
光亮机组炉子入口密封辊电机的传动控制分析
2020-01-06 06:26左怀龙
设备管理与维修 2019年21期
左怀龙,钱 华,林 刚
(宁波宝新不锈钢有限公司,浙江宁波 315807)
0 引言
不锈钢光亮机组是主要生产光亮板的生产线,立式炉是生产线的重要组成部分(图1)。炉子的入口密封辊电机处于工艺3#张紧辊组以及炉子系统之间,用于控制张紧辊组与入口密封辊之间的张力以及速度以及入口密封辊与炉子与张力的稳定起到关键的作用,主要设备有入口密封辊电机、齿轮箱、电机与双向轴齿轮箱接手、变频器等。
以某冷轧不锈钢厂光亮退火机组为例,分析入口密封辊电机的传动控制原理。入口密封辊电机原先采用编码器反馈的速度控制方式。由于机组新增氢气回收项目,入口密封辊电机重新扩容选型,取消了编码器控制,安装位置调整至处于3#张紧辊组和新增氢回收系统之间。考虑到速度同步的问题,速度控制方式在停机和加减速过程中容易产生堆钢,运行过程中带钢和辊面之间存在一个真空未完全接触的情况,实际张力没有完全建立。综合考虑认为,转矩控制更适合改为入口密封电机。
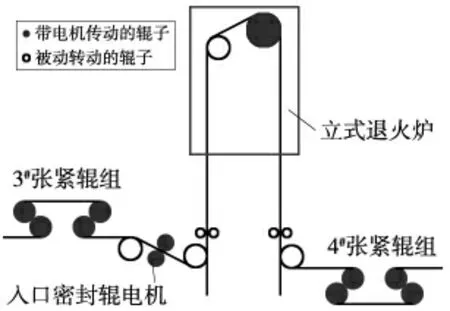
图1 立式炉
1 传动控制分析
该入口密封辊电机功率为5.5 kW,电机电流11 A,机齿轮箱减速比为18.6;辊子辊径为250 mm。
1.1 速度控制原理
入口密封辊电机的转矩控制下的速度给定主要是线速度给定:通过选择器,机组运命令发出,会将机组的工艺主速度给定送到加法器,在此基础上增加一个最小0.5 m/min 的附加速度(此速度为工艺速度的0.1 倍);再通过一个选择器,并通过线速度转化为转速的计算公式,经过限幅以及斜坡,之后将转速转化为转速当量计算;通过限幅,再经过实数转化为整数,将整数转速当量发给变频器,作为速度最终给定,用于CAN-BUS(ControllerAreaNetwork-BUS,控制器局域网总线技术)通信的控制字(图2)。其中,部分参数见表1。
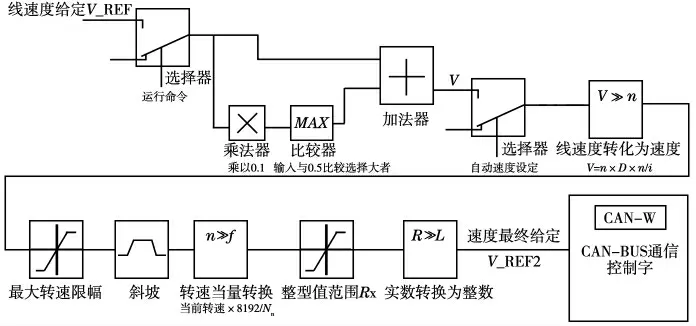
图2 速度控制
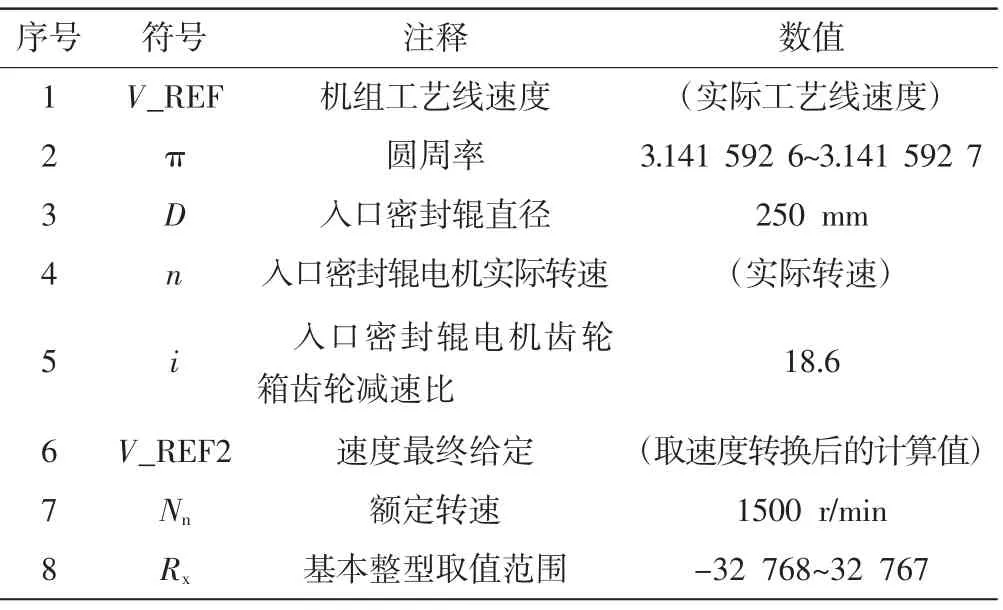
表1 部分速度参数的注释及数值
以当前机组工艺线速度34 m/min 为例,入口密封辊速度控制介绍如下。
(1)入口密封辊转速给定。V_REF=34 m/min,入口密封辊电机线速度V 根据图2,在工艺线速度加了一个附件速度,则V=V_REF+V_REF×0.1,因此V=33.80+33.80×0.1=37.18 m/min。将入口密封辊电机计算得出的线速度转换成入口密封辊电机转速n,因为V=w×r,即V=π×D×n/i。因此n=V×i/D=(37.18×18.6)/(π×0.25)=888.50 r/min。
(2)入口密封辊转速给定转换成最终速度给定V_REF2。入口密封辊的实际转速额定转速Nn,根据计算公式,转速给定V_REF2=n×8192/Nn,因此V_REF2=888.50×8192/1500=4852.39 r/min。取整数,V_REF2=4852 r/min。
1.2 转矩控制原理
入口密封辊电机的转矩控制方式,转矩用T 来表示,电机转矩的给定计算如下:T_total ref=T_normal+T_acc+T_loss。其中,T_total ref 为总的转矩给定,T_normal 为速度控制器输出的转矩,T_acc 为加速度转矩,T_loss 为损耗补偿力矩,部分参数见表2。

表2 部分转矩参数的注释及数值
以当前机组工艺线速度34 m/min 为例,转矩控制计算介绍分别如下。
(1)加速度转矩。当前机组恒速运行时,由于DIFF 块输出的角加速度为0 rad/s,转矩=角加速度Na×转动惯量。框图计算T_acc=0×0.045=0 N·m;如果有升降速,通过T_acc=N×0.104 7 计算出当前的加速度Na,再通过转矩T_acc=Na×0.045 计算即可。
(2)损耗补偿力矩。不同的转速对应不同的转矩补偿值(表3)。其中,X 代表当前的转速值,Y 代表当前的转矩值。
(3)克服损耗电机需要出的转矩。当前工艺速度34 m/min,转换成转速,根据上述速度计算出入口密封辊电机的转速为888.50 r/min,根据转矩损耗补偿表,程序计算出对应的转矩计算T_loss 为9.03 N·m。
(4)克服炉内带钢的重量所出的力矩。根据SWITCHP 块的定义,当P>TH+DB/2,输出O=I2;当P≤TH-DB/2,输出O=I1;因为当前TH 设置0.1,DB 设置0,正常生产时速度至少为5 m/min,即P>TH+DB/2>0.05,因此输出0=I2,取I2 为12 N·m,工作转矩T_normal 根据上述框图公式T_normal=X×Y/Z,X=I2=12 N·m,Y=S=W×T(W×T 为在线带钢宽度与厚度的乘积),所以S=0.479×1200=574.8。

表3 力矩损耗参数
根据MAX 块定义,实际S 的值574.8 与1000 比较后取较大值,因此S=1000,代入计算
T_normal=12×S/2700=12×1000/2700=4.44 N·m。
(5)入口密封辊电机总的转矩。入口密封辊电机总的转矩为T_total ref=T_normal+T_acc+T_loss。
综上,以机组速度34 m/min 为例,T_normal=4.4 N·m,匀速的T_acc=0,T_loss=9.03,代入公式计算得T_total ref=9.03+0+4.44=13.47 N·m。
2 控制软件分析
该光亮退火线控制系统为ALSTOM 公司的P80C 控制系统,入口密封辊电机的速度和张力控制软件功能如下:①电机额定速度为0~1500 r/min;②入口密封辊的力矩限幅为-36~36 N·m;③力矩损耗补偿速度范围为-592~1710 r/min;④力矩损耗补偿力矩范围为-8.36~9.9 N·m。
2.1 程序读取数据收集的方法和目的
在P80C 控制程序中,找到入口密封辊控制的速度给定和转矩给定控制程序,收集不同带钢规格下的速度和转矩控制数据,通过收集不同规格的带钢数据,找出入口密封辊的速度和张力给定与带钢规格之间的关系。
2.2 不同带钢规格下的速度和张力数据
炉子长度为2700 cm 时,不同带钢规格下的速度和张力数据见表4。
由表4 可以看出:①随着带钢宽度和厚度二者乘积值的增加,入口密封辊电机克服炉内带钢的重量所出的正常转矩T_normal 也随之增加;②由于随着带钢厚度的增加,机组速度相应降低,入口密封辊电机所对应的损耗补偿转矩随其速度的增加而减小;③入口密封辊电机总的转矩给定随着带钢宽度和厚度乘积值的增加而增加。
3 日常点检以及检修维护重点
综上所述,光亮线炉子入口密封辊传动的主要控制设备有入口密封辊电机、电机齿轮箱、万向接手、入口密封辊电机变频器,这些设备的主要维护保养重点如下。
(1)电机的日常点检要做到保证电机本体的清洁,风机运转正常、无异音。
(2)电机的本体温升和振动是否正常,电机负载侧和非负载侧温升标准在环境温度40 ℃以内,本体振动包括前端和后端的垂直和水平振动,标准在2.8 mm/s 范围内。
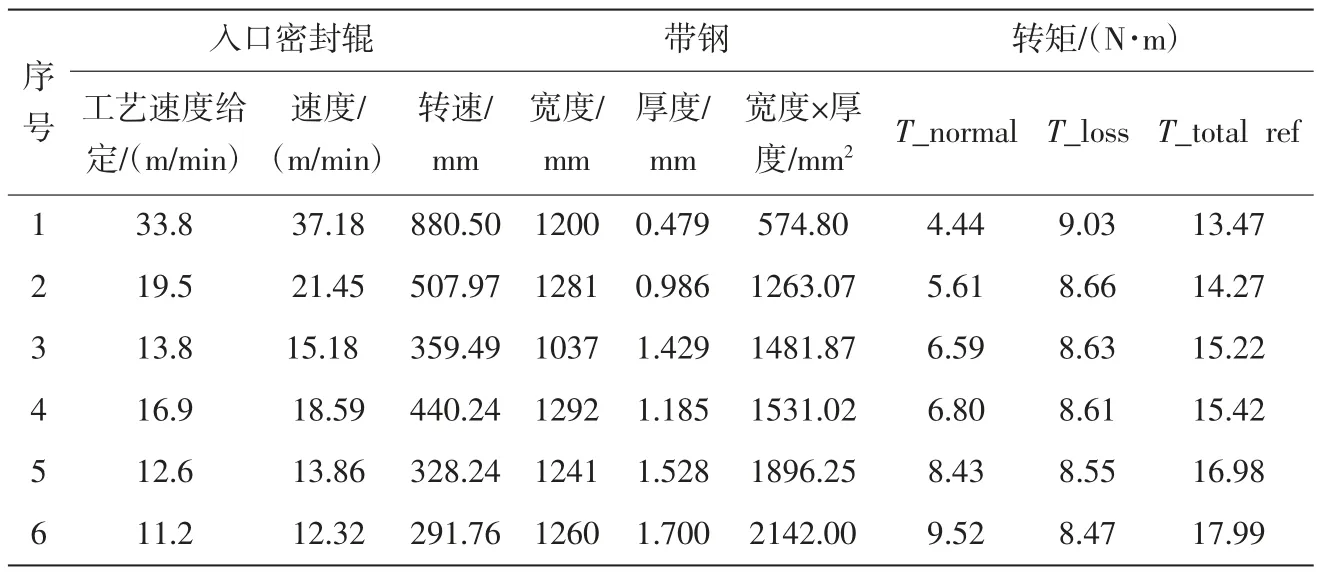
表4 不同带钢规格下的速度和张力
(3)变频器的点检要做到定期使用面板查看变频器有无异常报警信息,变频器的IGBT(Insulated Gate Bipolar Transistor,绝缘栅双极型晶体管)温度值以及电机的转矩和电流实际值是否在正常范围内。
(4)定期对电机负载侧和非负载侧轴承进行更换,更换周期一般为3 年,防止由于轴承卡阻和疲劳老化影响入口密封辊电机的速度和转矩控制。
4 结束语
以国内某不锈钢公司光亮退火线为例,介绍了工艺段入口密封辊传动速度和转矩控制原理,并通过控制程序,分析入口密封辊电机的转矩和速度控制与带钢规格之间的关系。另外,还结合个人的工作经验,介绍了入口密封辊速度和转矩控制相关设备的日常点检和检修维护要点。
猜你喜欢
电机与控制学报(2022年6期)2022-07-15
中国交通信息化(2022年4期)2022-06-17
防爆电机(2022年2期)2022-04-26
中国交通信息化(2020年7期)2021-01-14
考试周刊(2018年95期)2018-11-14
动漫星空(兴趣百科)(2018年5期)2018-10-26
山东工业技术(2018年5期)2018-03-10
少年文艺·开心阅读作文(2017年12期)2017-12-21
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
