进行整体性、系统性和相互协调优化性,并使其所有必保条件和要素与要素、环节与环节、节点与节点、局部与全局等在相互交织中达到相互支撑,相互协调,相互优化等的控制,方能确保主体工程的最佳效益的目标。
腐蚀控制工程全生命周期的理论颠覆了全世界上百年来专注于以防为主的单一的、被动的对腐蚀问题进行一物降一物的专业技术探讨、钻研、专业标准制定的理念,做出了重大突破和创新。
1.3 解决的问题
(1)突破了人们长期对腐蚀边缘学科的认识,是一项重大的国际工程科技创新;
(2)是贯彻落实国家供给侧结构性改革的一项重大的实实在在的可操作实施的具体措施;
(3)是在消化吸收经济学和现代管理科学理论基础上的重大突破、发展和创新;
(4)是解决从源头上开展预控和预警各行各业隐蔽性、渐进性破坏的各种不安全腐蚀隐患的国际上目前最有效、最可靠的科学办法;同时供应侧从源头上开始就要考虑制定出腐蚀控制工程事后的循环经济的方案、社会责任,不为全球留下任何危害;
(5)是当前我国大量的、在役的基础设施、工程和装置中潜在的腐蚀安全风险、环保风险的最佳解决方案;
(6)是创立世界未来工业项目实施及管理的新模式,此项工程的实施,对奠定我国在未来世界工业的地位及领导作用有非常重要的意义;
(7)在开展适应现代工业化、信息化高度融合的大数据的基础上,进而全面实施互联网+,为实现腐蚀控制工程全生命周期全智能化服务将做出重大贡献。
(8)通过这一领域标准化的制定和实施,可以使任何一个腐蚀控制工程项目从开始就能依据遵循相应的标准,对该腐蚀控制工程全生命周期全过程链条上所需要相关必要确保的有关条件、环节、节点、要素以及其上相应的腐蚀风险等就能够制定出相应的具有针对性的整体性、系统性、相互协调优化性的综合性的科学保证及预防措施和相应规范;在投入生产运行过程中就能够依据遵循相应的科学保证及预防措施和相应规范、随时随处加以监视、控制;一旦出现腐蚀风险同样能够依据遵循相应的科学保证及预防措施和相应规范提前预警,实施相应的预案和对策,实现防止和杜绝各种突发性,特别是重大安全事故环保事故的发生。
1.4 国际社会评价
国际社会对腐蚀控制工程全生命周期理论为解决安全、节能、环保,确保主体工程高效、经济、长寿命运行,给予了高度的评价。
发展腐蚀控制工程全生命周期标准将促进最佳实践,更好地提升管理基础设施的能力,减少影响环境和增加成本的灾难性事故发生(加拿大Kingston, Darryl Mr.);腐蚀控制全全生命周期管理非常重要,可以提高制造部件、装置的可持续性,减少管道、容器中有害物质泄漏带来的污染,避免重大危害 (法国COSTES,Alain M.);腐蚀控制生命工程生命周期将是最通用的指导和最好的实践,有效的腐蚀控制程序将提高环境的可持续性、安全和减少灾难性的发生(美国Team,ANSI ISO);腐蚀引起的破坏是多种多样的,腐蚀控制工程生命周期的标准化将是一个了不起的主动解决问题的途径(印度Sachdeva,Bhawana Dr);根据与广泛的相关利益方商讨,该提案具有广泛的市场关联性(奥地利Gruen,Karl Mr);这一新的活动领域可以用作现有的TC及其互连的补充(捷克Kuklova, Lydie Mrs.);生命周期评价(LCA)标准目前不包含在任何TC中,但越来越重要。这是一个对现有ISO TC很好的补充,它不与ISO/TC 156形成竞争(荷兰Bijl,Pim Mr.);我们同意成立新TC,原因是目前ISO没有一个TC是和腐蚀控制工程生命周期标准重叠,腐蚀控制是一个跨学科和综合性的工程技术,ISO/TC 156, ISO/TC 35 or ISO/TC 107并不能覆盖它,我们认为产品生命周期的标准化具有市场需求(波兰Terlecki, Piotr Mr)。
2 腐蚀控制工程全生命周期标准化
2.1 国际标准化技术委员会的成立
中美两国联合提案申请,经全世界172个国家三个月(2015年11月21-2016年2月21日)的投票认可,又经过TMB15个国家一个月(2016年3月1日-3月29日)的投票通过,最后经TMB全体会议以ISO/TMB75/2016号决议批准成立的。中国担任秘书国,中国推荐美国为主席国,国家授权由中国工业防腐蚀技术协会具体承担秘书处工作,同时承担国内技术总对口单位,并且代表国家以积极成员国身份参加本领域的国际有关活动(P国)。
2.2 标准化体系的建设
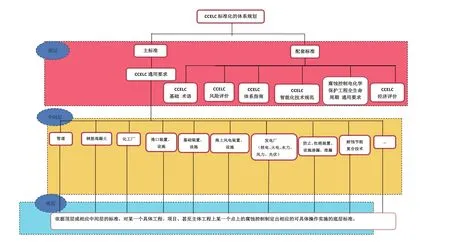
腐蚀控制工程全生命周期标准化体系包括三个层次,即顶层标准、中间层标准和底层标准,体系规划见“CCELC标准化的体系规划”图,每个层次标准介绍如下。
2.2.1 顶层标准
(1)主标准:腐蚀控制工程全生命周期通用要求;
(2) 配套标准:腐蚀控制工程全生命周期基础 术语、腐蚀控制工程全生命周期标准体系指南、腐蚀控制工程全生命周期风险评价、腐蚀控制工程全生命周期经济评价、腐蚀控制工程全生命周期智能化技术规范、腐蚀控制电化学保护工程全生命周期通用要求。
2.2.2 中间层标准
针对某些腐蚀严重、关系安全且涉及面广的典型腐蚀控制工程领域,如发电厂(核电、火电、水力、风力、光伏)、化工厂、钢筋混凝土、管道等制定标准。按照顶层标准制定的模式制定相应的行业、专业腐蚀控制工程全生命周期的相应具体的标准。
2.2.3 底层标准
依据顶层或相应中间层的标准,对某一个具体工程、项目、甚至主体工程上某一个点上的腐蚀控制制定出相应的可具体操作实施的底层标准。
2.3 国际标准的研制
目前,ISO已批准立项、在编的标准包括以下四项:《腐蚀控制工程全生命周期 通用要求》、《腐蚀控制工程全生命周期 风险评价》、《管道腐蚀控制工程全生命周期通用要求》和《火电厂腐蚀控制工程全生命周期通用要求》,其中ISO/AWI 23123《腐蚀控制工程全生命周期 通用要求》于2018年1月批准立项,ISO/AWI 23222《腐蚀控制工程全生命周期 风险评价》和ISO/AWI 23221《管道腐蚀控制工程全生命周期通用要求》于2018年3月批准立项,三项标准现在已顺利推进至委员会草案(CD)阶段,标准的文稿在日本会议上通过与各成员国的沟通、交流,对三项标准的修改初步达成了一致意见,待对文稿修改并经相关成员国确认后,提交ISO/TC56/SCl标准委员会启动全球成员国的投票,投票通过后,即进入DIS、FDIS阶段,最后发布与实施。ISO/AWI 24239《火电厂腐蚀控制工程全生命周期通用要求》于2019年7月批准立项,现处于标准的编制起草阶段。
3 理论在烟道气脱硫装置中的应用
3.1 案例介绍
某化工集团自备电厂共有4台锅炉75t/h烟道气脱硫装置,脱硫塔腐蚀控制工程采用玻璃鳞片内衬腐蚀控制隔离技术,自2015年11月17日验收运行后,不断出现腐蚀控制层脱落、塔壁腐蚀穿孔、喷淋支撑樑腐蚀断裂、喷淋管堵塞结晶最后断裂、底板腐蚀控制层被掉下的喷淋玻璃管砸坏而腐蚀泄漏等,致使脱硫塔一直无法正常运行,中间进行维修,维修部分累修累坏。经委托,中国工业防腐蚀技术协会组织专家组依据《腐蚀控制工程全生命周期通用要求》(GB/T33314-2016)对脱硫塔腐蚀控制层失效进行了技术鉴定,鉴定内容包括:
工程竣工验收后多次出现脱硫塔内壁玻璃鳞片脱落现象,钢制塔壁受到强酸腐蚀,短时间内塔壁腐烂造成酸性液体(硫酸铵)大量泄漏;脱硫塔耐蚀性能差,严重泄漏;
脱落的玻璃鳞片堵塞喷淋系统,喷头被堵塞后造成系统停车;硫铵增浓段管道与脱硫管道堵塞;
脱硫塔内支撑大梁被腐蚀断裂,造成严重安全隐患;设备支撑梁(架)耐腐蚀性差,严重断裂;
多次对腐蚀控制层维修,但不能从根本上解决问题。
3.2 腐蚀控制工程全生命周期理论解剖案例
本案例——烟气脱硫装置脱硫塔腐蚀控制工程项目涉及的腐蚀控制工程全生命周期的要素和环节包括:目标、腐蚀源、材料、技术、设计、施工、验收、运行、维修、文件与记录、资源管理、综合评定等。通过对烟道气脱硫装置全生命周期上的上述要素和环节解剖,揭示了腐蚀控制工程全生命周期理论才是解决腐蚀问题的途径。
(1)目标:使烟道气脱硫装置脱硫塔腐蚀得到有效控制,达到安全、经济、长生命周期运行和绿色环保的最佳效益;
(2)腐蚀源:包括烟气成分、温度、脱硫塔的运行工况等;
本案例中,在确认腐蚀源时,未考虑到粉尘浓度超标引起的喷淋玻璃钢管堵塞、结晶、断裂,掉落砸坏增浓段底板的防腐层,从而导致底板腐蚀泄漏。
(3)材料的选择:根据腐蚀源、使用的业绩、设计要求选择适宜的腐蚀控制材料;
本案中,应选择耐160℃高温型乙烯基脂玻璃鳞片胶泥,但实际选择了中温(耐温130℃)型的乙烯基脂玻璃鳞片胶泥,材料的选择不当是腐蚀控制层失效的原因之一。
(4)技术的选择:选用隔离技术,内衬玻璃鳞片;
(5)设计:本案例中,根据入口端、脱硫塔不同吸收段的腐蚀源及运行工况,分别设计使用耐温180℃、150℃、110℃三种玻璃鳞片内衬方案;设计厚度≥2mm;
(6)施工:表面处理采用喷砂除锈至Sa2.5级;玻璃鳞片胶泥采用人工刮涂;
案例中,技术方案要求采用喷砂除锈至Sa2.5级,但缺乏记录的支撑,无法判断表面的处理状况,表面处理不达标,也是腐蚀控制层失效的主要原因;
(7)验收:包括原材料验收、中间验收(隐蔽工程验收,如表面处理验收)、骏工验收。
案例中,验收材料除了原材料资料外,缺少中间验收,尤其是设备防腐移交验收、表面处理验收、竣工验收等记录,导致防腐失效没有可追溯的依据;也可能施工过程中就没有记录,无法确保腐蚀控制工程质量;
(8)运行:运行过程中对腐蚀控制工程影响较大的包括烟气成分、烟气温度,尤其是脱硫塔不正常运行情况下,粉尘超标、烟气温度超标对腐蚀控制层的危害;
本案例中,粉尘超标引起喷嘴堵塞、喷淋管上结晶断裂,掉落砸坏底板防腐层,导致底板腐蚀控制层失效。
(9)维修:腐蚀控制层失效后的维修,应由具有资格的维修人员依据相应的维修规程进行维修,同时也应给予修复部位留下足够的养护时间;
案例中腐蚀控制层的维修,累修累坏,就是没有按照该要素的要求实施维修。
(10)文件与记录:文件包括腐蚀控制工程采用的标准、技术协议、施工方案等文件;记录包括:原材料验收记录、施工环境记录、表面处理验收记录、工程竣工验收记录等;
案例中,业主和总包方提供的文件与记录中,缺少现场施工的相应施工、验收记录,缺少腐蚀控制层失效分析的依据。
(11)资源管理:包括施工设备、检测设备,如喷砂机、玻璃鳞片混合罐,测厚仪、电火花检测仪;施工单位、施工人员应具备相应的资质和相应的能力等。
本案例的失效,其中一个重要的原因是施工单位不具备专业的防腐蚀施工资质,施工人员不具备专业的防腐蚀工资格,由不专业的单位和人员施工,腐蚀控制失效成为必然;
(12)综合评定:对前述各要素本身、要素与要素之间进行综合评定,择优选择,满足目标的要求。通过综合评定,可以从整体性、系统性上避免上述各环节、各要素的失控,从而采取相应的补救措施,而本案例,恰恰就是缺少这一环节。
猜你喜欢
现代仪器与医疗(2022年2期)2022-08-11
当代水产(2020年4期)2020-06-16
中国外汇(2019年13期)2019-10-10
建材发展导向(2019年11期)2019-08-24
民用飞机设计与研究(2019年2期)2019-08-05
消费导刊(2018年10期)2018-08-20
智能城市(2018年7期)2018-07-10
通信电源技术(2018年3期)2018-06-26
现代园艺(2017年22期)2018-01-19
河北书画研究(2017年1期)2017-08-22