板式家具自动化包装线的设计
2020-01-15 05:33
林业机械与木工设备 2020年1期
(南京林业大学材料科学与工程学院,江苏 南京210037)
目前国内板式家具智能制造发展迅速,但大部分板式家具制造企业的包装生产线依然较为落后[1],在板式家具生产过程中包装环节的自动化程度低、人工成本高、生产效率低。为了减轻工人的劳动强度,进一步提高生产效率,加快技术革新,采用先进生产设备及工艺,设计研发符合我国板式家具行业实际生产需要的高速全自动包装生产线变得尤为迫切。
板式家具在出厂前不进行组装,用户购买后由销售公司或制造企业负责上门现场安装,家具制造厂在家具出厂前将板件和五金配件进行分包包装以便于运输[2-4]。当前板式家具企业的包装生产线存在用工人数多、劳动强度大、生产效率低、成本高等问题,而且还容易出现零配件放错位置或数量缺漏等问题。包装工序已成为整个板式家具生产中的一道瓶颈,严重影响了企业的生产效率和经济效益[5-6]。
1 板式家具包装需求分析
根据板式家具的结构特征及包装运输要求,包装环节的主要工序包括折纸箱、放板件和五金件、纸箱封箱、码垛堆箱以及整托缠绕等。板式家具包装生产工艺流程如图1所示。
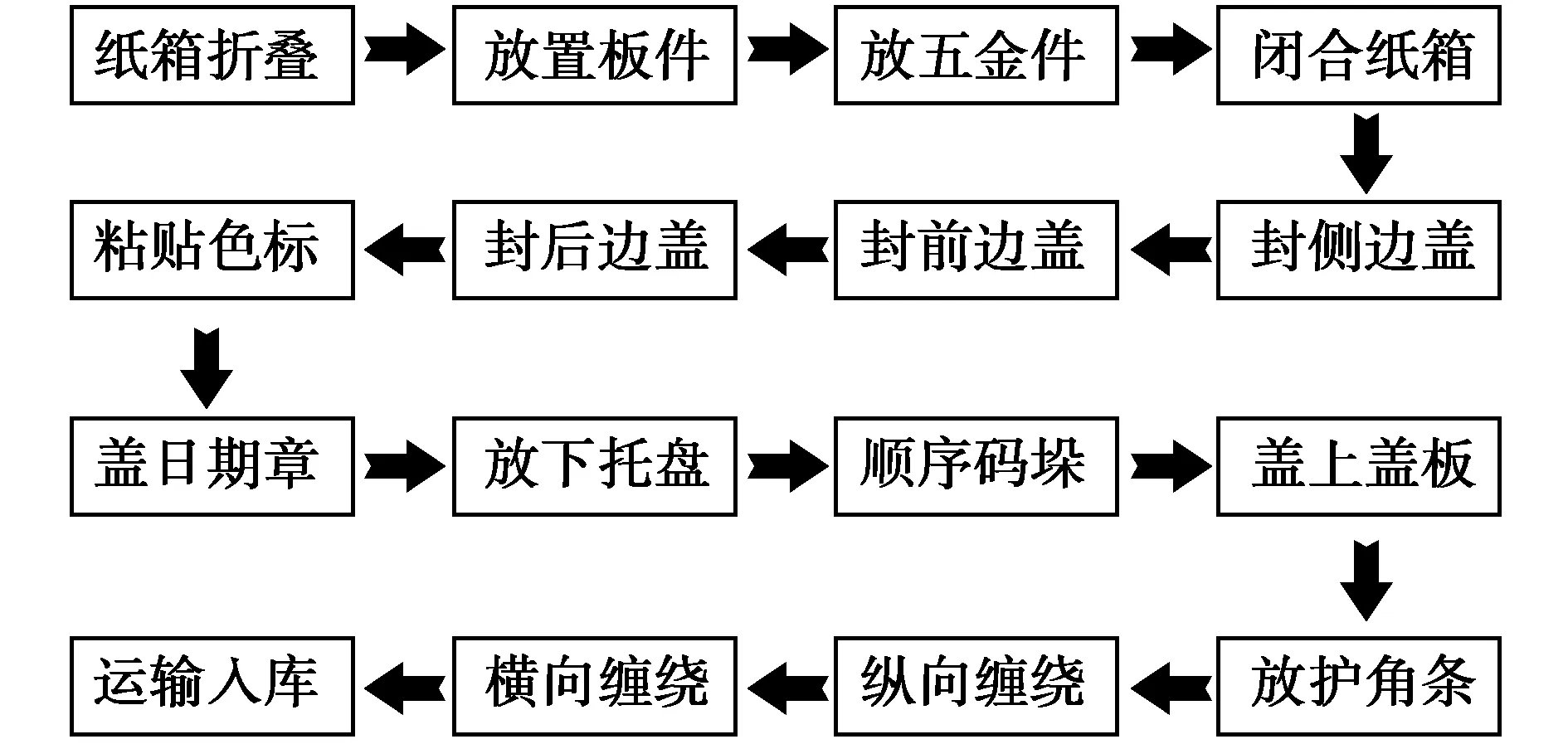
图1 板式家具包装生产工艺流程
板式家具包装要求示意图如图2所示。首先将展开的纸板按照设计好的压痕折叠成规定规格的纸箱,随后根据产品说明书将加工好的板件、五金件以及防护泡沫盒和组装说明按照指定位置在纸箱内码放整齐。放置完毕的纸箱通过盒盖闭合装置进入封箱设备,面向纸箱前进的方向,依次对纸箱的右侧面、前端面、后端面的盒盖完成封箱操作。完成封箱后的密封纸箱应在侧面粘贴箱号标签、产品信息标签以及产品颜色标签,其中产品信息标签应包含产品名称、批号、生产企业等信息。贴好标签的纸箱按照指定的顺序堆放码垛成包,每垛家具包装箱应配有底部托盘和顶部纸盖,并附上防滑衬片和四周的防护角条。码垛完成后,整托纸箱送入缠绕设备进行纵向(垂直面内)和横向(水平面内)的薄膜缠绕,以防止运输过程中堆垛散开或受潮。完成整个包装环节后,堆垛通过输送设备送入仓库。
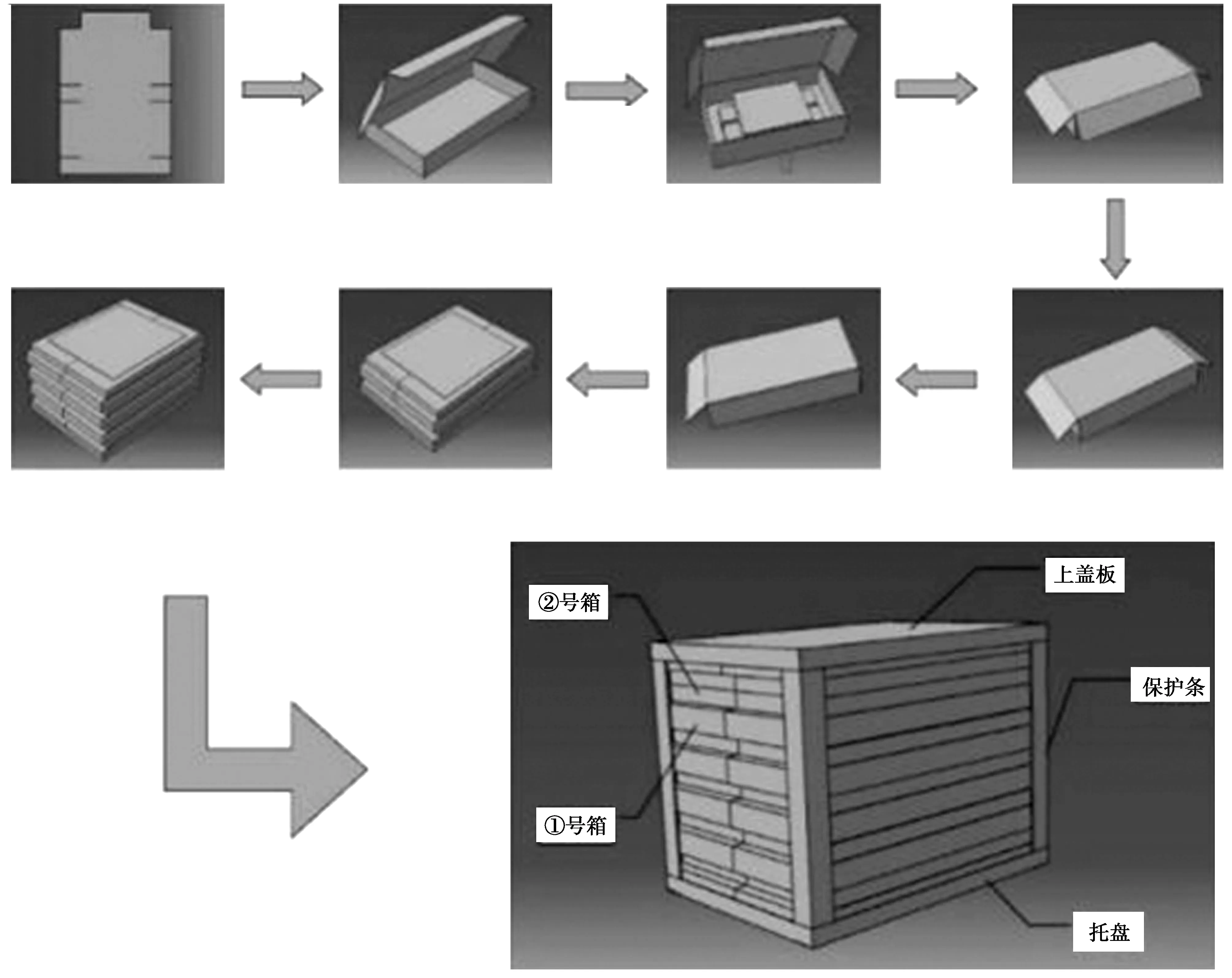
图2 板式家具包装要求示意图
2 板式家具自动化包装线总体设计
产线布局是指在生产线工艺流程的基础上,结合现场实际情况按照一定的布局原则对生产线中的设备进行安置与排序,从而达到节省资源提高生产效率的目的。结合车间可用空间和各个包装加工设备的占地面积优化设计,提出“U”型产线布局方案[7]。
“U” 型产线布局方案的优势主要是将两台码垛机械臂设备布置在生产线转角位置,这样既节省了空间,避免了排布管线过多,同时还大大缩短了机械臂在旋转过程中的工作路程,进一步提高了工作效率[8-11]。采用“U”型产线布局方案后,人工放置护角和上盖工位处的工人可以在码垛间隙及时检查处理胶合有缺陷的纸箱,从而提高产品质量、优化产线效率。所设计的全自动包装生产线主要由封箱模块、码垛模块以及堆垛打包模块等部分组成。包装车间自动化包装设备产线布局如图3所示。
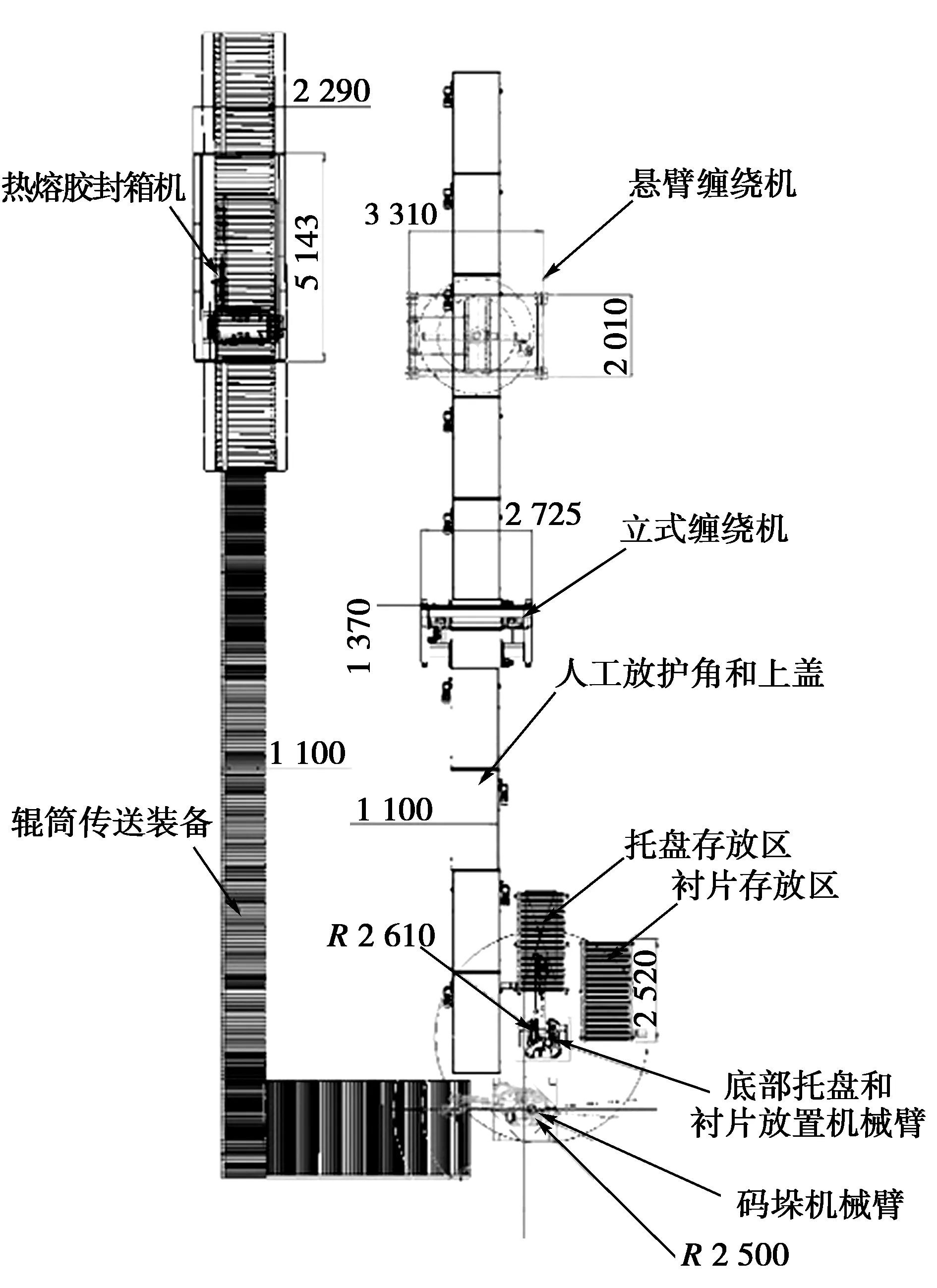
图3 包装车间自动化包装设备产线布局
3 板式家具自动化包装线关键装置设计
上述板式家具自动化包装生产线中,码垛机械臂在国内外已有成熟技术,对于该设备仅进行选型设计,其他设备进行自主结构设计。
3.1 纸箱封箱设备
设计的全自动热熔胶封箱设备主要由推板装置、压板装置、被动夹手装置、传送辊筒、前段电机、入口处光电传感器、主动夹手装置、长度方向夹手装置、出口处光电传感器、后段电机、横梁、纵梁以及喷胶系统等部件组成,封箱设备主体结构示意图如图4所示。
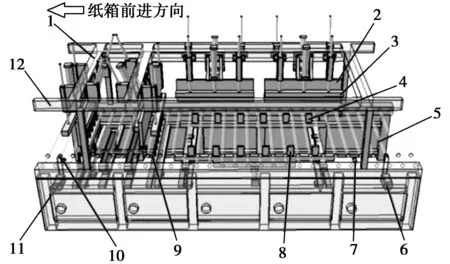
图4 封箱设备主体结构示意图1.纵梁;2.推板装置;3.压板装置;4.宽度方向被动夹手装置;5.传送辊筒;6.前段电机;7.入口处光电传感器;8.移动夹手装置;9.长度方向夹手装置;10.出口处光电传感器;11.后段电机;12.横梁
纸箱放置在封箱机前端的进给辊筒上后,启动前段电机。前段电机带动纸箱向中段前进,纸箱进入封箱机时安装在挡板进口位置处的感应器检测到有纸箱通过,横梁上的喷枪开始喷胶。待箱体完全进入中段范围内,移动夹手装置动作,将箱件推至被动夹手装置所在位置,从而固定住纸箱完成定位。定位完成后,横梁上和宽度方向上的压板装置将压紧箱体顶部和箱体右侧(面向纸箱前移方向),胶枪移动喷胶。喷胶结束后,中段电机带动纸箱继续前进进入后段区域。当纸箱末端前进到封箱机后端设置的光电感应装置并前进一小段距离后,后段电机带动纸箱回退到后段喷胶定位点,按照封箱机中段喷胶压紧的方式完成纸箱的末端封箱,这样做的目的是为了避免纸箱在高速前进中行程定位不准现象出现。封箱加工完成后的纸箱离开封箱机,通过传送辊筒进入下一个工序进行加工。
3.1.1 纸箱定位系统
自动封箱设备的纸箱定位系统如图5所示,主要由传感器和夹手装置两部分组成。
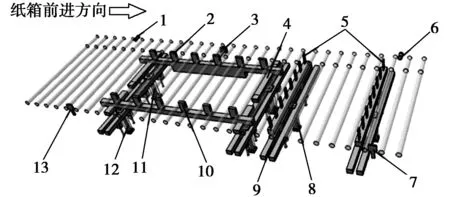
图5 纸箱定位系统1.入口处光电传感器发射装置;2.移动夹手装置;3.移动夹手装置移动气缸;4.移动夹手装置移动导轨;5.长度方向被动夹手装置;6.出口处光电传感器发射装置;7.出口处光电传感器接收装置;8.长度方向被动夹手升降气缸;9.长度方向被动夹手支架;10.宽度方向被动夹手装置;11.移动夹手装置升降气缸;12.宽度方向被动夹手升降气缸;13.入口处光电传感器接收装置
封箱机入口处和出口处的传感器为光电传感器。封箱机中部传感器用于感应纸箱的宽度,若采用光电传感器,由于需要随着喷胶口在滑动导轨上移动,则无法安装光电接收装置,故采用激光传感器。本定位系统所使用的夹手装置分为被动夹手装置和移动夹手装置,其中被动夹手装置又分为长度方向和宽度方向,而移动夹手装置则只在宽度方向上配置。
定位系统的被动夹手装置在水平方向上始终保持不动,在高度方向上则根据纸箱的进出情况由气缸控制上下移动。主动夹手装置除了要在高度方向上根据纸箱的进出情况由气缸控制上下移动外,还要根据纸箱的宽度与被动夹手装置相配合进行水平方向上的移动,从而对纸箱进行定位。
当纸箱进入封箱设备后位于封箱机入口处的光电传感器检测到纸箱前部进入,移动夹手装置和被动夹手装置在气缸的推动下上升,使夹手超过传送辊筒,从而推动并固定住运动中的纸箱。当气缸推动夹手超过传送辊筒并上升到位后,用于控制移动夹手沿轨道左右移动的气缸工作,推动移动夹手向被动夹手的方向移动,从而在宽度方向上固定住纸箱。
纸箱进入辊筒后,位于封箱机入口处的光电传感器检测到纸箱前部,位于封箱机长度方向上左侧的夹手装置在气缸的推动下上升,使夹手超过传送辊筒,从而挡住前进中的纸箱,以完成纸箱在长度方向上的定位。
由于体育旅游专业的复合属性,现有基础师资构成主要是以体育专业出身和旅游专业出身的师资为主。体育院校类和综合高校的体育院系开设体育旅游方向的专业,师资力量的构成主要是体育学教师,旅游院系则主要是旅游管理类教师,缺乏复合型的师资体系和教学队伍。进一步完善教学师资力量结构体系是体育旅游专业人才培养首先需要解决的问题。应加强体育旅游专业人才师资队伍的建设,建立专门的培养机构或者在相关高等院校开设长短期的进修班,培养复合应用型的师资队伍。
在长度方向和宽度方向夹手装置的协同作用下,纸箱定位完成,此时传动辊筒停止转动,纸箱静止在封箱机内。
传送辊筒完全停止后,长度方向和宽度方向上的被动夹手装置在气缸的带动下退回到初始位置,宽度方向上的移动夹手装置同样在气缸的带动下退回到初始位置。
完成纸箱右侧面和前端面的封箱操作后,封箱机前段的输送辊筒同步启动将纸箱继续向前输送。封箱设备出口处装有光电传感器,纸箱最前端触发该光电传感器,封箱设备后段的输送辊筒启动。纸箱继续前进直至完全通过该光电传感器,此时封箱机长度方向上右侧的夹手装置在气缸的推动下上升超过辊筒。随后后段电机反转,后段传送辊筒将纸箱退回。纸箱后退到位后,后端电机停止转动,纸箱停留在后端面封箱的位置上。此时,封箱机长度方向上右侧的夹手装置和左侧夹手装置一样,在气缸的带动下退回到初始位置。
3.1.2 胶合压紧系统
为了使热熔胶充分发挥胶合效果,同时防止在封箱压紧过程中纸箱位置发生偏移,本胶合系统主要由推板装置和压板装置两部分组成。
纸箱进入封箱设备,并经过辊筒输送装置输送到位和纸箱定位装置完成定位后,封箱机的胶合压紧系统初始状态如图6所示。
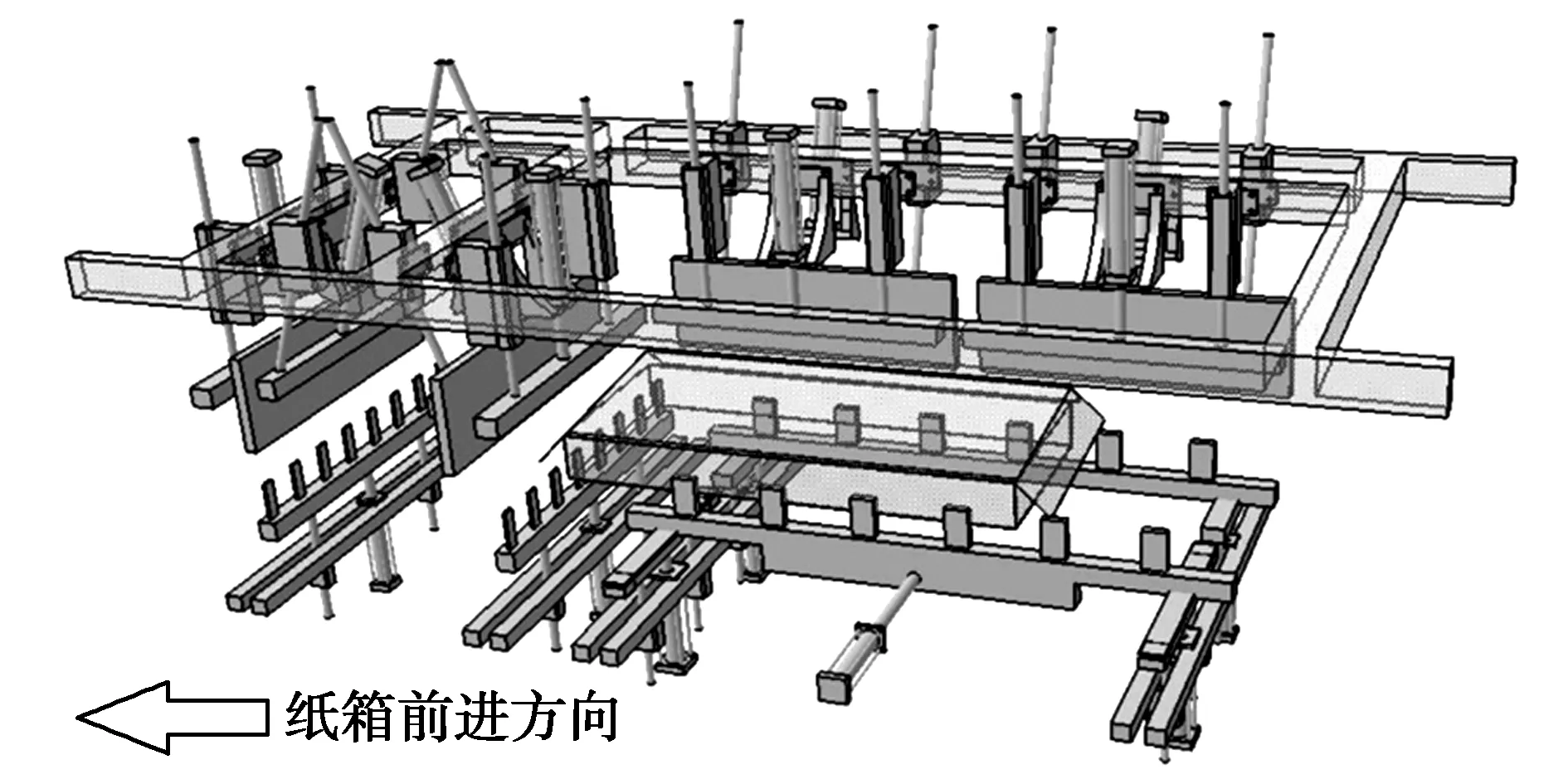
图6 封箱机胶合压紧系统初始状态
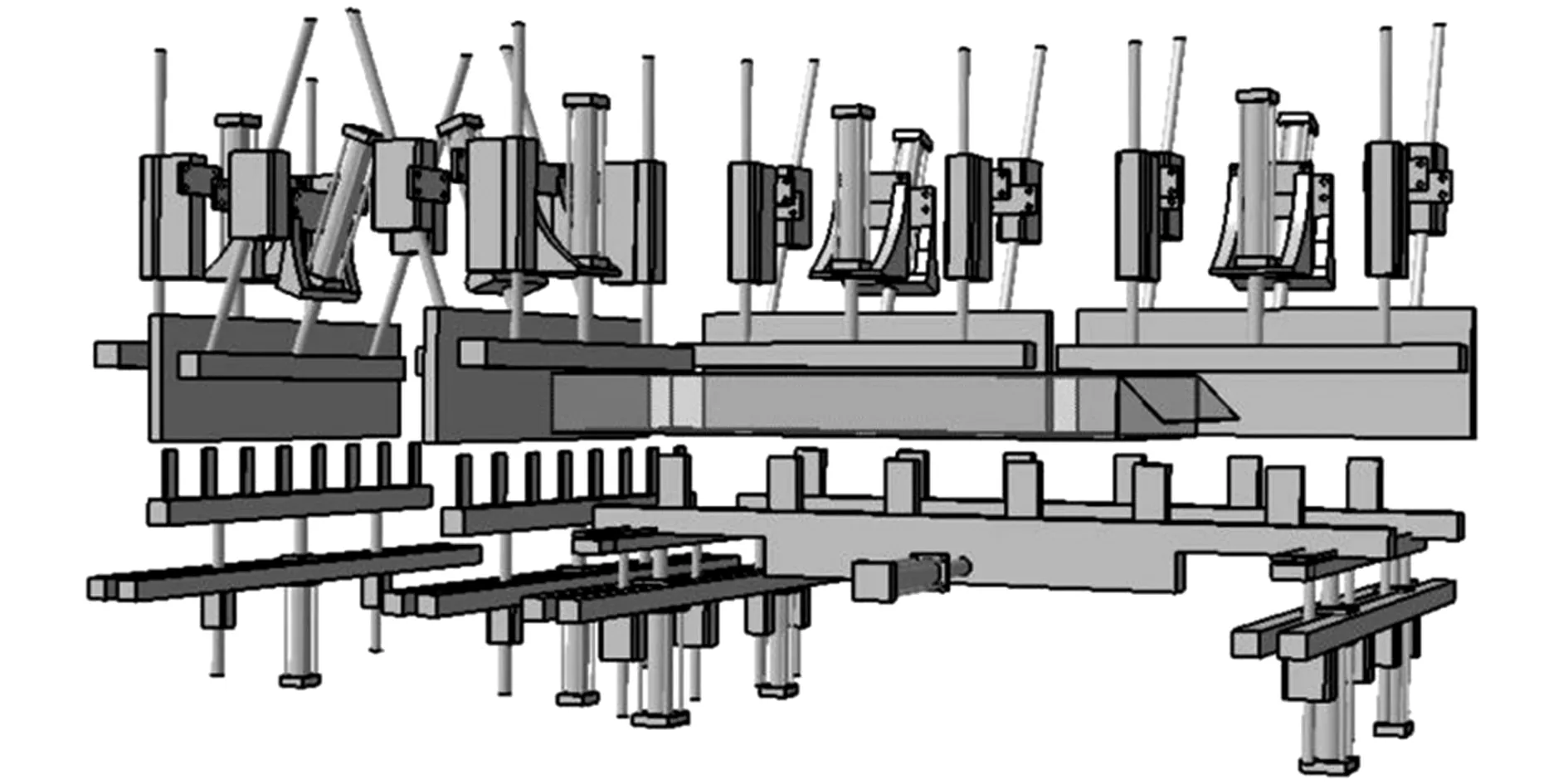
图7 封箱机胶合压紧系统工作状态
完成纸箱右侧面和前端面的封箱操作后,封箱机前段的输送辊筒同步启动将纸箱继续向前输送。封箱设备出口处装有光电传感器,纸箱最前段触发该光电传感器,封箱设备后段的输送辊筒启动。纸箱继续前进直至完全通过该光电传感器,后段电机反转,后段传送辊筒使纸箱后退。纸箱后退到位后,后端电机停止转动,纸箱停留在后端面封箱位置上。
喷胶完成后,纸箱封箱设备的胶合压紧装置开始进行后端面的胶合压紧工作,其工作流程和右侧面及前端面的工作流程大致相同,都是在胶合压紧的初始阶段,压板装置沿轨道垂直下压,将纸箱上部压紧。当压板装置下降到位后,推板装置立即工作,沿轨道以一定的倾角将纸箱的后端面压向纸箱涂胶部位,并维持约1 s的时间,使纸箱后端面与纸箱边板通过热熔胶充分胶合。胶合完成后,推板装置退回至初始位置。推板装置离开纸箱后,压板装置也上升至初始位置,纸箱后端面封箱加工完成。
3.2 堆垛打包设备
产品完成内包装后,通常采用集合、装箱、捆扎、堆码等后包装方式,使产品形成一个合适的物流运输包装单元,以增加产品的外包装强度,减少散包造成损失,提高仓库与货位利用率,提高物流效率,节省运输成本,方便销售[12]。
本条生产线所需的缠绕装置由立式薄膜缠绕设备和旋臂式薄膜缠绕设备两部分组成。其中立式薄膜缠绕机的主要作用是对整托纸箱在垂直面内进行纵向缠绕;旋臂式薄膜缠绕机的主要作用是经过纵向缠绕的整托纸箱在水平面内再次进行横向缠绕。整托纸箱经过纵横十字交叉缠绕非常稳固,方便运输。
3.2.1 薄膜纵向缠绕装置
立式薄膜缠绕装置如图8所示,主要由机架、支撑架、旋转轨道、压板、薄膜拉伸夹持装置以及薄膜截断装置等几部分组成。
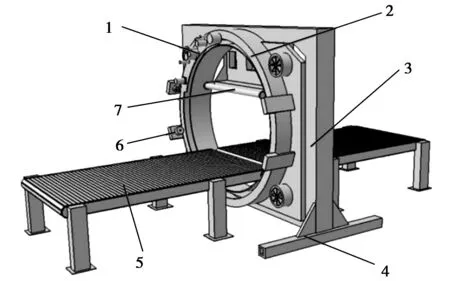
图8 立式薄膜缠绕装置1.薄膜拉伸夹持装置;2.旋转轨道;3.机架;4.支撑架;5.坦克链输送带;6.挡轮;7.堆垛压板装置
整个薄膜纵向缠绕装置的核心部件是薄膜拉伸夹持装置,其主要由电机、薄膜拉伸装置以及薄膜夹持装置等部件组成,如图9所示。
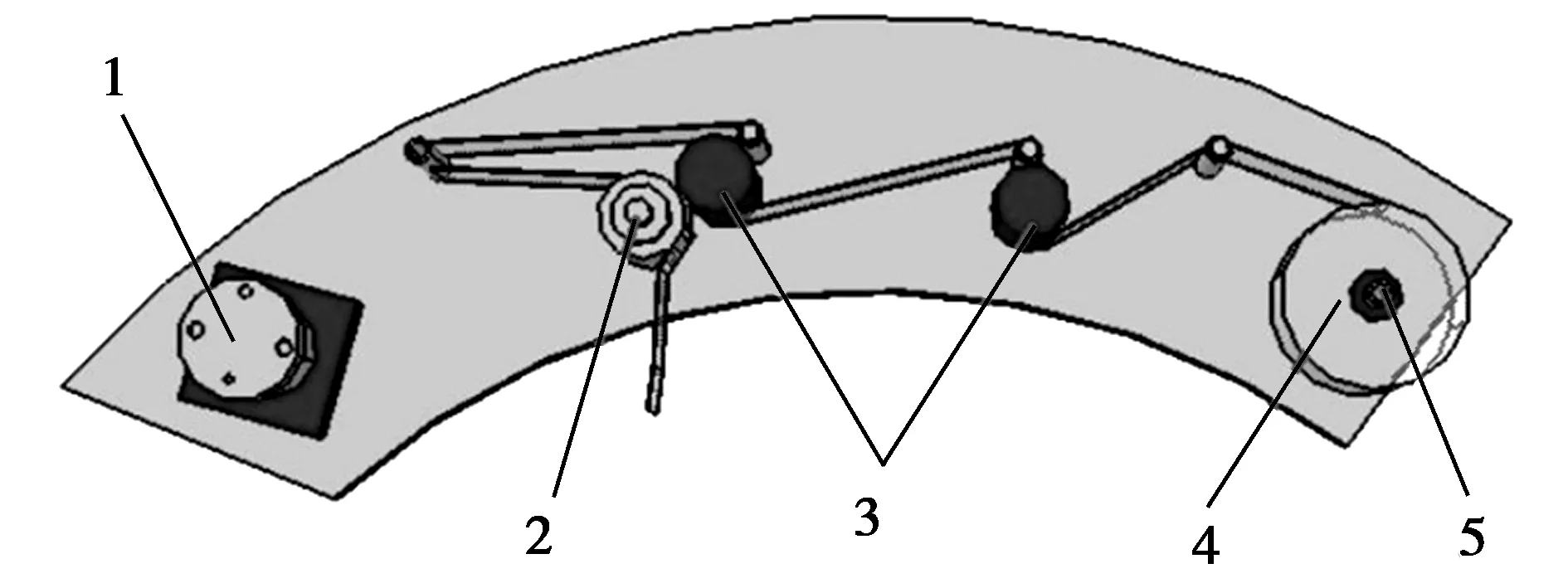
图9 薄膜拉伸夹持装置1.电机;2.旋转滚轴;3.固定拉伸轴;4.塑料薄膜;5.薄膜夹持装置
薄膜拉伸夹持装置固定在旋转圆盘上,跟随圆盘一起旋转。当薄膜缠绕装置工作时,电机启动并带动小齿轮旋转,通过内齿轮啮合,带动整个大的圆盘开始旋转,如图10所示。为便于表述,对旋转圆盘的外壳做了透明化处理。通过旋转滚轴与固定拉伸轴之间的摩擦力可以始终使薄膜处于拉伸状态,以便于塑料薄膜的缠绕。
3.2.2 薄膜横向缠绕装置
由于不同家具的包装纸箱码放成的堆垛尺寸不一,因此采用窄幅薄膜螺旋缠绕法进行拉伸薄膜集装,从而能灵活地适应堆垛的尺寸变化。薄膜卷筒围绕货物旋转的同时,薄膜卷筒也在上下移动将薄膜从货物顶部缠绕到底部,再从底部裹绕到顶部。
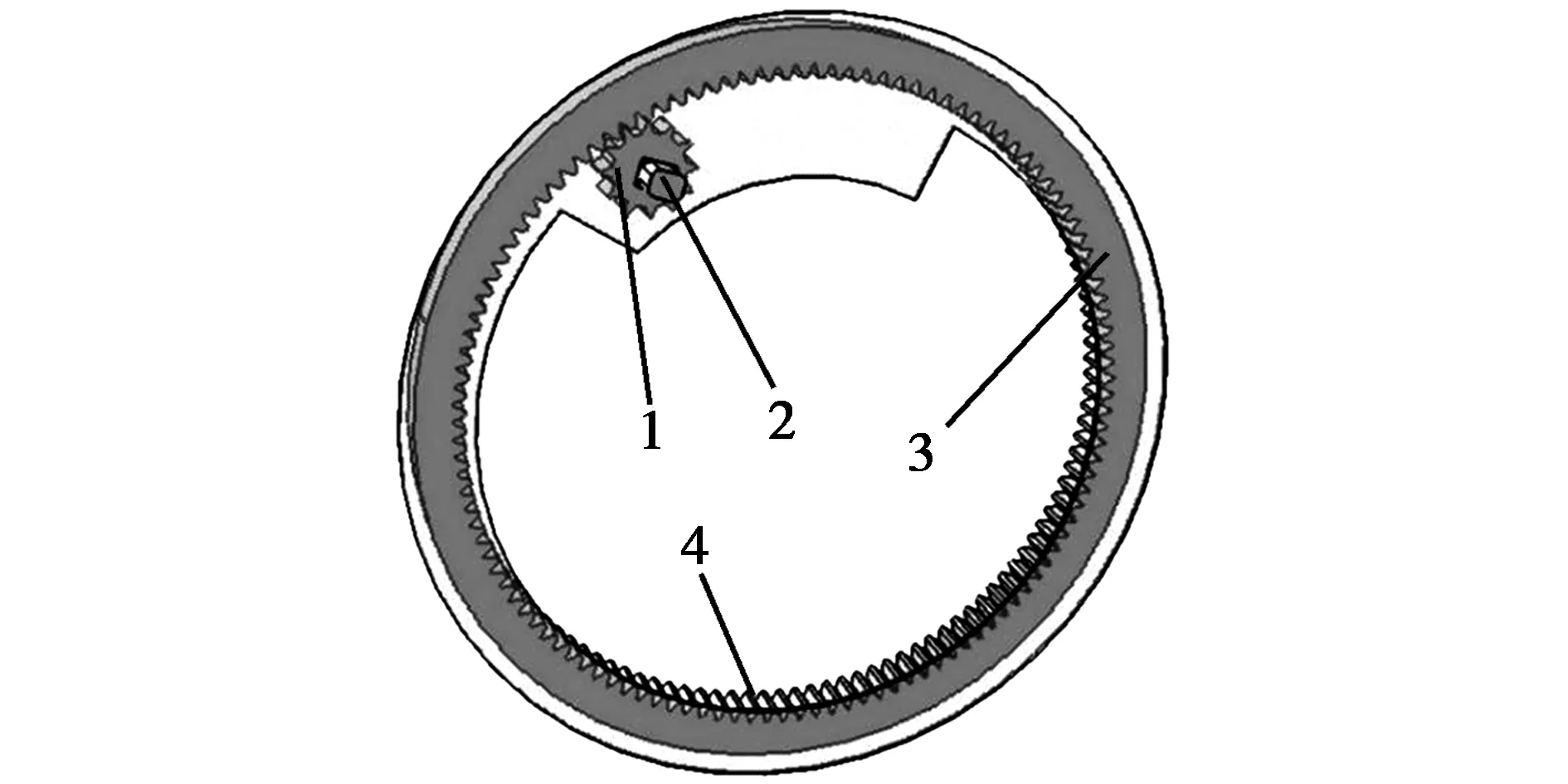
图10 圆盘旋转结构1.传动齿轮;2.电机;3.旋转圆盘;4.从动齿条
旋臂式薄膜缠绕装置主要包括烫膜截断夹持装置、升降气缸、机架、压板、坦克链输送带、链条升降装置、薄膜卡套装置。悬臂式薄膜缠绕装置如图11所示。
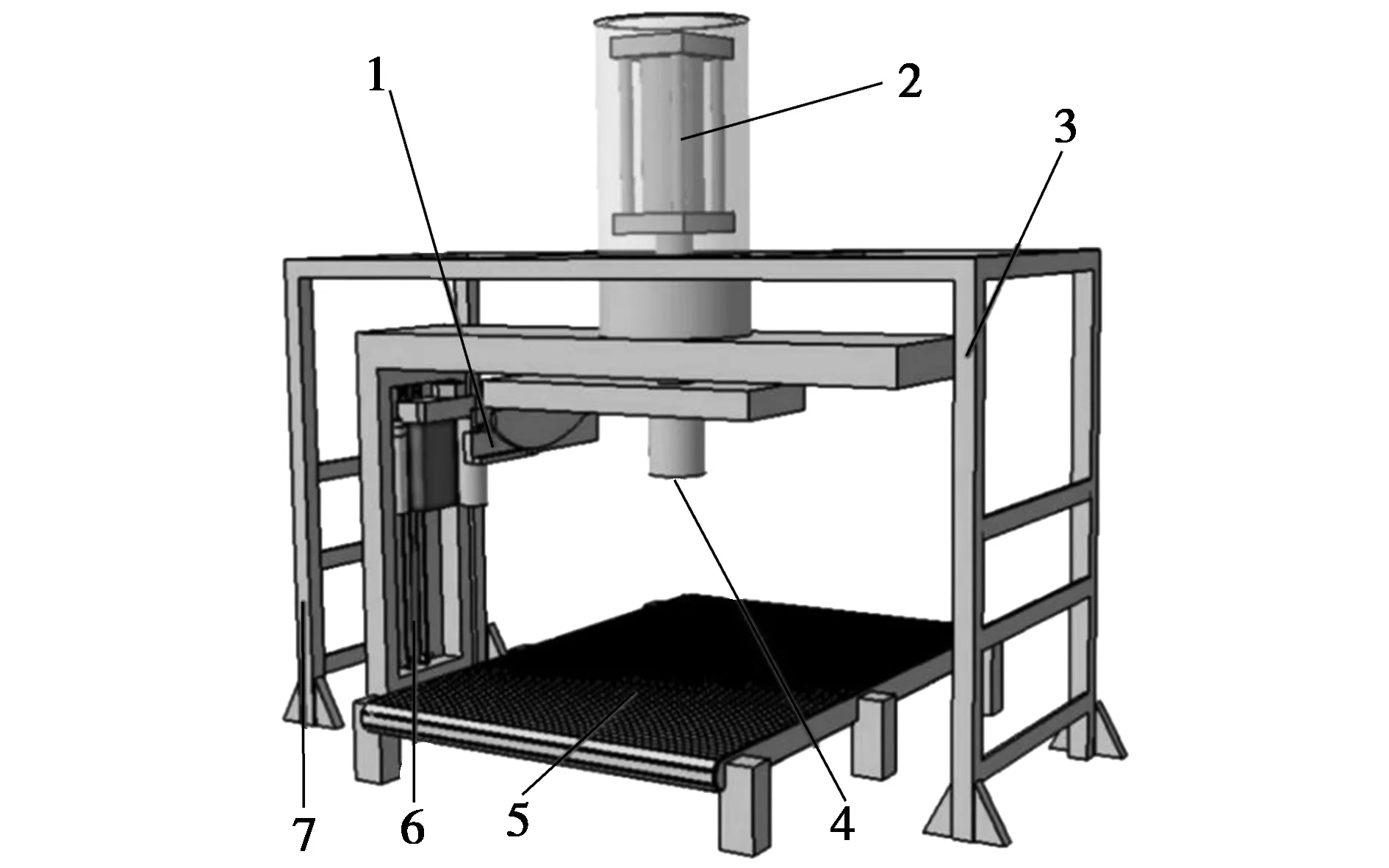
图11 悬臂式薄膜缠绕装置1.烫膜截断夹持装置;2.升降气缸;3.机架;4.压板;5.坦克链输送带;6.链条升降装置;7.薄膜卡套装置
旋臂式缠绕机工作时,通过压紧装置可以实现对转盘上包装物品的压紧,压紧装置上下高度可调、左右位移可调,使用非常便捷。同时在缠绕包装过程中为了满足大型物件的薄膜包装,通过气缸上下伸缩移动,使大型物件从下至上或从上至下缠绕包装。缠绕完成后烫膜截断装置自动工作,截断缠绕塑料薄膜,缠绕加工好的堆垛通过封闭式坦克链传送至下一工序。
缠绕机由四台电机控制。第一台电机用来控制烫膜截断夹持装置,烫膜截断装置将薄膜烫断后,薄膜没有脱离该装置,而是可以继续夹持薄膜以便于下一次堆垛缠绕。第二台电机用来控制薄膜夹持装置绕旋转轴旋转,从而使薄膜可以完整地缠绕在堆垛上。另外两台电机通过传送链条驱动薄膜夹持装置做升降运动。
纸箱堆垛完成纵向薄膜缠绕后,堆垛由坦克链式输送装置送往横向薄膜缠绕装置。纸箱进入横向薄膜缠绕装置后,输送装置停止运动。此时安装在旋转轴上的升降杆通过气缸向下运动,升降杆末端的压板装置向下压紧纸箱堆垛。随后烫膜截断夹持装置打开,薄膜夹持装置开始以旋转轴为中心绕着货物旋转。旋转半周后,烫膜截断夹持装置沿中心轴上升与薄膜脱离并闭合。薄膜卡套装置围绕货物旋转的同时沿着升降导轨上下运动,以便实现薄膜的螺旋缠绕。悬臂旋转装置如图12所示。
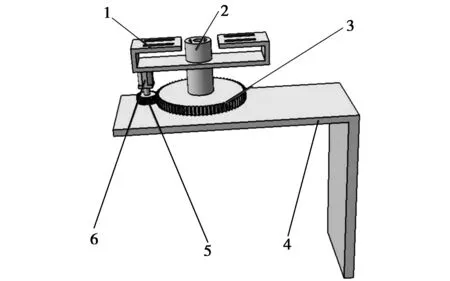
图12 悬臂旋转装置1.支架;2.空心轴套;3.从动齿轮;4.L型悬臂;5.传动齿轮;6.电机
薄膜卡套装置的升降通过链条的传动来实现,薄膜卡套装置如图13所示。卡套装置通过卡槽安装在升降导轨上,两根传动链条安装在顶部和底部的滑动轮上。薄膜缠绕装置工作时,电机启动,并控制链条绕着滑动轮转动。整个卡套装置通过U型卡槽固定在传动链条上,跟随升降导轨上下移动。
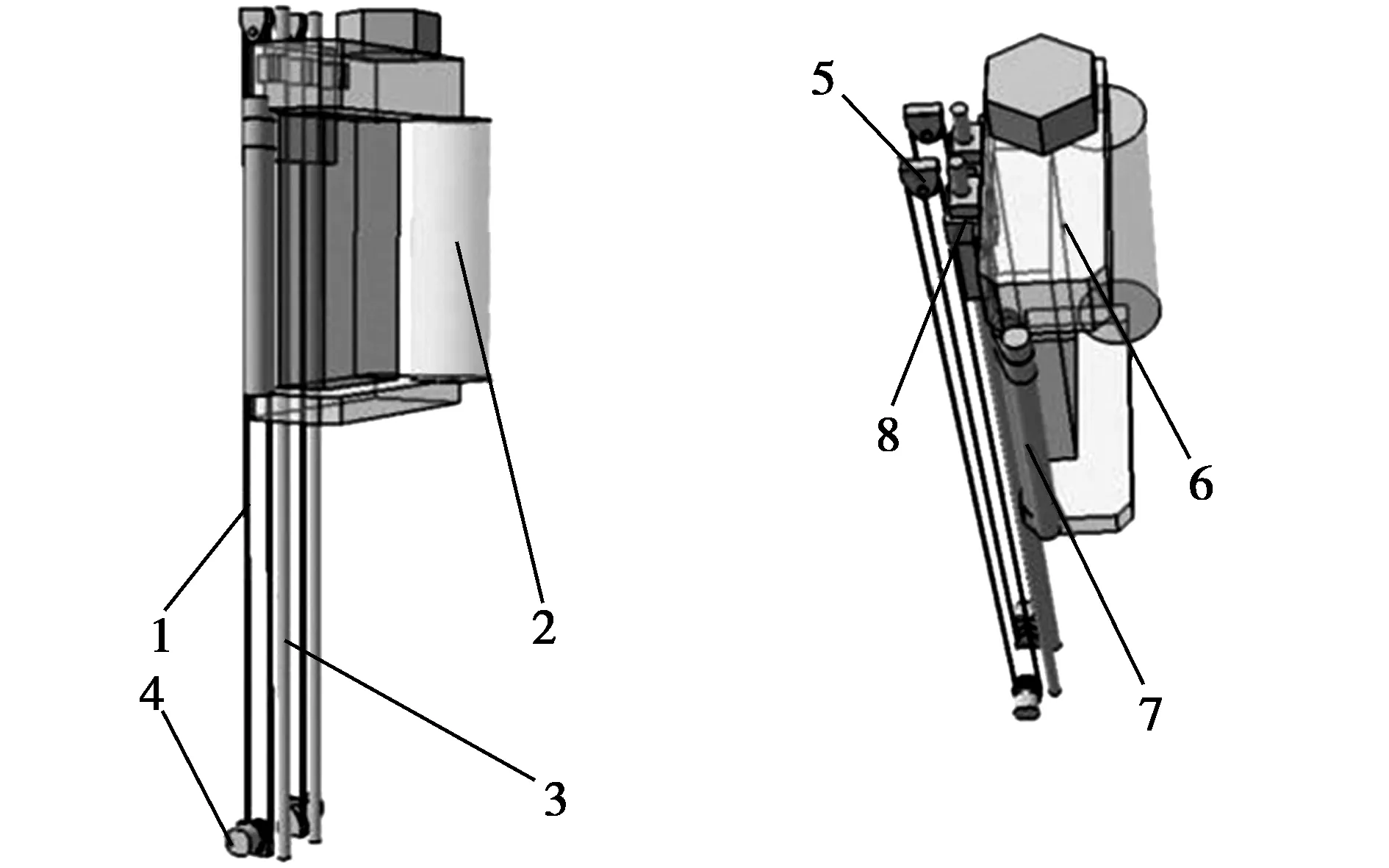
图13 薄膜卡套装置1.升降链条;2.缠绕薄膜;3.升降导轨;4.电机;5.链条传动齿轮;6.薄膜夹持装置;7.薄膜拉伸装置;8.连接装置
当薄膜旋转缠绕即将结束时,烫膜截断夹持装置重新打开。此时,薄膜夹持装置继续旋转直至薄膜将夹持杆和堆垛缠绕在一起,随后,烫膜截断装置闭合,与夹持杆一起将薄膜烫断。缠绕结束后,薄膜夹持装置旋转回初始位置,烫膜截断装置闭合,整个横向缠绕加工过程结束。
4 小结
针对板式家具配件包装,以减少人工成本为目标,对人工完成家具板件及五金配件装箱工序之后的纸箱封箱、堆垛以及打包缠绕等工序进行了自动化设计[13-15]。在纸箱移动过程中,自动完成纸盒封箱、堆码、缠绕等动作,需要人工操作的工作量较少,纸盒运行速度可调,便于实现包装效率的最大化,设计的纸箱封箱设备可以适应不同尺寸的纸箱,实现了柔性化生产。
猜你喜欢
自动化仪表(2022年1期)2022-02-14
数学小灵通(1-2年级)(2021年6期)2021-07-16
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
小太阳画报(2019年3期)2019-06-11
橡塑技术与装备(2018年16期)2018-08-27
橡胶工业(2018年2期)2018-02-16
中国科技教育(2016年12期)2017-08-11
创新作文(小学版)(2017年33期)2017-04-04
科技创新导报(2016年9期)2016-05-14