
热回收焦炉设计的回顾与发展
2020-04-10 06:46魏冰李滨姿
世界家苑 2020年1期
魏冰 李滨姿
摘要:介绍了我国热回收焦炉设计的发展历程、现状及存在的主要问题,并针对目前存在的问题,提出了合理化建议及热回收焦炉的发展方向。
关键词:热回收焦炉;技术经济指标;焦炉结构
自2000年6月中国第一座热回收焦炉投产(几个月后焦炉本体烧坏停产),到2004年中国政府限制建设热回收焦炉,2014年中国政府取消对热回收焦炉的限制,热回收焦炉在中国经历了长时间的生存挣扎,也经历了技术上的完善提升。热回收焦炉被认为是污染控制最为有效的炼焦炉,以其环境友好的极大优势得到了越来越多的焦炭生产商的认可。
1 热回收焦炉在中国的发展
热回收焦炉在中国的发展历程大致可以划分为以下四个阶段:
(1)2000~2004年/第一代热回收焦炉:
2000年6月,中国热回收焦炉的雏形,采用高铝砖砌筑的19孔DQJ-50型焦炉,在山西侯马建成投产,但投产后几个月即烧坏停产。2002年7月,由中冶焦耐(原鞍山焦耐院)设计、采用硅砖砌筑的5孔试验炉建成投产。
(2)2004~2008年/第二代热回收焦炉:以QRD-2000型为代表,山西省化工设计院设计,其结构特征为四联拱火道,炉顶双烟气管。代表工程有高平兴高,巴西CSA等;
(3)2008~2018年/第三代热回收焦炉:以CHS型为代表,江苏冶金设计院山西分院设计,其结构特征为六联拱S形火道,炉顶双烟气管。代表工程有越南和发、福建三明等。
(4)2018年/第四代热回收焦炉:以JNHR 4.0型为代表,中冶焦耐工程技术有限公司研发,其结构特征为八联拱C型火道(JNHR4.0型)、六联拱C型火道(JNHR4.1型)和四联拱C型火道(JNHR4.2型),炉顶双烟气管。
2 第四代JNHR热回收焦炉的特点
全新版的第四代JNHR型热回收焦炉结合并吸收了过去十几年来国内外热回收焦炉在设计与生产运营和技术改造方面的经验,具有以下显著的特点:
(1)炼焦生产全过程负压操作,无污染物外逸;煤气和化工产品全部在炉内燃烧,产生的高温废气通过余热回收产生蒸汽(发电或蒸汽外供);废气经脱硫脱硝后达标排放;全过程不产生酚氰污水;焦炭采用干法熄焦,属生产全过程环境友好型炼焦工艺;
(2)采用搗固装煤、高温炼焦、长周转时间结焦过程,可以提高焦炭质量或多用弱粘结性煤生产优质焦炭;
(3)捣固方式可以是锤式捣固或者液压捣固,捣固站可以是煤塔固定式或者车载移动式(SCP机);
(4)全新的加热系统设计,避免了砌体窜漏对焦炉加热系统的影响,实现了一次空气和二次空气的完全主动调节,从而实现了炉温的准确控制;
(5)炉顶均布的一次空气入口和炉墙上均布的下降气道,以及充足的燃烧空间保证了炭化室内的煤气的可控燃烧和均匀的加热温度;特殊结构的下降气道设计,可避免游离碳和飞灰在下降气道内沉积而造成堵塞;
(6)设置在炉底火道封墙上可自由调节的大通量二次空气入口,可以在保证炉底火道加热温度的前提下,将剩余煤气在炉底火道内全部烧尽,从而避免后续烟气系统的局部高温事故;
(7)根据炉体各部位的特点,选用了不同性能的新型耐火材料如低密度硅砖、高导热硅砖、隔热浇注料等来实现炉体性能的优化;特殊设计的炉底和炉顶结构,在保证炉体严密的同时,还减少了炉体的表面散热;
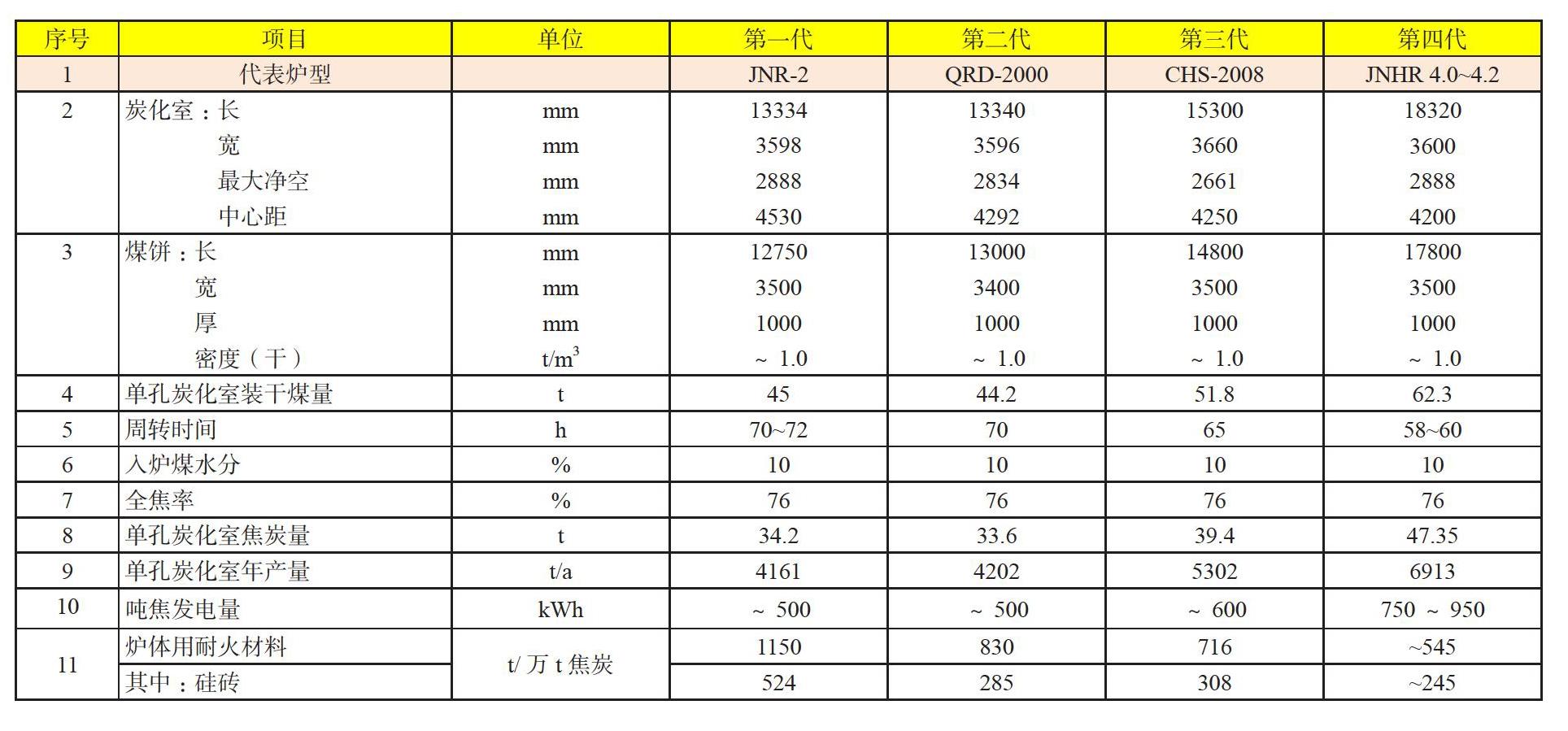
3 各代炉型的技术经济指标
4 结论与建议
(1)中国热回收焦炉的最大特点就是捣固装煤,加上热回收焦炉本身的结构特点,极大程度的扩大了炼焦煤源:目前大多数热回收焦炉均可配入30~40%的无烟煤炼焦,节约了大量的优质炼焦煤资源;
(2)随着社会对焦炭生产过程中的节能和环保要求越来越高,热回收焦炉的优势也逐渐得到了人们的认可;应用于热回收焦炉的更高效的节能与环保措施也在不断的开发与完善中;
(3)热回收焦炉是焦炭生产工艺中真正的污染源头治理技术,采用的全负压系统严格控制了炼焦生产过程中的污染外逸,没有BaP,没有VOC,没有污水,只有净化后达到超低排放标准的废气!
参考文献:
[1] 郭廷杰.强化工业炉节能、降耗、减污和提效的探讨[J].工业炉,2003(01).
[2] 王亚京,王璋保.节约能源是我国新型工业化的客观需要[J].工业炉,2003(04).
(作者单位:中冶焦耐(大连)工程技术有限公司)
