
断路器动触点自动焊接单元布置形式的分析
2020-03-04 03:45陈佳成1陈金成徐志明
机械制造 2020年1期
□ 陈佳成1 □ 陈金成 □ 徐志明
1. 杭申集团 杭州之江开关股份有限公司 杭州 311234 2. 上海电气集团自动化工程有限公司 上海 200070
1 研究背景
传统的人工焊接效率低下,质量一致性差,作业环境对工人身体伤害大。随着科技的进步、产品质量要求的提高,以及人力成本的增加,自动化焊接取代人工焊接已成为发展趋势。目前,自动化焊接在汽车白车身生产中应用比较普遍,但在断路器触点焊接方面的应用则刚起步[1]。采用自动电阻焊接,可以保证每个焊接点位置、角度、速度的一致性,并可以对焊接电流、时间等重要参数进行监控[2],确保触点的焊接质量,并大大改善操作人员的作业环境。
2 焊接单元布置形式
断路器动触点一般由铜触头和银点组合而成,如图1所示。各类断路器动触点结构大同小异,只是铜触头大小、银点位置和数量有所差别。目前,断路器动触点产品的自动焊接单元通常有四种布置形式,分别为直线型、回转型、机械手型和混合型。
2.1 直线型布置形式
直线型布置形式是一种常规布置形式,较多采用气缸、直线导轨、直线轴承等驱动和导向元件,结构简单,制作容易[3]。断路器动触点自动焊接单元直线型布置原理如图2所示,其动作过程如下:铜触头通过铜触头振动盘定向排序、传输,铜触头夹指夹取铜触头,直线平移,点膏,再直线平移至焊接夹具处,气缸夹指松开铜触头并退回;与此同时,银点通过银点振动盘定向排序、传输,银点夹指夹取银点,直线平移至铜触头上,上电极气动压紧,银点夹指松开并退回;焊接,上电极松开,回转气缸卸料。铜触头与银点传输路线相互垂直,便于使单元整体呈近似正方形布置,外形美观,内部调试、检修方便。

▲图1 断路器动触点▲图2 直线型布置原理
直线型布置节拍框图如图3所示,任何器件重复两次动作之间的时间即为单元节拍。
由图3可以看到,直线型布置的单元节拍为8.5 s。由于单元中各元件并行动作较少,因此单元节拍较慢。

▲图3 直线型布置节拍框图
2.2 回转型布置形式
回转型布置形式采用回转分割器回转定位,常用4~8工位,布置原理如图4所示。各工位动作如下:铜触头振动盘出料后,夹指机械手上料(工位1),点膏(工位2),银点振动盘出料后上料(工位3),焊接(工位4),冲字(工位5),卸料(工位6)。采用回转型布置形式,单元结构复杂,工序多,节拍快,成本相对较高[4]。
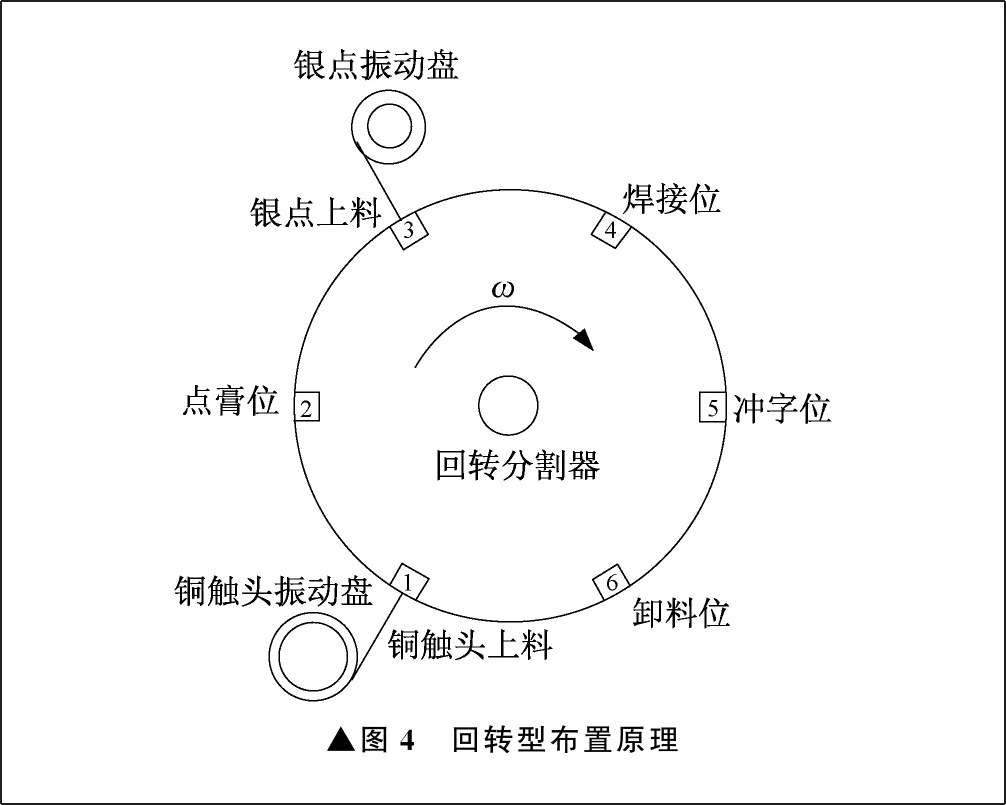
▲图4 回转型布置原理
回转型布置节拍框图如图5所示。六个工位上的工件同时作业,动作时间最长的工位决定单元节拍,动作时间相对较短的工位在动作完成后即处于等待状态。各工位作业完成后,回转分割器回转一个角度,进行下一步组合或工序执行。回转分割器回转一个工位角度的时间较短,往往不长于1 s。
由图5可以看到,回转型布置的单元节拍为5.0 s。由于单元中各元件并行动作较多,因此节拍较快。
2.3 机械手型布置形式
采用机械手布置形式,可以轻易完成物料在空间上的平移、翻转、倾斜等[5]。机械手布置原理如图6所示,其动作过程如下:铜触头振动盘出料,机械手上料;点膏并检测;铜触头移至夹具;银点经振动盘出料,机械手上料;移至铜触头上;焊接;机械手夹取成品,移至料仓。
机械手型布置形式可以完成三种不同触头焊接的组合,操作柔性好,但所有移料动作由机械手完成,因此节拍很慢。此外,机械手价格昂贵,成本相对较高。
机械手型布置节拍框图如图7所示。机械手分别将铜触头和银点移至焊接夹具,焊机开始工作。焊接完成后,再由机械手卸料。
由图7可以看到,机械手型布置的单元节拍为13 s。由于单元中没有并行动作器件,节拍很慢。
2.4 混合型布置形式
机械手型布置形式虽然具有操作柔性特点,但是不同产品焊接时,需要更换夹具。更换后还需要对夹具、电极进一步调试,工作量较大。多次装拆夹具还容易使定位精度降低[6],使组件相对位置发生偏移。混合型布置形式可以事先将不同产品的焊接夹具布置在回转分割器的不同工位上,更换产品时,只需在触摸屏上操作回转分割器回转即可。因此,混合型布置形式较机械手型布置形式体积更大,但更换夹具等待时间较短,有利于提高工作效率和单元自动化水平。混合型布置原理如图8所示。
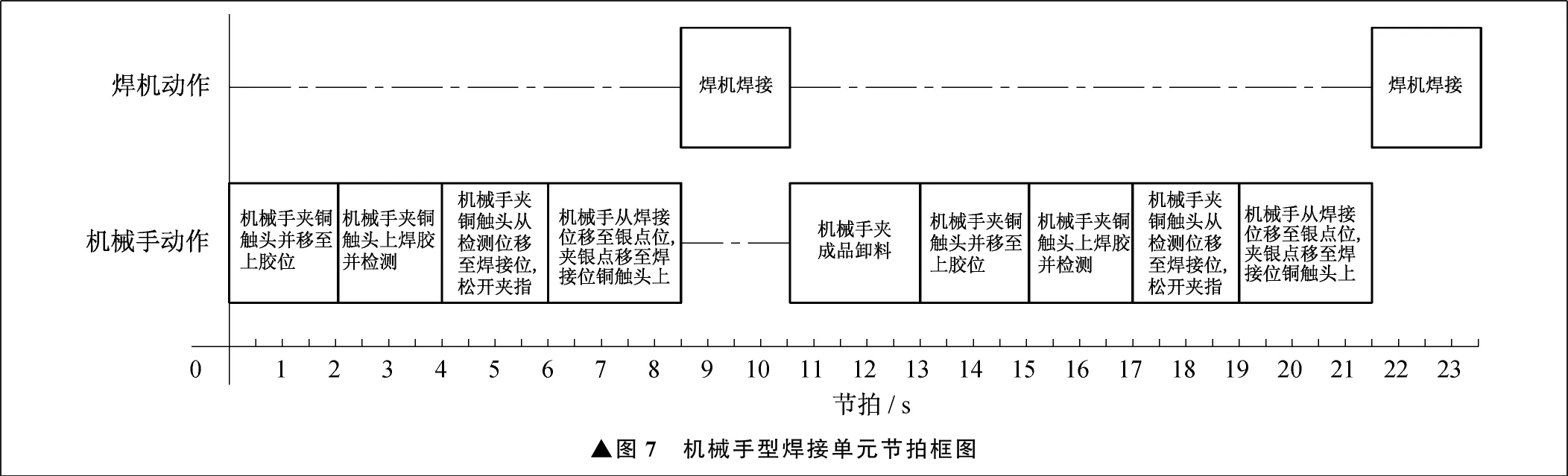
▲图7 机械手型焊接单元节拍框图
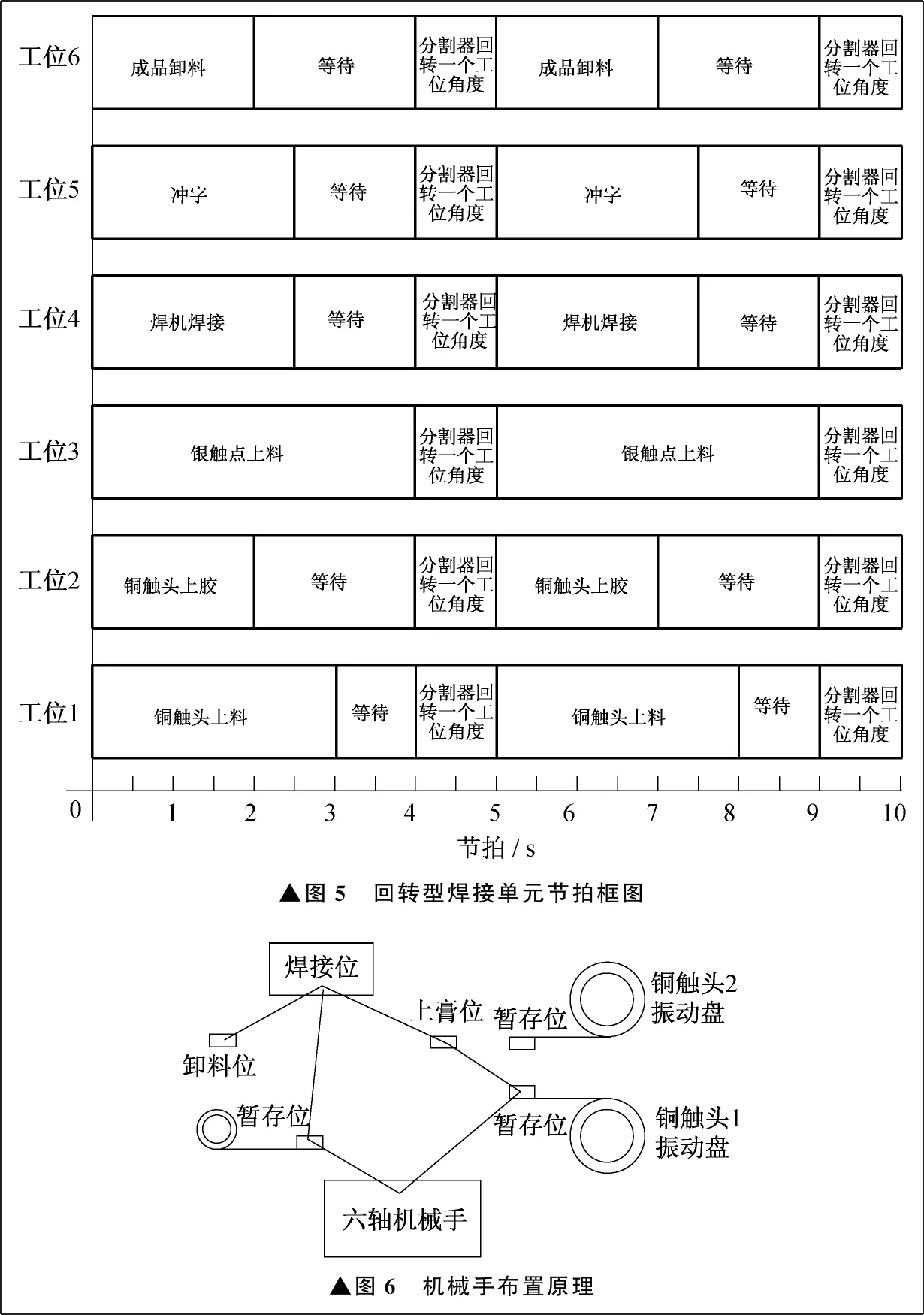
▲图5 回转型焊接单元节拍框图▲图6 机械手布置原理
混合型布置形式与机械手型布置形式相比,节拍相近,亦可完成多种产品的焊接组合,操作柔性较好,且更换产品时调整工作量较少,效率较高,但体积更大,成本更高。
3 应用及分析
杭州之江开关股份有限公司从事自动化焊接设备改造多年,对断路器自动电阻焊接进行了深入研究,各种布置形式的焊接单元都有涉及。图9(a)所示为HSM1-125塑壳断路器动触点自动焊接单元,属直线型布置形式。图9(b)所示为HSM1系列塑壳断路器热元件自动焊接冲字单元,属回转型布置形式。图9(c)所示为HSW1-2000框架断路器动触点自动焊接单元,属机械手型布置形式。实际使用中,若每天开机6 h,HSM1-125塑壳断路器动触点可焊接成品2 400~2 800只,HSM1系列塑壳断路器热元件可焊接成品3 200~3 600只,更换不同厚度热元件时,需对振动盘略作调整,HSW1-2000框架断路器动触点可焊接成品1 100~1 500只。由于产量的限制,前两个单元每月工作10天左右就可完成月计划,机械手型布置形式由于可以焊接三种产品,每月需工作25~30天才可完成月计划。从实际使用效果来看,机械手型布置形式作业速度虽慢,但操作柔性好,可完成三种不同触头的焊接,同时工作平稳性更好,故障率更低。目前,机械手移动速度仅用至最高速度的40%~50%,若满负荷操作,则工作效率还可以有较大的提升空间。
对四种布置形式进行对比分析,见表1。
设备焊接使用过程中,还应注意:① 不要选择焊点过高或银点面积过大的产品,因为电阻焊时需要很大的能量,易烧损电极[7],若增加电极表面打磨频次,则影响单元节拍[8];② 不要选择银点面积过小的产品,小面积银点自动传送比较困难,卡料现象会增多,且小面积银点易烧损,质量难以保证,一般小面积银点采用自动铆接制作,速度快,质量更好[9];③ 电极经过一定次数焊接后,一般为几千次,需要对电极表面进行简单打磨,防止焊接过程中电极表面出现毛刺,对焊接质量造成影响。

表1 焊接单元布置形式对比
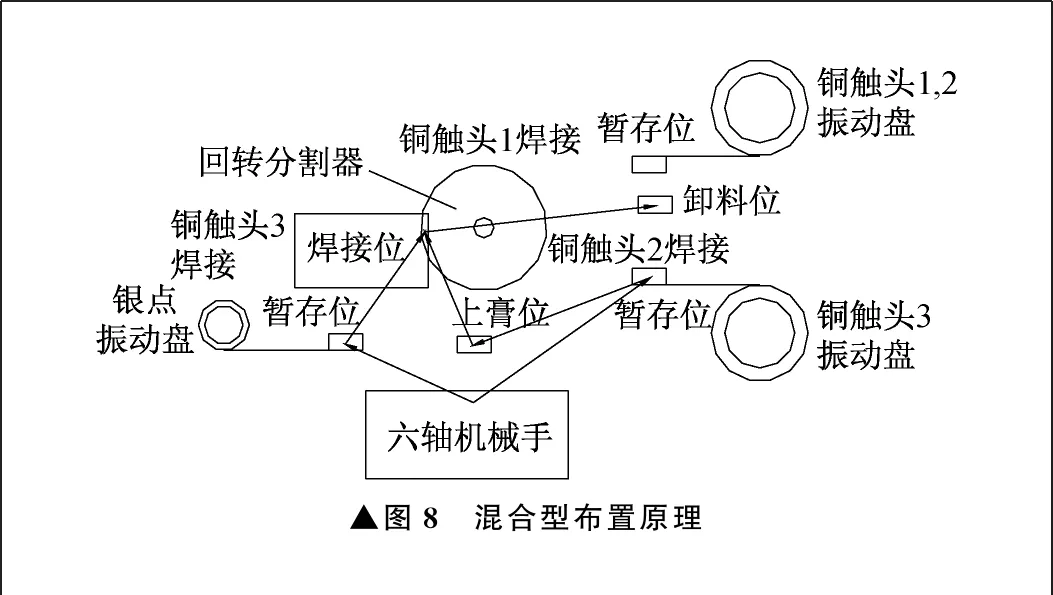
▲图8 混合型布置原理
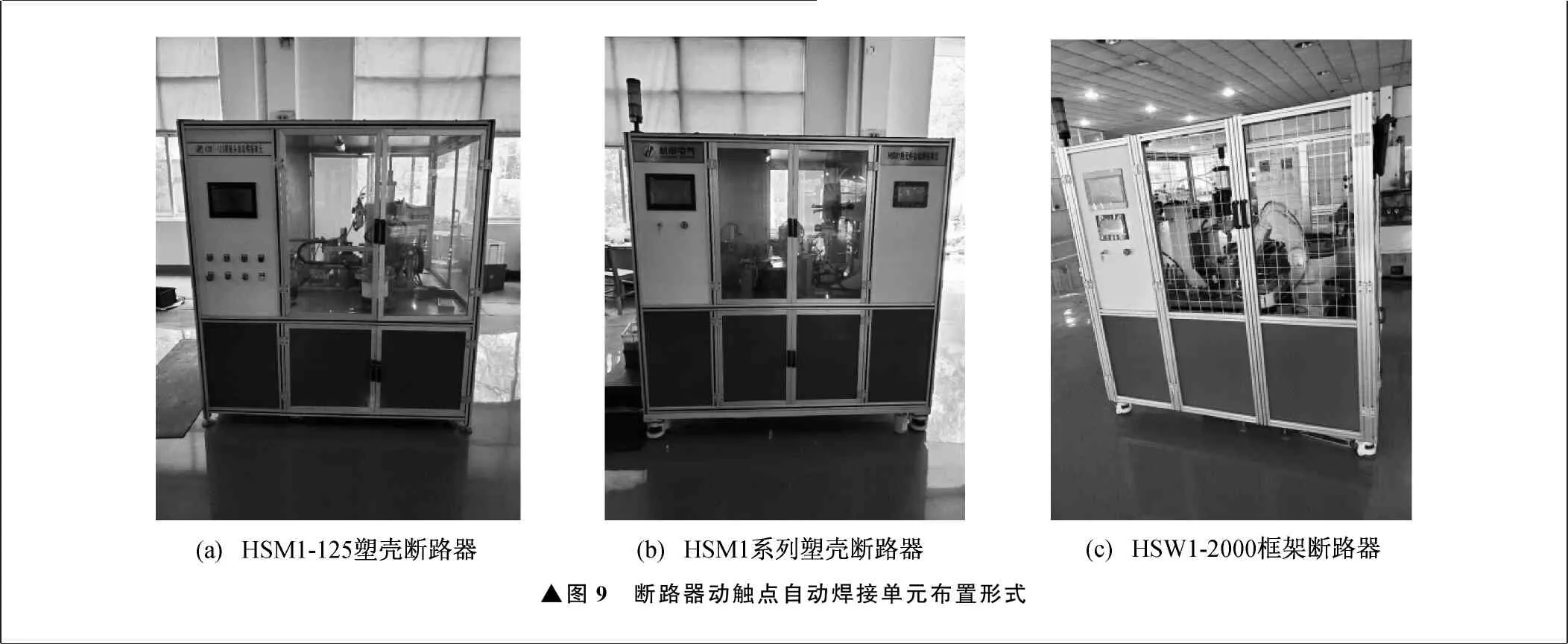
▲图9 断路器动触点自动焊接单元布置形式
4 结束语
笔者对常用的四种断路器动触点自动焊接单元布置形式进行了分析,目前,各种布置形式的焊接单元均有应用。
从成本角度分析,优先选择直线型布置形式。从节拍角度分析,优先选择回转型布置形式。从操作柔性角度分析,优先选择机械手型或混合型布置形式。
随着科技的进步和人们生活水平的提高,个性化订单越来越多[10],多品种小批量生产是工业产品发展趋势[11]。另一方面,机械手应用日益普及,设备成本不断下降,由此,机械手型或混合型布置形式的自动焊接单元将会越来越多地得到应用。
猜你喜欢
武汉广播影视(2022年6期)2022-12-28
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2020年4期)2020-12-25
军民两用技术与产品(2020年8期)2020-09-07
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
山东工业技术(2019年13期)2019-05-30
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年4期)2017-06-22
通信电源技术(2016年1期)2016-04-16
