
浅析手工电弧焊的焊接工艺
2019-12-30 08:04江苏盛行汽车科技发展有限公司戴前玉
汽车维护与修理 2019年22期
江苏盛行汽车科技发展有限公司 壮 强,戴前玉
手工电弧焊是利用手工操纵焊条,利用电弧对焊件进行焊接的方法。随着电弧的移动,不断产生新的熔池,原熔池中熔化的金属不断冷却凝固形成焊缝,从而将焊件的两部分结合成一个整体。
1 手工电弧焊的引弧方法
(1)直击法。直击法是将焊条垂直于焊件进行碰触,然后迅速将焊条提起并与焊件保持3 mm~4 mm的距离,即可产生电弧。这种引弧方法大多用在狭窄的焊接处或焊件表面不允许有擦伤的情况下,如图1a所示。
(2)划擦法。将焊条在焊件上轻轻划擦一下(划擦长度约为20 mm),然后将焊条与焊件保持3 mm~4 mm的距离,即可产生电弧,如图1b所示。

图1 手工电弧焊的引弧方法
2 焊条运动方向
(1)直线形运条法。直线形运条法不做横向摆动,适用于焊件厚度为3 mm~5 mm且不开坡口的平对接焊、多层焊的第一层和多层多道焊,如图2a所示。
(2)直线往复运条法。直线往复运条法是焊条末端沿焊缝纵向做来回直线摆动的运条方法,如图2b所示。
(3)锯齿形运条法:锯齿形运条法是焊条末端做锯齿形连续摆动的前移运动,并在两边转折点处稍停片刻的运条方法,如图2c所示。
(4)月牙形运条法。月牙形运条法是焊条末端做月牙形左右连续摆动的前移运动,并在两边转折点处稍停片刻的运条方法,如图2d所示。
(5)三角形运条法。三角形运条法分为正三角形运条法和斜三角形运条法,如图2e所示。
(6)环形运条法。环形运条法分为正环形运条法和斜环形运条法,如图2f所示。
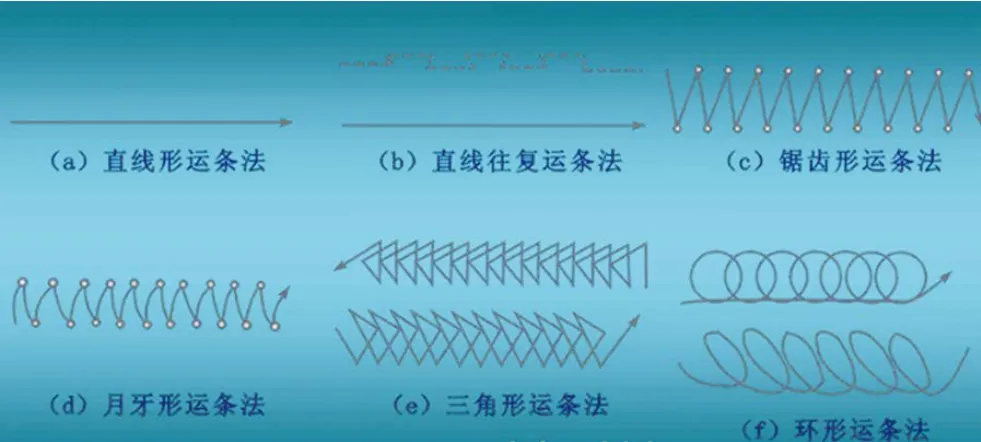
图2 焊条运动方向
3 焊接位置
(1)平焊。平焊可分为平对接焊和平角焊接。当焊件厚度小于6 mm时,通常采用不开坡口的平对接焊,此时宜用直径为3 mm~4 mm的焊条进行短弧焊接,并使熔池深度达到焊件厚度的2/3,焊缝宽度为5 mm~8 mm,施焊运条方法为直线形;当焊件厚度大于6 mm时,则应采用开坡口的平对接焊,分为多层焊或多层多道焊,如图3所示。

图3 对接多层焊和多道焊
平角焊接主要是指T形接头和搭接接头的焊接,这两种焊接方法相似。平角接焊通常使用直径为3 mm~5 mm的焊条,焊条角度如图4所示
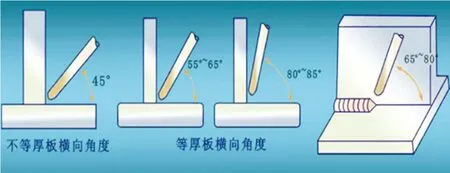
图4 平角接焊的焊条角度
(2)立焊。立焊的熔池处于垂直面上,施焊方法有两种:一种由下而上施焊;另一种则由上而下施焊,一般采用前者。立焊时,焊条的角度如图5所示,同时宜选用较小直径和较大电流短弧焊接,多采用直线往复形运条法和三角形运条法,逐级往上堆积。
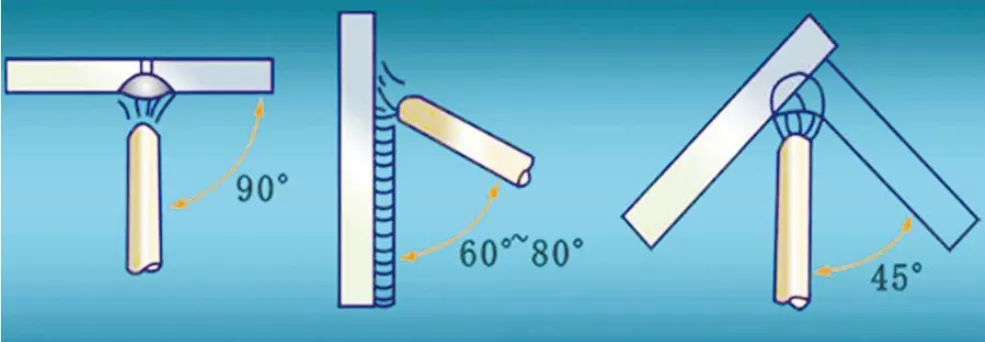
图5 立焊的焊条角度
(3)横焊。横焊应选用直径较小的焊条和较小的焊接电流,并采用短弧法及适当的运条法。当焊件厚度小于5 mm时,可以不开坡口,宜选用直径为3.2 mm或4 mm的焊条,如图6a所示、当焊件较厚时,应该开坡口,这时应采用多层焊或多道焊的方法,如图6b所示.

图6 横焊的焊条角度
(4)仰焊。仰焊时应采用短电弧,以使熔滴在较短的时间内进入熔池中,很快与熔池中的熔化金属熔合,促使焊缝的快速凝固。应选用直径为3 mm ~4 mm的焊条。焊条角度如图7所示。

图7 仰焊的焊条角度
4 手工电弧焊的焊接工艺
以加强板与车架的直接的焊接为例,阐述手工电弧焊的焊接工艺。
(1)制作加强板,要求加强板的材质和厚度均应与车架一致或相近,沿长度方向的两端应处理成如图8所示的非垂直边的形状,以防止车架在加强板两端处产生应力集中。

图8 加强板与车架的焊接
(2)选择车架纵梁的适当部位,焊接各种类型的加强板,以防止车架断裂。
(3)放好加强板后,确认其与车架贴合紧密后,即可由中间部位起逐一向两端施焊。若采用塞焊操作,应从孔的边缘开始,随后将焊条旋向孔的中央。
(4)焊后用锤清除焊缝表面的药皮,并以敲击的方式消除材料应力,并对各焊点、焊道的质量进行检查。
5 手工电弧焊安全操作注意事项
(1)焊接前,应戴好面罩、皮手套、绝缘鞋,检查焊接设备和工具是否安全。
(2)在狭窄的地方焊接时,要穿好绝缘鞋,并要两个操作者轮换工作,一人随时监护操作者,遇到危险时,立即切断电源进行处理。
(3)加强个人防护,高空作业时,不要触及高压线;雨天不要露天焊接。
猜你喜欢
华东交通大学学报(2022年4期)2022-11-12
汽车实用技术(2022年13期)2022-07-19
矿冶工程(2022年3期)2022-07-06
汽车实用技术(2022年11期)2022-06-20
中国金属通报(2022年1期)2022-06-02
智能计算机与应用(2020年5期)2020-11-10
中国新技术新产品(2020年6期)2020-06-19
机械制造文摘·焊接分册(2014年3期)2014-08-14
机械制造文摘·焊接分册(2014年3期)2014-08-14
中国高新技术企业(2009年5期)2009-06-17
