烟支束成型机构的设计及应用
2020-02-22 06:22吴涛薛廷灿马旭辉秦绍江
科技创新导报 2020年25期
关键词:转塔
吴涛 薛廷灿 马旭辉 秦绍江
摘 要:为解决YB42扁硬盒包装机烟支束成型机构在推烟过程中易出现残烟、卡烟,机件干涉损伤等问题。对烟支束成型机构进行整体合理的设计,采用新的组烟方式保证烟支束排列质量,再以直线运动推杆以推烟排的方式,将上下5-5排列的烟组横向推入烟支束通道中,与烟支束通道的配合衔接顺畅。该设计机构间配合精度要求相对较低,推烟板结构简单,工作连续性好,设备运行稳定性显著提升,该设计能够有效改善烟组排列质量,工作连续性好。
关键词:转塔 模盒 推烟板 烟支束 组烟
中图分类号:TP23 文獻标识码:A 文章编号:1674-098X(2020)09(a)-0078-03
Abstract: In order to solve the YB42 flat box packaging machine cigarette bundle forming mechanism in the process of pushing smoke prone to residual smoke, card smoke, machine parts interference damage and other problems, the cigarette bundle forming mechanism was designed as a whole and rationally, and a new group of cigarettes was adopted to ensure the quality of cigarette bundle arrangement. Then, by means of a linear motion push rod to push smoke exhaust, the 5-5 cigarette groups were pushed horizontally into the cigarette bundle passage, and the coordination and connection with the cigarette bundle passage were smooth. The design has a relatively low requirement for the precision of inter-mechanism coordination, simple structure of smoke pusher plate, good continuity of work and significantly improved stability of equipment operation. The design can effectively improve the quality of smoke group arrangement and good continuity of work.
Key Words: Turret; Mould box; Smoke pusher plate; Cigarette bundle; Smoke group
ZB42扁硬盒包装机组在我厂用于高端卷烟生产,满足了市场对卷烟包装多品种、高档次的要求,该机组额定生产能力:100包/min,烟支规格为:Φ7.8mm×92mm。YB42扁硬盒包装机作为ZB42机组的主机, 其包装形式为:双仓扁盒、直包,烟支排列为5-5双小包双十排列包装。在实际生产过程中,YB42烟支束成型机构推烟耙在推入烟支束过程中易产生残烟、卡烟、烟库钢片与推烟耙干涉损坏等问题;烟支束检测受空间限制,检测连续性较差。鉴于此,我们对YB42烟支束成型机构进行分析研究,改善烟组排列质量及推送方式,系统性提高该机构的稳定性。
1 问题分析
卷接合格的92mm长的烟支进入到YB42烟库后,在下烟通道中排列成型的烟组由成型机构推耙直接将其推入到横向输送的烟支束通道中;因此,推耙的推烟精度就显得非常重要。然而,在机器设计中,推耙推烟时的运动轨迹仅在很小一个范围内允许有所偏差。但是在工程中推耙总成的所有零、构件是在不断的循环工作的,各零、构件就要承受循环不断的应力作用,也就使得其零、构件在运动中存在产生循环弹性变形以及塑性变形累积损伤的可能。分析验证情况如下:
(1)在静载荷的拉伸作用下,推耙所受应力与其发生的塑性应变是符合Hollomon定理:σ=K(εp)n。式中:σ—所受应力;εp—塑性应变;n—硬化指数;K—硬化系数。实验中我们测得:n=0.022,K=85.605kg/mm2,相关系数为r=0.939。
(2)从零到最大载荷的应力与应变的关系为:ε=εe+εp=σ/E+(σ/K)1/n。推耙在循环工作时所有载荷的应力幅以及它承受载荷后所产生的塑性应变幅也是满足Hollomon定理:σ=K1(εap)n1。式中:σ-循环应力幅;εap-循环塑性应变幅;n1-循环载荷下应变硬化指数;K1-循环载荷下硬化系数。
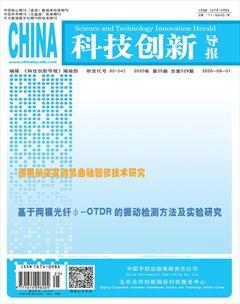
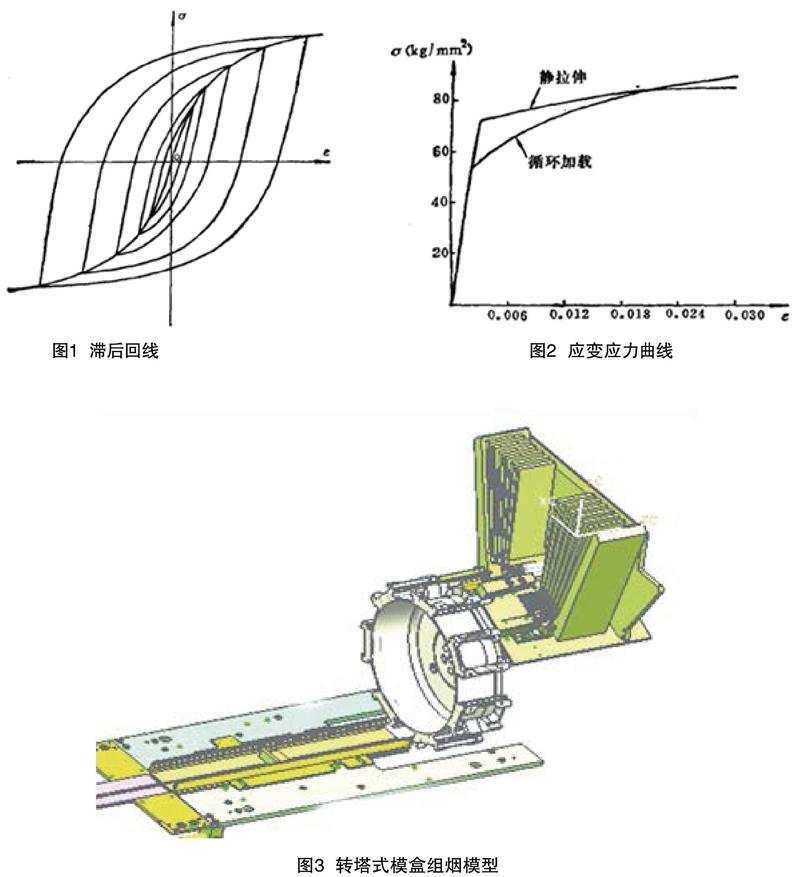
(3)通过阶梯性等幅进行加载,测得n1=0.1556,K1=148.216kg/mm2,相关系数 r=0.945。在实验中,每一级加载后的稳定滞后回线(如图1):推耙在循环工作下的应变与应力的关系曲线为:εa=εae+εap=σa/E+(σa/K1)1/n1。从推耙在循环工作下的应力应变曲线(如图2)中看出:推耙在循环工作下表现出循环应变软化的特点,应力应变率较静加载更大。
实验表明,推耙在不断的循环工作中会越来越容易产生循环弹性变形从而导致推耙运动在工作时因各方面的外力及内应力的作用在某次的工作行程中产生微观较大的形变而较大范围偏离设计运动轨迹,当偏离值大于机器设计所允许的最大范围时就不可避免地产生了残烟和卡烟现象的出现。循环工作时间越长,循环软化现象越严重,也就使得残烟和卡烟现象频繁出现。
2 设计思路
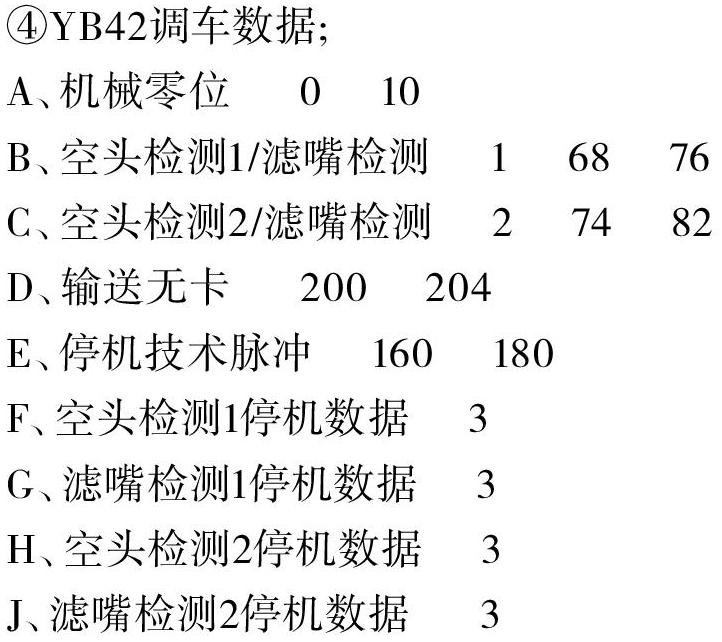
通过实验分析,YB42烟支束成型推烟机构推烟过程易出现残烟、卡烟、机件干涉损伤等问题,是由于机构相互配合容错率低,烟支到达烟库下烟通道后,由推耙直接将5-5双排烟组推入横向烟支束通道中,这样的设计不能保证烟支排列质量,对机构间的配合精度要求较高,推耙在运动过程中出现微小的形变便会产生较大范围的轨迹偏离。因此,我们考虑参考和借鉴FOCKE350S包装机的组烟方式,将原机组烟方式改为转塔式模盒组烟,保证烟组排列整齐、紧密,再采用直线运动推杆将转塔模盒中5-5双排烟组以推烟排的方式推入横向烟支束通道中(如图3)。该设计能够有效改善烟组排列质量,机构间配合精度要求不高,工作连续性好,整个机构容错率高。
2.1 机械部分设计
烟库下烟设计为托板式,烟支在转塔模盒内完成组烟后,由推烟板推送烟组,推烟板由直线运动推杆驱动,一次性将5-5双排烟组推入烟支束通道。在这里转塔模盒前段设计成敞开式的开口,推杆为直线运动,转塔为旋转间歇运动,不存在循环工作过程中某一时刻产生微观较大形变而改变运动轨迹的问题,与烟支束通道的配合衔接顺畅。空头滤嘴检测安装在转塔上,具备充足的安装空间,转塔为间歇运动可为烟支检测提供必要的响应时间,保证产品质量检测的连续性和稳定性。
2.2 电气部分设计
组烟方式和推烟结构已经改变,所以需要在组烟时对推杆的动作与烟支到位信号和转塔式烟库进行对接,在组烟时转塔式烟库会静止,在这个短暂的停顿中,转塔式烟库会有一个模盒的机械位置与上游烟库对应,此时推杆迅速伸出,上下两层5-5烟组迅速在模盒内完成。与此同时,在这个停顿中转塔式烟库的另一个模盒的机械位置会与YB42烟支束输送通道在机械位置上处于同一轴线上,此时和组烟一样,与之相对应的推杆迅速伸出将模盒内的烟组推入输送通道中。所以转塔、推烟机构与上游烟支输送通道及下游烟支输送通道间的配合以及烟支检测的电气支持也必须配套跟上。因此采用独立的PLC对转塔烟库和推烟机构机构进行控制,动作信号与上下游信号进行对接,确保烟支束成型和供给的准确性和连贯性。
2.3 设备调试
(1)零点调整:点动设备运行到形成盒刚刚移动那一刻为机械零位(观察人机界面);
(2)空头检测1/滤嘴检测1和空头检测2/滤嘴检测2的调整;
①原理:按每分钟110包计算:1min=60000ms;60000/110=545ms/360个脉冲=1.51ms;即每个脉冲用1.51ms;1.51ms*7个脉冲=10.06ms;即检测脉冲间隔应大于7个脉冲;
②调整原理:点动YB42运行检测到位检测位置,记下脉冲数,输入数值时应大于该数值,点动YB42运行到设备结束前的数值时,输入数值时应小于该数值。
③调整数值不要小于7个脉冲,调整时应反复调整该数值到准确为止。
④YB42调车数据;
3 应用效果
通过对烟支束成型机构的研究,采用新的组烟方式和推烟结构后,该机构设计合理,烟支排列整齐、紧密,推烟板结构简单,工作连续性好,整个机构配合容错率高,设备运行的稳定性显著提升。同时,采用新的组烟方式和推烟结构后,烟支空头和滤棒检测装置安装于转塔上,在线质量检测的有效性和准确性得到了有效改善。
参考文献
[1] 一种用于口服液瓶全自动包装装置[J].橡塑技术与装备,2019,45(10):67.
[2] 陈锐鸿.基于PLC控制的自动堆叠机设计[J].制造业自动化,2018,40(3):138-141.
[3] 吕小波,马立,刀荣贵,等.ZB45包装机组烟包干燥输出独立驱动装置的设计[J].烟草科技,2019,52(3):107-111.
[4] 于新颖.YB45包装机烟支传送系统的优化与仿真[D].延吉:延边大学,2017.
[5] 梁志平.卷煙燃烧锥落头倾向测试装置的设计与实现[D].昆明:云南大学,2018.
[6] 白云飞.烟支滤嘴搓接过程的分析与研究[D].昆明:昆明理工大学,2018.
猜你喜欢
石油和化工设备(2022年2期)2022-03-11
激光与红外(2021年3期)2021-04-07
航空工程进展(2020年6期)2021-01-05
造船技术(2020年2期)2020-05-18
海洋工程装备与技术(2020年1期)2020-04-21
中国海洋平台(2016年5期)2016-11-18
现代兵器(2016年5期)2016-05-25
现代制造技术与装备(2016年11期)2016-04-07
机床与液压(2014年3期)2014-06-09
制造技术与机床(2014年11期)2014-04-23