
304 不锈钢管道环焊缝热力耦合有限元模拟*
2020-02-24 04:10徐育烺李勤涛赵先锐张梦贤吴修娟
焊管 2020年12期
陈 勇, 徐育烺, 李勤涛, 赵先锐, 张梦贤, 吴修娟
(1. 南京工业职业技术大学 机械工程学院, 南京210023; 2. 江苏科技大学 材料科学与工程学院,江苏 镇江212000; 3. 江苏海事职业技术学院 船舶与海洋工程学院, 南京211100;4. 九江学院 机械与材料工程学院, 江西 九江332000)
0 前 言
通常w(Cr) 为12%以上的铁基合金称为不锈钢[1-3]。 目前, 不锈钢已广泛应用于工业、 家具装饰行业和食品医疗行业。 关于不锈钢焊接结构变形和残余应力的研究多以平板对接和搭接构件为主, 而复杂构件研究大多针对厚板, 因此, 对于薄板环形焊缝残余应力的研究较少, 而借助有限元软件则可以预测和分析不易被实际测量的环形焊缝应力场的分布规律。 天津大学金晓军[4]认为焊接热源、 焊接接头形式以及材料性能等多种因素都会对焊接残余应力造成影响。 河北电力研究所代真[5]认为靠近母材的热影响区附近是管道焊接接头残余应力最大值的集中区域, 其中焊接方向和板厚方向的残余应力均呈现拉应力状态。 西南石油大学郭杨柳[6]认为管道内外表面的轴向应力皆小于环向应力。
不锈钢环形管件在拘束状态进行焊接时,由于受热不均匀, 温度场也分布不均匀, 加热和冷却过程中均存在相变过程, 最终不可避免地会产生焊接残余应力。 残余应力是导致疲劳断裂、 脆性断裂以及应力腐蚀开裂等失效的重要因素。 因此, 管道环焊缝焊接残余应力的数值模拟可以为寻求更合理的焊接工艺参数提供可靠的理论依据。
1 TIG 焊中物理模型与温度场的理论计算
本研究中不锈钢圆管焊接模拟采用的物理模型尺寸为: 长度40 mm, 直径20 mm, 壁厚3 mm。 焊缝截面示意图如图1 所示, 采用生死单元法填充焊缝金属, 模拟管道焊接过程。 304不锈钢母材的化学成分见表1。

图1 焊缝截面示意图

表1 304 不锈钢化学成分 %
在焊接过程中, 热分析的控制方程[7]为

式中: ρ——材料密度, kg/m3;
c——材料比热容, J/(kg·℃);
T——瞬时温度;
t——时间;
x, y, z——参考坐标系中的坐标;

q——热流矢量;
Q——热源产热效率。
本研究选用模型为适用于小直径管道环形焊接模拟的二维轴对称等密度热源模型[8]。 本次不锈钢材料焊接中, 温度选择1 500 ℃。 其中公式(2)为对流换热遵循牛顿定律, 公式(3) 为辐射换热遵循斯蒂芬-波尔兹曼定律, 即

式中: hf——对流表面换热系数;
Tsur——固体表面温度;
T0——环境温度;
c0——辐 射 系 数, c0=5.67×10-14J/(mm2·s·K4), 适用于绝对黑体;
ε——黑度系数, ε<1。
热-弹塑性分析中, 总的应变量Δεtotal符合

其中, 等号左侧为应变增量和, 即总应变;等号右侧为增量引起的原因, 依次为弹性应变、塑性应变、 热应变、 相变应变和蠕变应变。
依据传热学中经典的傅里叶方程和能量守恒定理, 在笛卡尔坐标系中, 考虑厚度方向能量传递, 建立的非线性三维瞬时热传导微分方程[9]为
式中: ρ——材料密度, kg/m3;
c——材料比热容, J/(kg·K);
T——关于位置和时间的温度分布函数;
kx, ky, kz——材料沿x, y, z 方向的热传导系数, W/(m2·K);
Q——物体内部热流密度, Q=Q (x, y, z,T), 一般焊接过程中, 其本身不会自发产生热量, 所以Q=0。
作为传热理论中最基本的方程, 在温度场模拟中仅运用上述微分方程是不够的, 在实际焊接过程中, 模型的初始温度及拘束应力状态均需加以边界条件的约束。 选择合适的热源模型, 综合考虑和简化相应模型, 才能获得正确的求解方案。
在某一温度下, 应力达到该温度下屈服极限时, 应力几乎不再增加, 但是变形却依然继续进行, 这种现象被称为屈服现象[10], 表达方程为

其中判断依据为f 值的正负, 当f<0 时, 无屈服现象; 当f>0 时, 发生屈服现象。
2 TIG 焊的数值模拟分析
2.1 TIG 焊数值模拟过程
TIG 焊的数值模拟过程如图2 所示, 从创建物理模型开始, 经历求解过程, 直到最终获取温度场和应力场的结果, 是一个包括前处理、 求解、 后处理的完整过程。
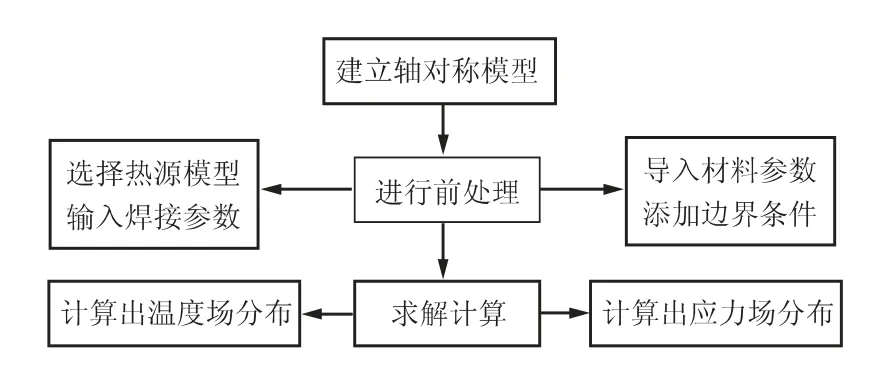
图2 TIG 焊接的数值模拟流程图
本研究的模型采用完全耦合的热应力分析, 完全耦合不同于顺序耦合, 意为应力场与温度场相互影响。 此时只需要一个分析任务,因为温度与应力相互依赖, 因此两者同时进行求解。
2.2 模型的建立和网格划分

图3 圆管模型网格划分图
性轴算法, 以获取良好的网格渐变效果。 远离焊缝的母材区域适当的加粗网格, 如此网格划分方法在保证焊接模拟过程精确的同时也节约了计算时间。为了达到获取应力场的需求, 单元需赋予其热位移耦合属性。
2.3 生死单元处理
在焊接过程中, 焊接材料不断熔化并且填充在熔池之中。 模拟计算中, 预先设置包括焊缝余高的熔池金属, 焊缝金属填充过程可以通过焊缝 “生死单元” 体现出来。 “杀死” 和“激活” 单元并不属于热源模型的一部分, 只是利用单元的 “生死” 来模拟材料的填充过程。 因此, 生死单元法其实是可以应用于任何一种热源模型。 “生死单元” 本身已经模拟了材料的添加过程, 若想让计算结果更为精确,只要控制添加过程, 比如网格划分之后, 每次只激活单元格的数目。 在 “杀死” 单元的分析步中, 将这些和单元相关联的参数, 例如密度、 比热容等相关参数均设置为0, 在 “激活” 单元的分析步中, 当热源加载到焊缝位置前一瞬间, “激活” 焊缝金属单元, 之前被设置为0 的热物性参数将全部返回原来随温度变化的值。
在实际物理过程中, 热源和填充材料的添加和递送是同步进行的, 而模拟过程必须把它分开对待, 从而在时间上有承接计算性。
2.4 边界条件处理
热源添加方式分为添加子程序和填充材料熔点温度, 本试验选用的模型是二维轴对称模型, 即等密度热源模型, 所以未使用添加子程序热源方式, 而是在焊缝区域加载略高于材料熔点的温度, 因此, 本研究焊缝位置设置温度为1 500 ℃, 除焊缝区域以外的其他位置设置为室温20 ℃。
载荷添加完成之后设定焊缝的热学边界条件, 焊缝均设置为1 500 ℃, 同时设定位移边界条件, 将焊件两侧边线固定以起到夹具的作用,在焊接过程中既能自由膨胀与收缩, 又能限制它的刚性位移, 例如较大的转动, 确保计算结果收敛, 本模型约束位置以Line1, Line2 代替,如图4 所示。 软件中在预先设定的位移场方向输出为U1、 U2、 U3。
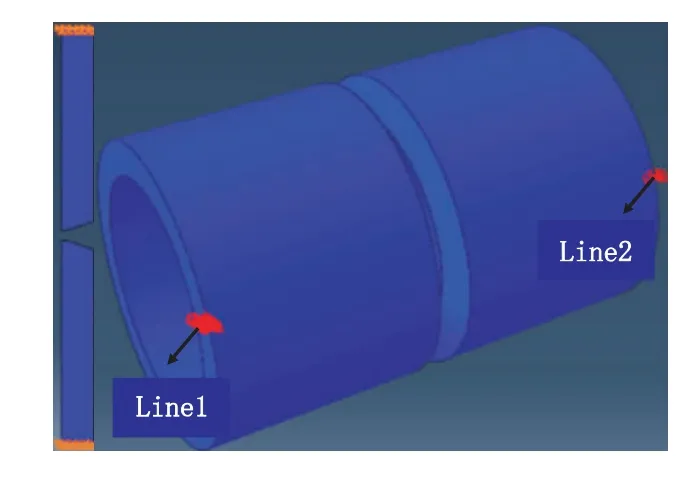
图4 模型拘束位置图
3 热力耦合模拟结果与分析
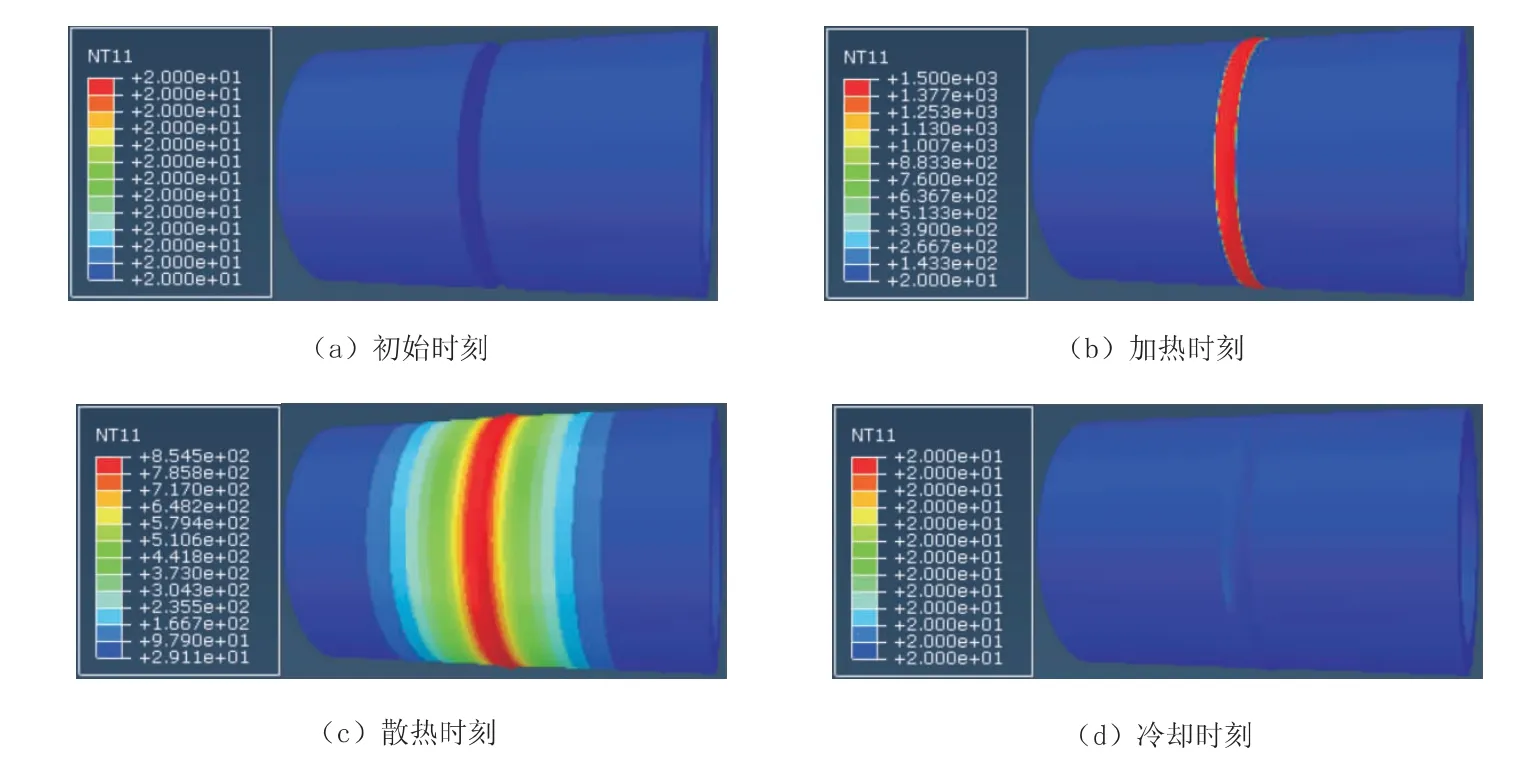
图5 不同时刻焊接接头界面温度场云图
图5 所示为焊缝从施加热源到层间散热以及逐渐冷却的由二维模型拓展的三维模型温度场云图。 从图5 可以看出, 当热源作用在焊件时, 温度急剧升高, 瞬间超过材料熔点, 完全进入熔融状态, 焊缝区域高温集结温度达到了近1 500 ℃, 较大的温度提升之后促使热流进一步向周围传导, 包括层间散热过程。 峰值温度逐渐降低, 随着散热过程进一步进行, 焊件逐渐冷却至室温。
焊接热循环是指在焊接过程中热源沿焊件移动时, 焊件上某点的温度由低到高, 达到最高值后又由高到低随时间变化的过程。 在焊接热源作用下, 焊件上某点的温度随时间的变化称为焊接热循环, 表示这种关系的曲线称为热循环曲线。 经过ABAQUS 计算后, 模型上任意一点处的热循环曲线都可以在后处理模块中提取出来。
按图6 所示位置在圆管上表面提取5 个特征点, 中心点位于焊缝区, 靠近焊缝2 个特征点位于焊缝热影响区, 远离两侧焊缝边缘2 个点位于母材区。了熔点1 500 ℃, 热影响区从室温逐渐升高, 随着传热过程继续, 远离焊缝区域的点也逐渐升温。 由于对称的原因, 焊缝两侧等距离的2 个点经历了相同的热循环曲线, 因此曲线重合。 此外, 靠近焊缝热影响区的2 个特征点的升温斜率高于远离焊缝区域特征点, 因此升温速度快于两侧母材区域的2 个特征点, 这也符合热传导的规律。 由于加载热源的方式是在焊缝位置施加等密度热源, 因此在焊缝厚度方向上对应的特征点无温度差别, 该结论在后续的截面上所有特征点的温度场提取结果将得到验证。 图8 所示为焊缝及热影响区温度场三维图, 当热源施加在焊缝之后, 焊缝厚度方向上无明显温差。 焊缝中心到热影响区到母材区域温度逐渐降低, 且两侧对称分布。

图6 圆管上表面提取的特征点
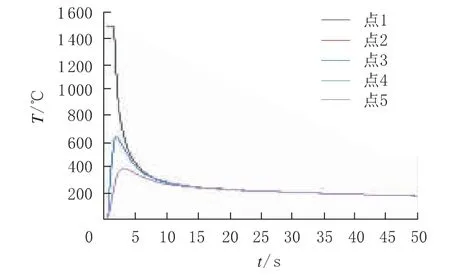
图7 特征点热循环温度曲线
图8 圆管截面特征点热循环三维图
焊接时, 焊件的局部位置受热, 将会出现一个存在温度梯度的温度场, 焊缝区域在高温作用下, 晶格发生变化, 如由面心立方转变为体心立方, 晶格的重新分布必将导致焊缝的体积变化,宏观表现为热胀冷缩现象。 当焊件的内应力超过材料屈服极限时, 将会产生塑性变形, 在焊件内部产生相互平衡的拉伸和压缩应力。 图9 所示为焊接接头的等效应力云图, 最大值达到233.5 MPa, 位于模型的约束位置, 焊缝区域应力值略低于最大应力值。
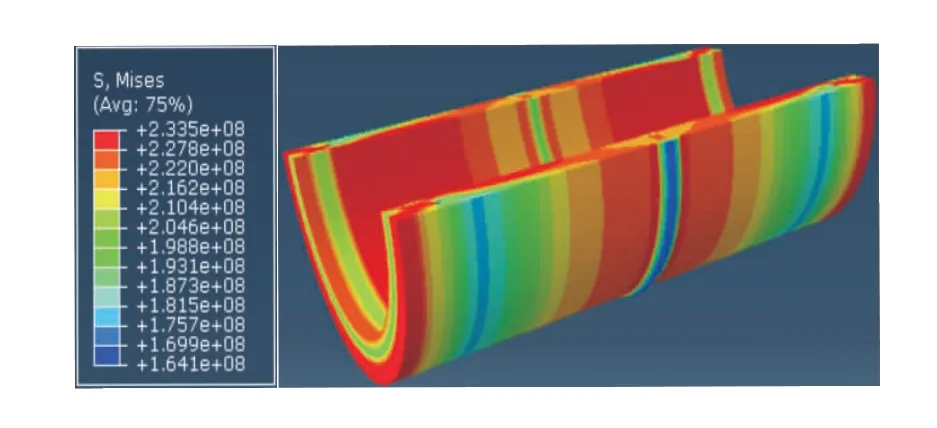
图9 焊接接头的等效应力云图
焊缝材料在收缩过程中, 由于不同方向上的正应力不相等, 金属材料首先进入屈服状态主应力最大的方向。 这种各个方向金属材料经历不同的过程使得原先处于各向同性的金属材料表现出各向异性的特性, 所以首先发生强化的方向, 其屈服强度将会超过单向拉伸时所测得的值。
因此, 在最大主应力方向上, 材料会较其他方向强化效果更明显, 其残余应力值超过材料在单向应力状态下测得的屈服应力值。
图10 所示为焊接接头不同方向残余应力。 轴向应力峰值最大, 达到甚至超过了其屈服强度。 材料给定的标准屈服应力是由材料在单向常温受拉应力状态下测得的, 属于理想模型, 忽略了材料的强化作用, 此外, 材料在多向应力状态下的屈服特性也没有考虑其中。 实际工程中, 实验室环境无法测得多向应力状态下的屈服特性。
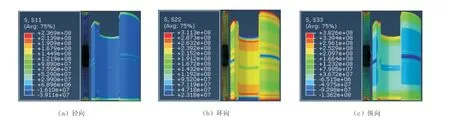
图10 焊接接头不同方向正应力云图
为了研究不同方向焊接接头上下表面残余应力, 分别选中了焊缝及热影响区的上表面点和下表面点2 条路径, 记为Path1 和Path2, 如图11 所示。 图12 为焊接接头不同方向上下表面残余应力对比曲线。 从图12 可以看出, 在管道的焊缝及靠近焊缝区, 内表面的轴向残余应力是拉应力, 外表面的轴向残余应力是压应力, 内外表面的横向残余应力都是拉应力。 而径向残余应力主要是受压应力, 上表面的余高两侧存在少许拉应力。 焊缝及焊缝附近应力集中较为明显, 后续可以通过热处理方式消除残余应力。

图12 焊接接头不同方向上下表面残余应力对比
4 结 论
(1) 搭建了热力耦合计算模型, 通过 “杀死” 和 “激活” 焊缝金属单元, 对TIG 焊接方法进行了数值模拟, 成功获取了特征点的温度场分布规律及焊接接头的残余应力分布值。
(2) 在管道的焊缝及靠近焊缝区, 内表面的轴向残余应力是拉应力, 外表面所受轴向残余应力是压应力。 横向残余应力在内外表面均为拉应力。 径向残余应力主要是压应力, 上表面的余高两侧受到少许拉应力。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
资源信息与工程(2021年5期)2022-01-15
昆钢科技(2021年4期)2021-11-06
煤气与热力(2021年3期)2021-06-09
建材发展导向(2021年6期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
煤气与热力(2021年2期)2021-03-19
电子制作(2019年19期)2019-11-23
建材发展导向(2019年5期)2019-09-09
北京航空航天大学学报(2017年8期)2017-12-20
