基于PLC 技术的混凝土搅拌站控制系统设计
2020-03-27 12:07谷成银
中国设备工程 2020年3期
谷成银
(中交一航局第一工程有限公司,天津 300456)
搅拌站控制系统在生产过程中的作用良好,将上位机和下位机控制系统应用到主流混凝土搅拌站控制系统中。此系统虽然能够使混凝土搅拌站生产的需求得到满足,但是还存在部分问题,比如,可扩展性较差、提高建设成本、通信能力不稳定等。在PLC 技术的不断发展中,其成本低、高效且灵活的优势被广泛应用到各领域。因此,本文就实现将PLC技术作为基础的混凝土搅拌站控制系统设计。
1 混凝土搅拌站的生产流程
在混凝土搅拌站工作的过程中,搅拌、配送、输送为主要的工艺流程,系统通过砂石骨料能够以配比要求,使不同规格的沙子、石粒等放到骨料称中投放。以设置的配比要求,使水和外加剂输送到水箱、外加剂箱中。通过螺旋机,水泥能够以实际的配比要求输送到水泥称重中。砂石骨料称能够通过四只拉力传感器悬挂皮带秤实现称重,在骨料称重后,对骨料车下限位信号进行接收,皮带在此过程中运转,将砂石骨料投入料车中。骨料车在皮带秤延时运行三秒后向上运行,上位机撞击后将料车门打开,在搅拌罐中添加外加剂、水泥、砂石料和水,共同搅拌到要求时间后,实现混凝土搅拌。
2 混凝土搅拌站的控制系统设计
2.1 控制系统的硬件设计
系统中的称重系统通过电子秤创建,其所提供的模拟量与其他安全监测传感器提供开关量,使其成为PLC 精准控制根据。模拟输入量的重量为砂石、水泥、粉煤灰、外加剂等,搅拌机门开关为开关的输入量。PLC 开关量的输出为水称阀、骨料门给料、螺旋机开关等,利用功率放大信号后,使执行机构驱动。本文系统在设计过程中要求实现I/O 点的配置,其中,输出29 个开关量、10 个模拟量,输入30 个开关量。以上述控制任务分析,不能用私用中小型PLC 系统S7-200,其能够满足中等性能需求应用,具有广泛的应用领域。其模块化、便于用户掌握,便于实现分布等优势,使其成为解决各控制任务的主要方案。如果存在复杂的任务规模,能够随意使用附加模块扩展PLC。另外,存在强抗振动、抗冲击性和高电磁兼容性的特点,使强工业环境的适应性需求得到满足。
(1)下位机PLC。基于混凝土搅拌站的工作过程,其系统中的输入信号包括4 个模拟量、14 个数字量,输出信号有19 个数字量。为了降低成本,实现合适裕度的设置,控制器利用EM222 数字量扩展模块、EM235 模拟量扩展模块、CPU226 主机模块。
(2)模拟量EM235 模块。CPU 只能够对二进制信号进行处理,模拟量输入通过A/D 转换,使标准模拟量信号朝着CPU 能够处理数字量信号进行转变。EM235 为常用模拟量输入输出扩展模块,其具备一路模拟量输出与四路模拟量输入。图1 为模拟量的扩展模拟接线。
设置S7-200 中的单极性、双极性的模拟量输入信号数值范围为0 ~32000、-32000 ~32000。使模拟量输入模块具备n 个采样周期过程变量PVn 朝着标准化实数转变,标准化公式为:
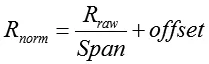
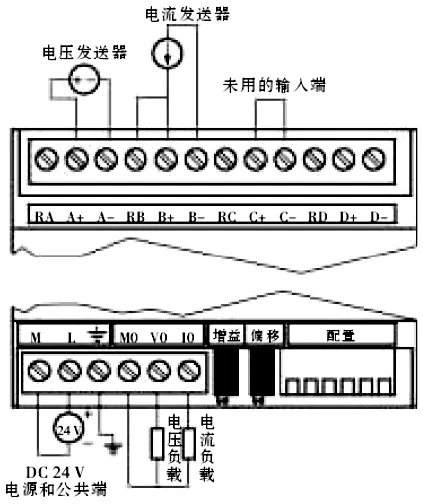
图1 模拟量的扩展模拟接线
公式中的Rnorm 指的是标准化是数值,Offset 指的是偏移量,Rraw 指的是未标准化原值或者实数值。Span 指的是值域,也就是最大值减去最小值。
(3)上位机触摸屏。在开发人机界面中,能够实现可视化的控制过程,并且对配方参数在线的修改,实现数据的打印、归档,方便寻找故障,所以被广泛应用到现代智能控制中。传统上位机都是通过计算机使用VC、VB 等高级语言编写,并且要求编程人员具备高计算机水平,而且开发时间高,对系统可维护性与开发效率限制。其次,系统具有简单界面,实现功能少,无法使现代自动化控制系统的需求得到满足。那么,通过西门子触摸屏实现上位机设计,使人机对话得到实现。PLC 系统与触摸屏能够对数据进行传输和交换,将参数写入PLC 系统中,而且在触摸屏中实现数据的读入,实时监控数据,设置配方值,并且实现用户管理和报警记录等功能。
(4)人机接口设计。通过指示灯、报警器、报警按钮和开关创建PLC 小型开关量的控制,从而使人机接口实现。对于要求比较高的大中型控制系统,利用日本欧姆龙的继电器,使用法国施耐德断路器、操作按钮、接触器。在控制电路回路中,PLC 电源与电柜电源利用二级隔离变电器进行隔离,仪表通过二级隔离进行供电,并且实现滤波,电源波动高于±10%时,利用电源稳压器对电源进行稳定。
2.2 系统的软件设计
通过混凝土搅拌站控制的需求确定用户程序的结构,实现程序流程图的创建,并且创建开关量的控制系统顺序结构,设计顺序控制的方法。主程序流程详见图2,其中包括初始化、模块检查与人机对话的流程。用户界面的设计为程序设计中尤为重要的内容,创建用户界面主要方法就是先创建能够完成所有必要功能与动作原型,也就是原型设计。此系统的配料净值、称毛重、配方值展现在屏幕中,并且能够展现物料的名称。利用多任务的控制方法,在配料时选择下个任务。对配料中参数进行修改,调整其中的配方,避免骨料斜皮带上料,控制搅拌机的放料门开关。使系统人机交互得到实现,包括参数设置、落差设置、欢迎画面和配方等画面的展现。
2.3 PLC 和PC 机的连接
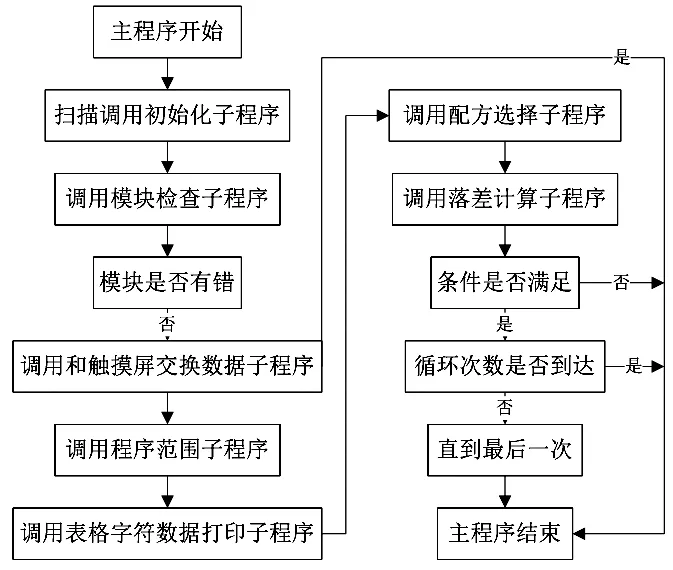
图2 主程序流程图
控制系统中,上位机计算机中的数据要和PLC 交换,但是,串行通信接口中的计算机与PLC 机不同。计算机利用RS-232 串行通信接口,计算机通信过程中实现串行接口转换。RS-232 与RS-485 通信接口实现转换,通过PC-PPI 编程转变协议。系统通信为利用VC 中控件MSComm 实现串口通信协议的编写实现,主要步骤:其一,创建基于对话框的MFC 应用程序;其二,将MSComm 控件融入到项目中;其三,通过Class Wizard 定义CMSComm 类控制对象;其四,将控件添加到对话框中;其五,实现串口事件消息处理函数OnComm的添加。具体源程序为:

3 结语
将PLC 技术作为基础的混凝土搅拌站控制系统具有完善的功能,而且可靠性比较高,编程比较方便简单,从而弥补继电器控制与单片机控制在可靠性方面问题,和PC 机相互结合,方便管理与操作。基于PLC 技术的混凝土搅拌站控制系统能够应用到工程中,效果较为良好,工程的实际效率有所提高。
猜你喜欢
建材发展导向(2022年10期)2022-07-28
建材发展导向(2021年11期)2021-07-28
锻压装备与制造技术(2020年2期)2020-05-12
建材发展导向(2019年11期)2019-08-24
数码世界(2018年2期)2018-12-21
电子制作(2016年21期)2016-05-17
筑路机械与施工机械化(2014年8期)2014-03-01
筑路机械与施工机械化(2014年4期)2014-03-01
科技视界(2011年25期)2011-08-22