旋压变形对2195铝锂合金组织和性能的影响
2020-02-01 01:49陈永来尹嘉明马鹏程
载人航天 2020年6期
温 涛,陈永来,杜 玥,尹嘉明,马鹏程
(航天材料及工艺研究所,北京 100076)
1 引言
金属Li作为密度最低(0.534 g/cm3)的金属,在铝合金的合金化中具有重要作用。研究表明:每增加1%质量分数的Li在金属铝中形成铝锂合金,能使合金密度下降3%,弹性模量提高6%;添加2%质量分数的Li,能使合金密度下降10%,弹性模量提高25%~35%[1-3]。统计表明,航天器结构每减重1 kg,其经济效益可实现十倍以上的提升[4]。同时,与传统铝合金相比,铝锂合金还具有高比强度和高比刚度、良好的抗蚀性和抗疲劳裂纹扩展能力、优良的高/低温力学性能等优势[1],因此在航天领域具有现实的经济效益和广阔的应用前景。
美国使用2195铝锂合金代替2219铝合金制造奋进号航天飞机燃料外贮箱(箱底采用整体旋压成形),实现了5%的减重、30%的强度提高;使用2195铝锂合金板材制造发现号航天飞机超轻燃料贮箱,有效载荷增加50%,产生接近7500万美元的直接经济效益[5-6]。2195铝锂合金用于制造战神系列(ARES-I和ARES-V)运载火箭箭体结构,其中直径Φ5500 mm的贮箱箱底采用整体旋压成形[7-8]。欧空局的阿里安-5改进型、日本的H3运载火箭其箭体结构直径为Φ5000 mm级,拟采用2195铝锂合金代替2219铝合金进行制造,其中贮箱箱底结构采用整体旋压工艺成形[9-10]。2195铝锂合金是现阶段在运载火箭箭体结构上实现工程化应用的最轻质结构材料,旋压工艺是运载火箭箭体结构关键部段贮箱箱底实现整体制造的先进近净成形技术,可大幅提高运载火箭可靠性,同时具有一定的减重效应[11]。
中国在役的CZ-2、CZ-3等运载火箭箭体结构仍然使用传统的5A06、LD10(2A14)铝合金;最新服役的大、中型运载火箭CZ-5、CZ-7箭体结构也仅采用了2219铝合金,上述火箭型号箭体贮箱箱底均采用传统的瓜瓣拼焊工艺制造;新一代重型运载火箭CZ-9及新一代载人运载火箭箭体结构拟采用2195铝锂合金制造,其Φ9500 mm级和Φ5000 mm级贮箱箱底仍拟采用传统的瓜瓣拼焊工艺制造,与国外差距悬殊[8]。
由于2195铝锂合金旋压制品在航天领域应用的敏感性,国外对其旋压工艺的公开报道仅停留在工序层次,如战神系列用Φ5500 mm贮箱箱底制造流程如下:板材搅拌摩擦焊—圆坯制备—退火处理—旋压成形,对旋压变形过程的工艺参数如温度、减薄率、进给比等只字未提[7-8]。同时,国外对2195铝锂合金组织和性能研究的公开报道也仅停留在原材料层次,基本不涉及旋压变形对材料的影响规律[6]。国内对2195铝锂合金的研究多数聚焦在原材料制备、热处理工艺的影响[1-3],对其旋压成形以及旋压变形影响规律的报道较少,工程化应用数据严重缺乏[8]。
本文通过旋压工艺制备直径Φ1000 mm级2195铝锂合金贮箱箱底旋压件,研究旋压变形对2195铝锂合金显微组织和力学性能的影响规律,积累2195铝锂合金工程化应用数据,为重型运载火箭CZ-9和新一代载人运载火箭的研制积累工程经验,提供数据支撑。
2 实验过程
箱底旋压件原材料为经轧制成形的2195铝锂合金O(退火)态板材,厚度为20 mm,其化学成分如表1所示。首先采用TORC-180/2FC双旋轮数控旋压机将上述板材旋制为Φ1000 mm级2195铝锂合金箱底,如图1所示;然后将其进行T6热处理,分别从退火态板材、箱底旋压件直线段、经T6处理后的箱底直线段上切割料块制备Φ5 M10标准试样,分别命名为A、B、C;旋压变形过程中,从小端到大端口部壁厚逐渐减薄,因此旋压件及经T6处理后的箱底直线段为旋压过程变形量最大的区域,该位置的变形量约为30%,如图2所示;在CMT5105电子万能试验机上进行室温拉伸试验,加载速度均为2 mm/min。
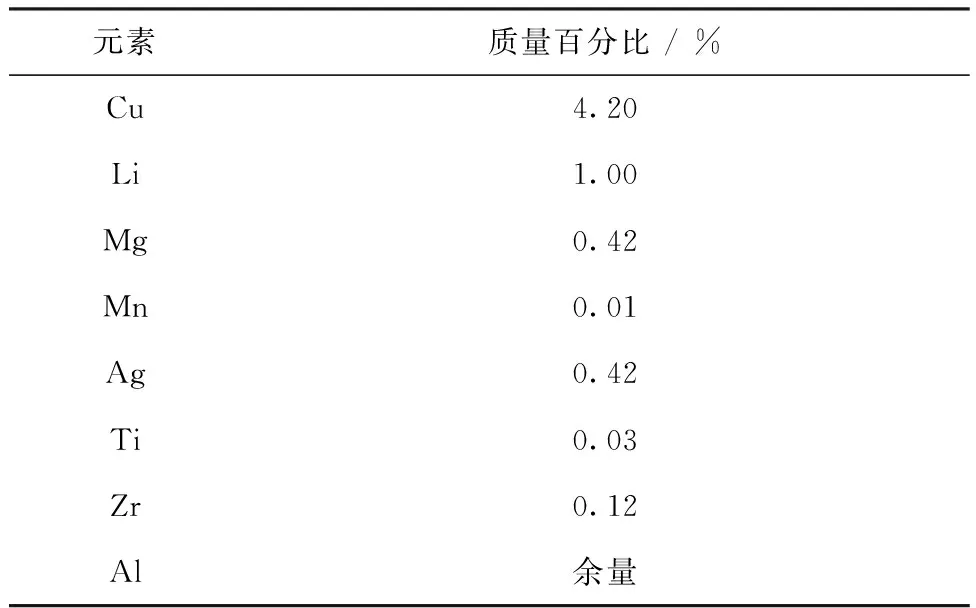
表1 2195铝锂合金化学成分(质量百分比wt%)

图1 Φ1000 mm级2195铝锂合金箱底旋压件形貌Fig.1 Morphology of 2195 Al-Li alloy domeformed by spinning
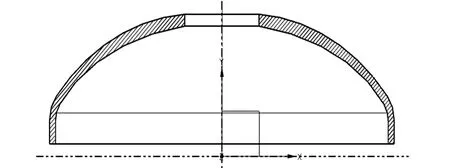
图2 Φ1000 mm级2195铝锂合金箱底旋压件剖面图Fig.2 Section view of 2195 Al-Li alloy domeformed by spinning
分别从退火态板材、箱底旋压件直线段、经T6处理后的箱底直线段上切割料块制备试样、采用DM4000 M型金相显微镜和透射电镜(Tecnai G220ST)进行显微组织观察。
3 结果与讨论
图3为不同状态2195铝锂合金的室温力学性能(A:退火态;B:旋压态;C:旋后T6态)。从图中可以看出,退火态2195铝板的室温抗拉强度、屈服强度和延伸率分别为365 MPa、201 MPa、11.8%。经旋压变形后,其抗拉强度和屈服强度均获得了显著提升,尤其是屈服强度获得了大幅提升,其中抗拉强度从365 MPa提升至426 MPa,屈服强度从201 MPa提升至312 MPa,增幅分别为16.7%、55.2%;而延伸率出现小幅下降,从11.8%降至10.4%,降幅为11.9%。旋压件经T6处理后,其强度获得进一步提升,增幅也进一步提高,其抗拉强度和屈服强度分别提升至596 MPa和547 MPa,增幅分别为39.9%和75.3%;而延伸率进一步降低至8.3%,降幅为20.2%。

图3 不同状态2195铝锂合金室温力学性能Fig.3 Mechanical properties of 2195 Al-Li alloy with different conditions at room tempertature
图4为不同状态2195铝锂合金的显微组织形貌(图4(a)为退火态,图4(b)、4(c)为旋压态)。从图中可以看出,相对于退火态原始组织,经历旋压变形后,显微组织呈现出明显的纤维特征,同时旋压态组织变得细小、弥散,如图4(a)、4(b)所示。
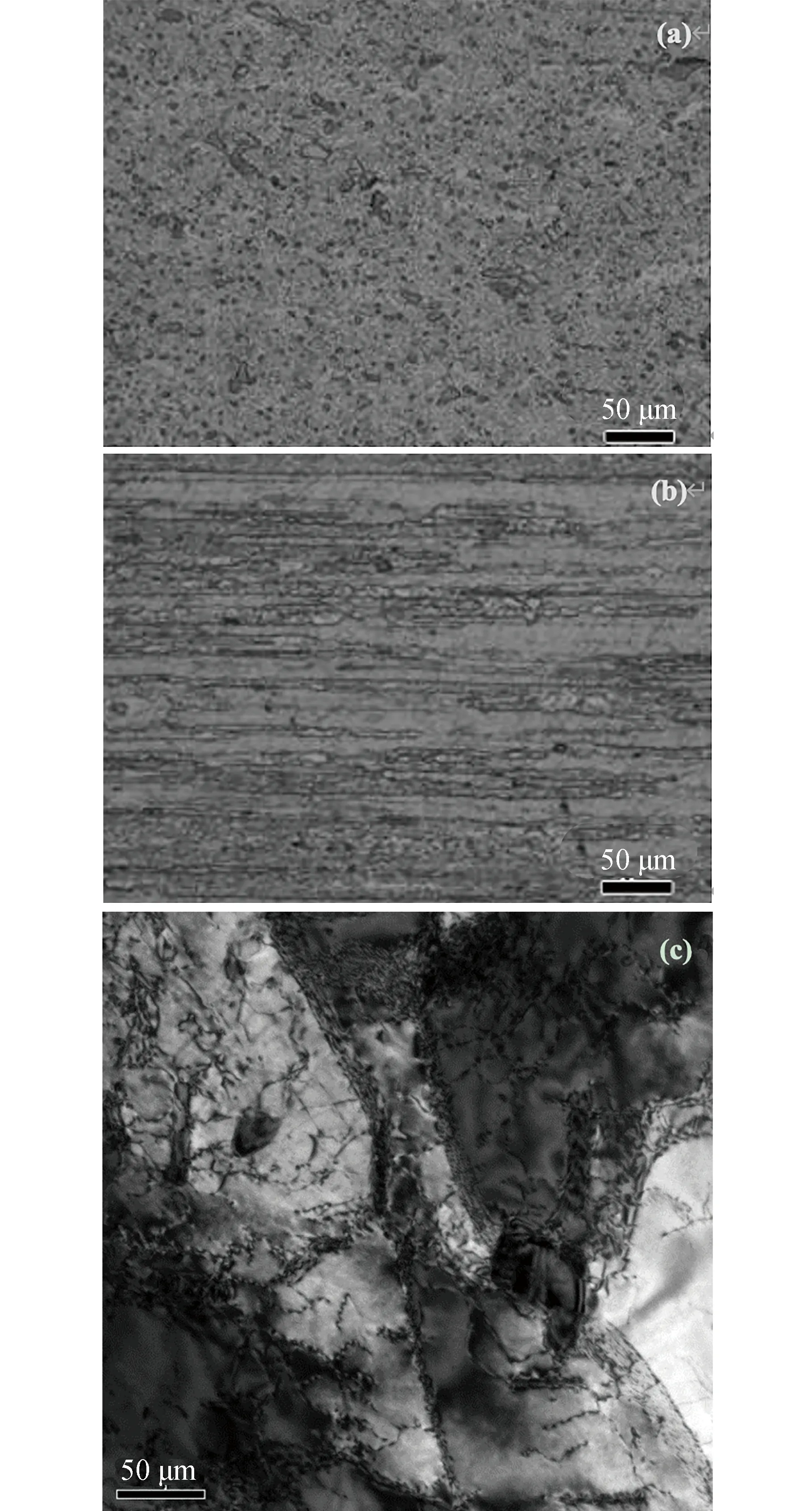
图4 不同状态2195铝锂合金显微组织Fig.4 Microstructure of 2195 Al-Li alloy with different conditions
2195铝锂合金室温塑性变形能力较差,必须采用热旋成形,全旋程变形区温度为400~480 ℃,因此其旋压过程属于热变形过程。而在热变形过程中,一方面变形导致位错不断增殖、缠结和积累,位错密度不断增加,引起动态硬化;另一方面动态回复、再结晶发生引起位错不断对消或者转变为低能态组织,从而使位错减少,引起动态软化[11]。动态硬化和动态软化2个相反的过程在热旋过程中同时进行,2种机制迭加在一起共同影响材料的组织和性能。在本文中,动态硬化效应占据主导地位,导致变形结束后合金中位错密度大幅增加,并且出现大量位错缠结,如图4(c)所示。另外,旋压变形为逐点变形,变形过程将产生显著的细晶效应,而晶粒细化将同时提高强度和塑性。动态硬化效应和细晶效应的迭加作用共同导致2195铝锂合金经历旋压变形后强度获得显著提升,抗拉强度和屈服强度分别提升了61 MPa、111 MPa;同时塑性仅出现轻微下降,延伸率降低了1.5%。
图5为不同状态2195铝锂合金的析出相形貌(图5(a)、5(b)为未经历旋压变形合金经T6热处理后的组织,图5(c)、5(d)为经历旋压变形合金经T6热处理后的组织)。从图中可以看出,未经历旋压变形的T6态组织中,仅有少量的板状或者片状T1相析出,T1相呈针状平行排列,但其析出分布不均匀,如图5(a)所示;同时伴随有G.P.Z/θ″和少量δ′相复合弥散析出,这两类复合析出相呈针状均匀分布,位向关系为相互垂直,如图5b所示。而经历旋压变形的T6态组织中,同样有T1相析出,但析出数量相对于未经历旋压变形的T6态组织明显增加,T1相分布未发生明显变化,依然呈针状平行排列,其析出表现为局部不均匀,如图5(c)所示;同时依然伴随有G.P.Z/θ″和少量δ′相复合弥散析出,与未经历旋压变形的T6态组织相比,其形貌未发生明显变化,依然呈针状均匀分布并表现出相互垂直的位向关系,但析出数量明显增加,如图5 (d)所示。

图5 不同状态2195铝锂合金TEM组织形貌Fig.5 TEM morphology of 2195 Al-Li alloy with different conditions
在T6热处理过程中,2195铝锂合金中残留的粗大可溶第二相在固溶阶段重新固溶进基体里,高温过剩相实现充分溶解,使得在淬火阶段获得高过饱和固溶体,为时效阶段中的沉淀强化相析出提供较高的驱动力。2195铝锂合金属于Al-Li-Cu系合金,合金中主要的强化相为:δ′相(Al3Li)、T1相(Al2CuLi)和θ′(Al2Cu)相等[12],而合金中的Cu含量是影响析出相析出顺序的重要因素,即合金的Cu/Li比将决定析出相的种类[13]。而本文中使用的2195铝锂合金的w(Cu)/w(Li)为4.2,因此在T6处理过程中析出的主要强化相为呈现板状的稳定相T1相、呈现球状的亚稳相δ′相及G.P.Z,如表2和表3所示,与图5所示的TEM析出相一致。
T1相为富铜强化相,与面心立方的α(Al)基体呈非共格关系,可以对合金产生显著的强化效果;而δ′相与基体呈完全共格关系,容易与位错成对切过,位错容易堆积在晶界处,从而产生较强的强化效应;析出相中θ′相与α(Al)基体之间呈半共格关系,对合金性能具有一定的强化作用[14-16]。
表2 铝锂合金析出相特征

表3 2195铝锂合金析出相析出顺序
研究表明,晶体学缺陷处是T1相、δ′相、θ′相等强化相的主要形核析出位置[17-21]。因此,旋压变形过程为T1相、δ′相、θ′相等强化相的析出提供大量形核点,增加等强化相的析出位置,导致强化相的体积分数和析出数量大幅增加,使强化相更加均匀、尺寸更加细小,这将加剧T1相、δ′相、θ′相等强化相对位错运动的钉扎作用,从而提高材料强度,同时造成塑性出现一定程度的下降[22]。因此,2195铝锂合金经历旋压变形后进行T6热处理,使合金强度获得大幅提升,抗拉强度和屈服强度分别提升至596 MPa和547 MPa,同时延伸率降低至8.3%。
4 结论
1) 2195铝锂合金经旋压变形后,抗拉强度和屈服强度分别从365 MPa提升至426 MPa,屈服强度从201 MPa提升至312 MPa,延伸率从11.8%小幅下降至10.4%;旋压件经T6处理后,其抗拉强度和屈服强度分别大幅提升至596 MPa和547 MPa,而延伸率降低至8.3%;
2) 2195铝锂合金旋压变形过程中,动态硬化效应占据主导地位,同时伴随有显著的细晶效应,2种效应相迭加共同使2195铝锂合金经历旋压变形后强度获得显著提升,同时塑性仅出现轻微下降;
3) 2195铝锂合金旋压变形后进行T6处理,析出的强化相主要为T1相、δ′相,旋压变形过程为强化相的析出提供大量形核位置,大幅增加了析出相的体积分数,使合金抗拉强度和屈服强度大幅提升,同时造成延伸率进一步降低。
猜你喜欢
铝加工(2022年3期)2022-11-24
材料与冶金学报(2022年2期)2022-08-10
钣金与制作(2022年5期)2022-06-09
中国应急管理科学(2022年1期)2022-04-18
红岩春秋(2022年1期)2022-04-12
有色金属材料与工程(2021年5期)2021-10-25
科技视界(2019年27期)2019-11-05
阅读(快乐英语高年级)(2019年8期)2019-09-10
滇池(2017年5期)2017-05-19
小天使·二年级语数英综合(2015年11期)2015-11-11