
两段多级A/O在有机胺及DMF生产废水处理工程中的实践
2019-11-28 14:25梅竹松楼丹
环境与发展 2019年10期
关键词:废水处理
梅竹松 楼丹
摘要:有机胺及DMF废水不仅有机物、总氮含量高,还含有不可降解的结构复杂、有抑制生化的有机物,属高浓度高氨氮难降解有机废水。本文中针对某化工企业有机胺及DMF废水处理工程调试期间反映出的处理效果差、出水难以达标等问题,在多方面调查与分析的基础上,采取污染物源头削减和工艺技术调整相结合的工程综合优化措施,最终出水不仅满足且优于排放要求,同时运行费用降低了40%。
关键词:有机胺;DMF;废水处理;两段;多级A/O
中图分类号:X703 文献标识码:A 文章编号:2095-672X(2019)10-00-03
DOI:10.16647/j.cnki.cn15-1369/X.2019.10.018
Abstract: The organic amine and DMF wastewater not only has high organic matter and total nitrogen content, but also contains non-degradable organic matter with complex structure and inhibition of biochemistry, is a highly concentrated high ammonia nitrogen and is difficult to degrade organic wastewater. In order to solve the problem of poor treatment effect and difficult to reach the standard during the commissioning of organic amine and DMF wastewater treatment projects in a chemical company, based on the investigation and analysis of various aspects, a comprehensive optimization measure of pollutant source reduction and process adjustment was adopted, the final discharge not only reachs and is superior to the emission requirements, but also reduces the operating cost by 40%.
Keywords:Organic amine;DMF;Wastewater treatment;Two-stage;Multistage A/O
有機胺及DMF生产废水中含有一甲胺、二甲胺、三甲胺、甲醇、DMF、煤制气过程中带来的复杂煤焦油成分及其在后续合成过程中因甲基化和聚合反应产生的副产物,其水质特点是污染物浓度高、氨氮浓度低,但有机氮浓度高,且富含难生物降解和具有生物抑制物质,属于较难处理的高浓度、高氨氮废水,在处理上技术比较复杂,处理装置投资大,运行费用高,完全成功的实例不多。某化工企业是长江以北以煤为主原料多业联产的综合性化工企业,主要产品有氮肥、有机胺和DMF等,其中DMF是国内较大的生产企业之一。本文梳理总结了笔者在该企业有机胺及DMF生产废水处理工程设计、调试和技术改造等方面的实践情况,期望能对其他类似废水处理工程的建设有借鉴意义。
1 工程设计概况
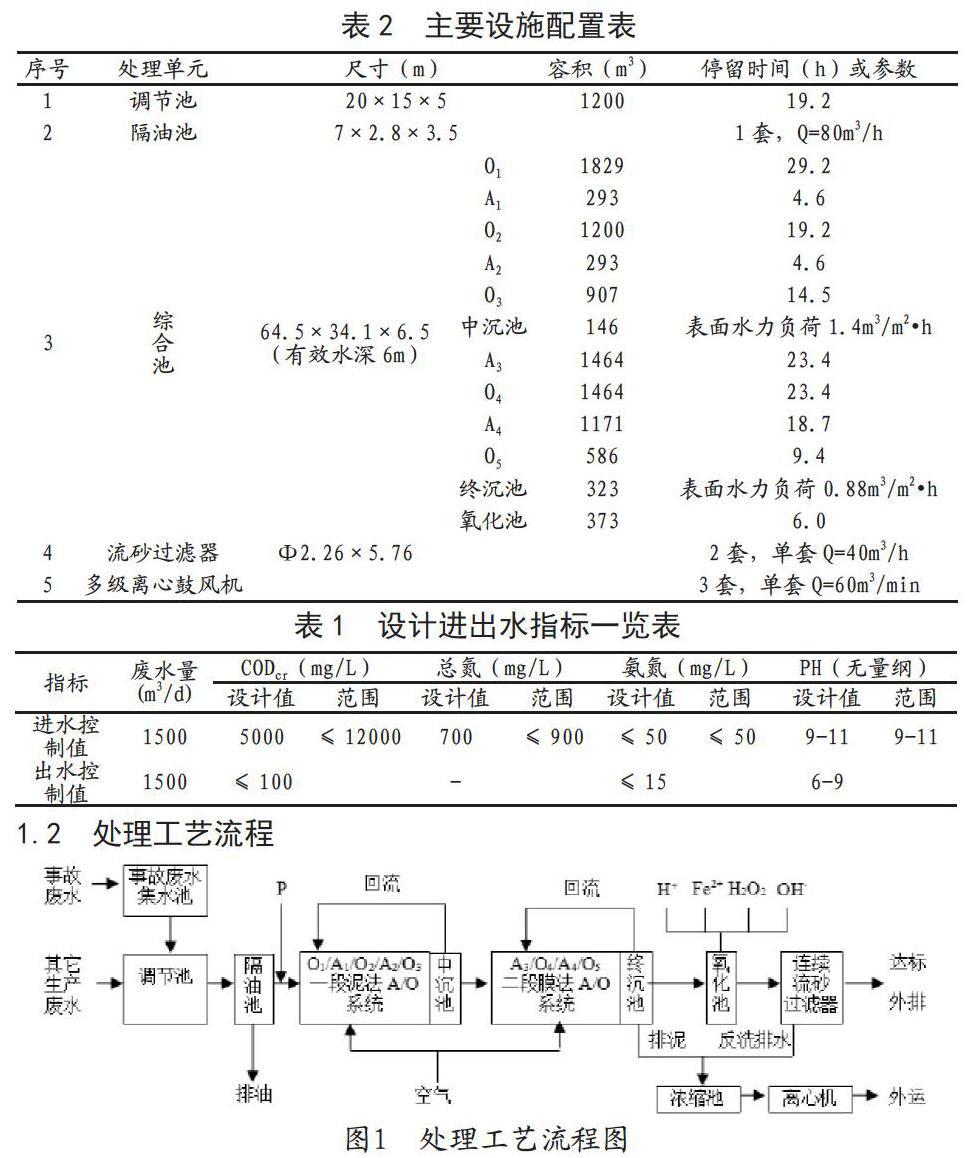
1.1 进出水指标
工程废水来源主要有2个方面:①以煤制氨、甲醇采用甲醇与氨气相催化胺化法合成有机胺过程产生的废水;②以无水二甲胺、一氧化碳为原料采用甲酸钠为催化剂CO一步法合成DMF过程产生的废水。工程设计总处理能力1500m3/d,匹配1套3万t/a、2套6万t/a总计15万t/a的有机胺生产装置和1套3万t/a、2套6万t/a总计15万t/a的DMF合成装置。工程设计进出水指标见表1。
1.2 处理工艺流程
废水处理工艺流程图见图1。
1.3 工艺设施配置
主要设施配置见表2。
1.4 技术经济指标
工程设计概算投资约650万元,单位废水直接处理成本2.57元/m3,其中:电费1.65元/m3、人工费0.12元/m3、药剂费0.8元/m3。
2 调试情况与问题分析
2.1 调试情况简介
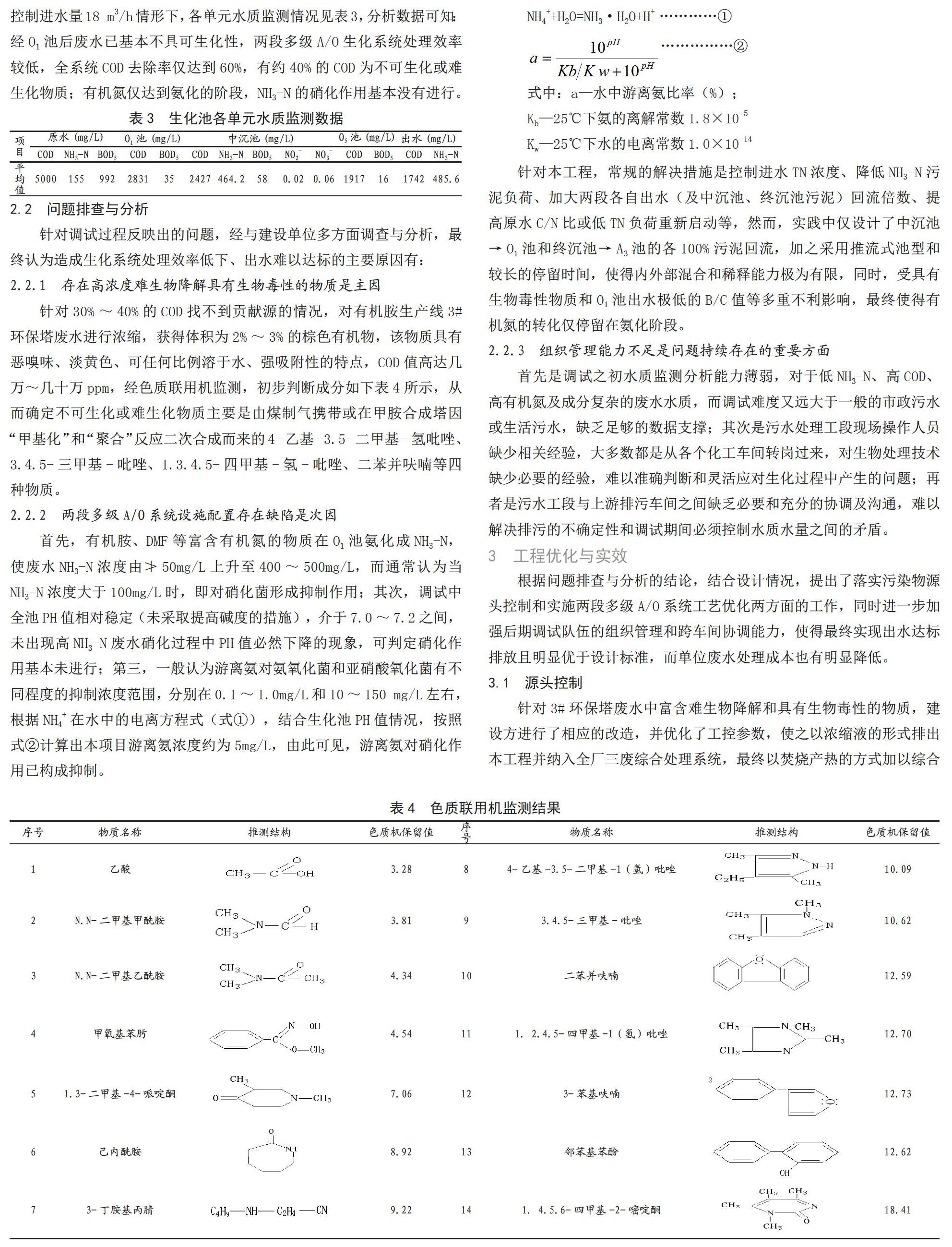
工程生化调试接种污泥取自当地棉纺厂脱水后生化污泥(含水率80%),受可供应数量限制,启动时投加量为40m3,后续调试过程持续补加。初始阶段,控制进水量5~10 m3/h、COD约5000 mg/L,运行正常。后水量逐步提高到20 m3/h左右,在进水COD浓度波动较大(2000~15000 mg/L)的情形下,MLSS浓度得到提高,SV30维持在25%~30%,终沉出水COD稳定在200~300mg/L之间。当进水量提高到30m3/h左右时,初期比较稳定,后受进水浓度持续偏高(COD达到14000 mg/L),系统SV30一度达到90%,出现污泥膨胀倾向,原有的稳定状态被打破且持续恶化。通过控制进水、降低负荷、调整DO等措施,始终难以恢复。在控制进水量18 m3/h情形下,各单元水质监测情况见表3,分析数据可知:经O1池后废水已基本不具可生化性,两段多级A/O生化系统处理效率较低,全系统COD去除率仅达到60%,有约40%的COD为不可生化或难生化物质;有机氮仅达到氨化的阶段,NH3-N的硝化作用基本没有进行。
2.2 问题排查与分析
针对调试过程反映出的问题,经与建设单位多方面调查与分析,最终认为造成生化系统处理效率低下、出水难以达标的主要原因有:
2.2.1 存在高浓度难生物降解具有生物毒性的物质是主因
针对30%~40%的COD找不到贡献源的情况,对有机胺生产线3#环保塔废水进行浓缩,获得体积为2%~3%的棕色有机物,该物质具有恶嗅味、淡黄色、可任何比例溶于水、强吸附性的特点,COD值高达几万~几十万ppm,经色质联用机监测,初步判断成分如下表4所示,从而确定不可生化或难生化物质主要是由煤制气携带或在甲胺合成塔因“甲基化”和“聚合”反应二次合成而来的4-乙基-3.5-二甲基-氢吡唑、3.4.5-三甲基-吡唑、1.3.4.5-四甲基-氢-吡唑、二苯并呋喃等四种物质。
2.2.2 两段多级A/O系统设施配置存在缺陷是次因
首先,有机胺、DMF等富含有机氮的物质在O1池氨化成NH3-N,使废水NH3-N浓度由≯50mg/L上升至400~500mg/L,而通常认为当NH3-N浓度大于100mg/L时,即对硝化菌形成抑制作用;其次,调试中全池PH值相对稳定(未采取提高碱度的措施),介于7.0~7.2之间,未出现高NH3-N废水硝化过程中PH值必然下降的现象,可判定硝化作用基本未进行;第三,一般认为游离氨对氨氧化菌和亚硝酸氧化菌有不同程度的抑制浓度范围,分别在0.1~1.0mg/L和10~150 mg/L左右,根據NH4+在水中的电离方程式(式①),结合生化池PH值情况,按照式②计算出本项目游离氨浓度约为5mg/L,由此可见,游离氨对硝化作用已构成抑制。
针对本工程,常规的解决措施是控制进水TN浓度、降低NH3-N污泥负荷、加大两段各自出水(及中沉池、终沉池污泥)回流倍数、提高原水C/N比或低TN负荷重新启动等,然而,实践中仅设计了中沉池→O1池和终沉池→A3池的各100%污泥回流,加之采用推流式池型和较长的停留时间,使得内外部混合和稀释能力极为有限,同时,受具有生物毒性物质和O1池出水极低的B/C值等多重不利影响,最终使得有机氮的转化仅停留在氨化阶段。
2.2.3 组织管理能力不足是问题持续存在的重要方面
首先是调试之初水质监测分析能力薄弱,对于低NH3-N、高COD、高有机氮及成分复杂的废水水质,而调试难度又远大于一般的市政污水或生活污水,缺乏足够的数据支撑;其次是污水处理工段现场操作人员缺少相关经验,大多数都是从各个化工车间转岗过来,对生物处理技术缺少必要的经验,难以准确判断和灵活应对生化过程中产生的问题;再者是污水工段与上游排污车间之间缺乏必要和充分的协调及沟通,难以解决排污的不确定性和调试期间必须控制水质水量之间的矛盾。
3 工程优化与实效
根据问题排查与分析的结论,结合设计情况,提出了落实污染物源头控制和实施两段多级A/O系统工艺优化两方面的工作,同时进一步加强后期调试队伍的组织管理和跨车间协调能力,使得最终实现出水达标排放且明显优于设计标准,而单位废水处理成本也有明显降低。
3.1 源头控制
针对3#环保塔废水中富含难生物降解和具有生物毒性的物质,建设方进行了相应的改造,并优化了工控参数,使之以浓缩液的形式排出本工程并纳入全厂三废综合处理系统,最终以焚烧产热的方式加以综合利用。由于3#环保塔的相关改造内容及改造前后其排放水质数据涉及到企业商业秘密,本文不予详述。
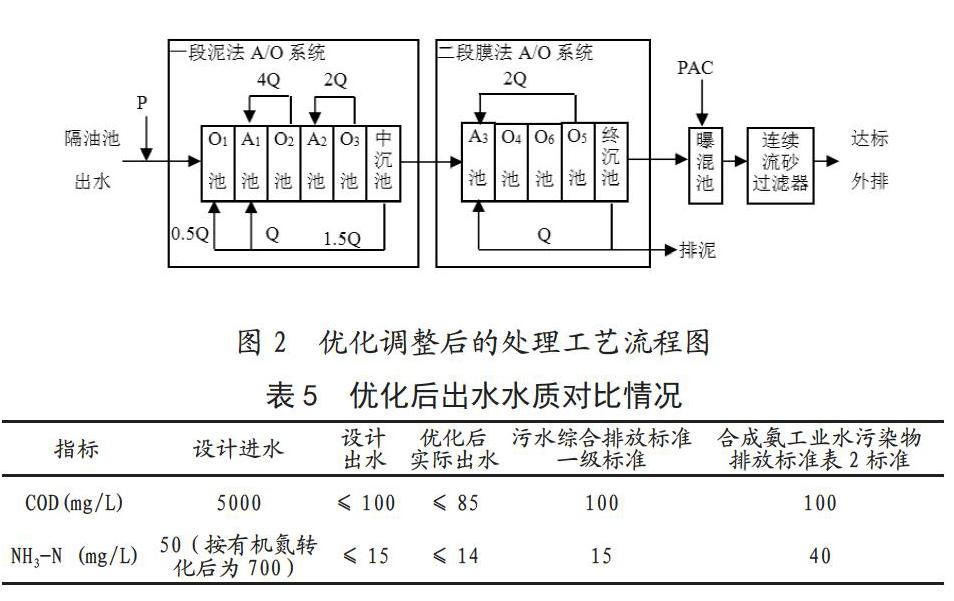
3.2 工艺优化
对两段多级A/O系统的优化主要围绕硝化液和污泥回流而展开,优化后的流程如图2。具体为:
(1)泥法段:①调整O2池→A1池的硝化液回流比由1Q为4Q;②增加O3池→A2池的硝化液回流,形成2Q硝化液回流能力;③调整中沉池污泥比回流比由1Q为1.5Q,并由单纯的中沉池→O1池调整为中沉池→O1池污泥回流比为0.5Q、中沉池→A1池为1Q;④增加O2池微孔曝气管数量。
(2)膜法段:①将A5池改造成好氧池O6池,内补装微孔曝气管;②增加O5池→A4池2Q 硝化液回流。
(3)深度处理段:由芬顿氧化+过滤工艺调整为曝气混凝+过滤工艺,氧化池功能调整为曝气搅拌混凝池。
3.3 实践效果
不计3#环保塔相应的改造投入,废水站优化措施新增工程费用约40万元。工程优化后实际出水水质(见表5),数据表明出水水质明显优于设计目标和国家、行业有关排放标准,不仅为企业后期产能扩大和引入新产品创造了有利条件,同时由于调整了生化后深度处理工艺由芬顿催化氧化+过滤为混凝+过滤,使得直接处理成本与原设计相比节省了0.65元/m3左右的药剂费用,取得了显著的经济效益。
4 结束语
纵观本工程方案设计、调试、优化调整的全过程技术服务工作,总结其中的得失主要有以下几个方面:(1)必须坚持污染物源头控制先行的理念来协调末端治理,将污染源头控制(尤其是对末端治理技术存在重大影响的污染源)与生产过程控制紧密结合起来,积极改进生产工艺及控制,提高产品收率,削减污染物和副反应的产生,辅助以综合利用措施,使资源和能源得到充分利用,可以缓解末端治理被动局面、减轻末端治理的负担,从而降低处理设施基建投资和运行费用,提高经济效益;(2)实践证明,具有低NH3-N、高COD、高有机氮特点的有机胺及DMF废水采用以两段多级A/O为主的处理工艺技术上是可行和有效的,在总停留时间7d、泥法段与膜法段池容1:1、泥法段硝化液回流比400%、膜法段硝化液回流比200%、污泥回流比各为150%、100%的条件下,COD、NH3-N(按有机氮氨化后浓度计)去除率分别可达98%、97%以上,满足GB8978-1996《污水综合排放标准》一级排放标准要求;(3)在相关环保法律法规日益健全的当下,废水处理工程尤其是化工类存在较大处理难度的废水治理项目,必须摒弃重硬件建设轻运行管理的思维,建立以中上层强力人员为核心的管理、技术和运行队伍,密切污水工段与上游排污工段之间的协调、协作和信息交流,并注重积累与丰富水质数据且加以应用,从而保证废水处理设施的正常运行与达标排放,为企业的生存与发展提供保障。
参考文献
[1]王金娥.有机胺及DMF废水的处理[J].化工安全与环境,2005(8):17-19.
[2]梅荣武,周树勋.高浓度有机胺废水处理工程实例[J].化工设计,2009,19(6):28-32.
[3]王婉贞.有机胺废水处理技术实验研究[D].合肥:合肥工业大学,2009.
[4]韩建国主编.神华煤炭[M].北京:中国标准出版社,2003.
收稿日期:2019-05-05
作者简介:梅竹松(1973-),男,汉族,本科学历,高级工程师,研究方向为生态环境保护领域、水污染防治工程、市政给排水工程的技术与应用。
猜你喜欢
电子乐园·中旬刊(2021年7期)2021-07-13
科学家(2021年24期)2021-04-25
商情(2016年51期)2017-03-05
山东工业技术(2016年24期)2017-01-12
山东工业技术(2016年23期)2016-12-23
科技创新与应用(2016年34期)2016-12-23
科学与财富(2016年28期)2016-10-14
能源研究与信息(2015年1期)2015-05-19
