
冷轧排雾风机故障诊断
2020-01-06 06:26殷宏
设备管理与维修 2019年21期
殷 宏
(辽宁冶金职业技术学院,辽宁本溪 117022)
0 引言
本钢第三冷轧厂的酸洗机组在运行时产生大量的含酸气体。为了保护工作环境及设备,设计一套废气排放系统。排放系统中排雾风机的任务就是把酸洗过程中的废气排放到大气中。因此,保证排雾风机的正常工作至关重要。然而,据厂方反映,机组工作了1 年左右,排雾风机振动及噪声逐渐增大,严重影响生产的正常进行。运用振动诊断技术,对排雾风机进行了故障诊断,发现了风机振动增加的主要原因,进行了现场动平衡调试,总结了该类风机调试的要点和经验,取得了良好的维修效果,有效延长了风机的使用寿命。
1 排雾风机的基本参数及测点布置
排雾风机型号G4-73-20.8D,风机流量240 000 m3/h,风机全压3000 Pa,电机功率315 kW,电机转数960 r/min,轴承振动值小于4.6 mm/s,风机转速960 r/min,风机噪声小于85 dB,轴承型号22332CA/AFW33;叶片数12,转子质量1500 kg,校正半径1040 mm,柔性基础平衡精度等级G6.3。排雾风机的测点位置如图1 所示。
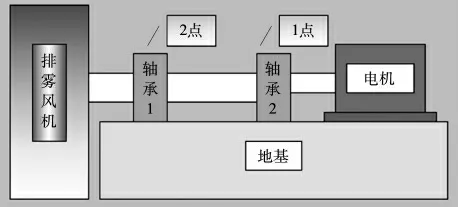
图1 排雾风机故障诊断的测点布置
2 设备故障诊断过程
2017 年10 月16 日对该风机进行振动诊断,测试结果见表1~表6。
根据设备两个轴承速度波形及频谱,初步判断排雾风机叶轮受酸雾粘着使风轮产生转子不平衡可能是风机振动和噪声过大的主要原因,风轮侧轴承可能轻微损伤。厂方经过研究后,对风轮进行了清洗。清洗以后测试结果表明诊断正确(表7)。2 点清洗后垂直方向的速度时域波形近似为正弦波,其频率为转子工作频率,径向振动大;频谱图中的基频有稳定的高峰值,谐波能量集中于基频,其他倍频幅值较小,是典型的转子不平衡故障。
根据诊断结果,对排雾风机进行现场动平衡调试,见表8。调试后各测点振动速度有效值小于4.6 mm/s 的设备出厂规定值,表明满足生产要求。此后,对该厂排雾风机进行了多次诊断与调试,均取得良好效果。
3 结语
(1)由于酸洗过程产生的酸雾很容易粘附在风机叶轮上,冷轧排雾风机振动过大的主要原因是转子不平衡,每隔10~12个月,可能就会产生较大振动,需要进行现场动平衡调试。在柔性机座安装方式,大型风机的速度有效值一般在7~11 mm/s仍能有效工作,当速度有效值达到18 mm/s 以上,就应尽快进行维修。

表1 测点1V(垂直方向)速度频域峰值

表2 测点1H(水平方向)速度频域峰值

表3 测点1A(轴向方向)速度频域峰值

表4 测点2V(垂直方向)速度频域峰值
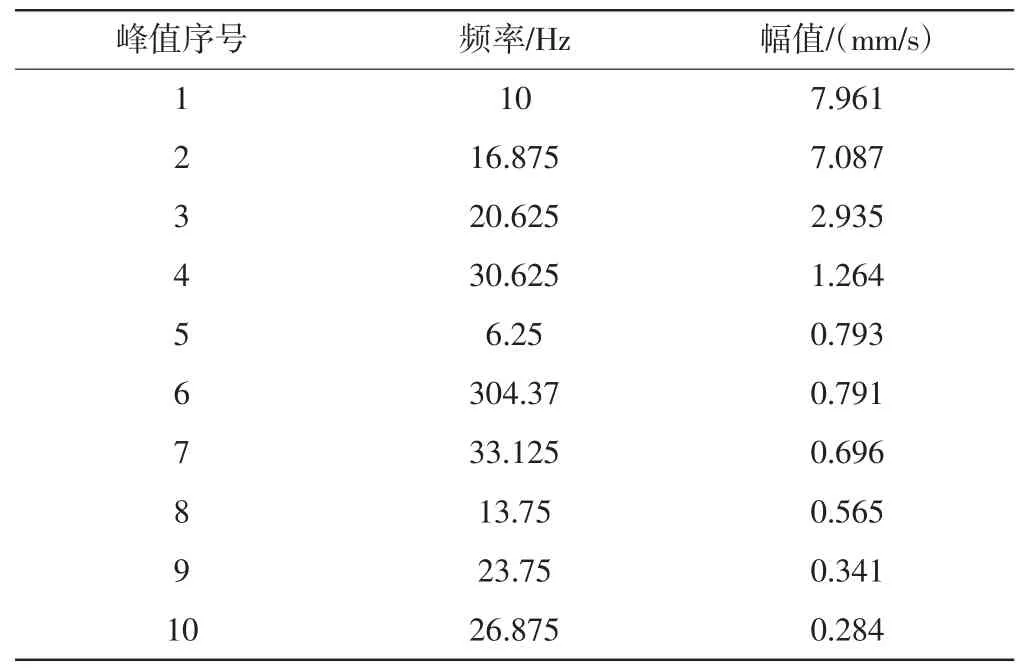
表5 测点2H(水平方向)速度频域峰值

表6 测点2A(轴向方向)速度频域峰值

表7 测点2V(垂直方向)清洗后速度频域峰值

表8 平衡后测点的振动速度有效值
(2)对于排雾风机,应定期检测风机的振动参数,及时掌握风机振动参数的劣化趋势。
(3)现场动平衡调试时测点位置应靠近风机叶轮侧轴承的垂直方向(2 点),这样才能得到较高的动平衡计算精度。风机叶轮的轻点大约在风机自然停止的底部30°~60°,调试时可以把试重放在此处。试重可以参考出厂的实验数据选取。
(4)采用故障诊断技术,能准确判断风机振动故障原因,及时排除故障隐患,延长风机使用寿命,降低设备维修费用。
猜你喜欢
一重技术(2021年5期)2022-01-18
成都信息工程大学学报(2021年1期)2021-07-22
电子制作(2018年12期)2018-08-01
雷达学报(2018年3期)2018-07-18
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
北京航空航天大学学报(2017年3期)2017-11-23
中国核电(2017年1期)2017-05-17
电子制作(2017年19期)2017-02-02
火控雷达技术(2016年1期)2016-02-06
