超高压处理对百香果—火龙果复合饮料品质的影响及杀菌工艺优化
2020-04-13 13:40唐美玲段伟文段振华唐小闲
食品与机械 2020年2期
唐美玲 段伟文 段振华 唐小闲
(1. 大连工业大学食品学院,辽宁 大连 116034; 2. 贺州学院食品与生物工程学院,广西 贺州 542899)
百香果(PassifloraedulisSims)又名鸡蛋果,含有多糖、氨基酸以及丰富的钙、磷、铁等物质[1],其果香味独特,非常适宜与其他果蔬汁混合,能有效改善复合饮料的风味[2]。火龙果(Hylocereusundatus)又称红龙果,富含维生素、膳食纤维、碳水化合物和矿物质[3],是一种高膳食纤维、低脂、低糖、高水分且微量营养素丰富的热带和亚热带水果[4]。这两种水果作为广西优势农产品资源,产量高但不耐贮藏[5-6],将二者复配制作饮品,可以转化为高附加值加工产品的形式解决原料不耐贮藏问题[7]。然而,百香果、火龙果均为热敏性原料,采用热力杀菌会不同程度地破坏复合饮料中的营养成分和感官品质[8]。
超高压技术(UHP)是目前农产品非热杀菌的研究热点之一[9],能在杀菌、钝酶的同时保持产品原有营养和感官品质,其中施压方式是影响超高压杀菌效果的一个重要因素[10],有研究[11]表明,间歇式超高压可以强化对微生物的致死率,减少超高压处理时间。现有研究中采用间歇性施压处理单一水果饮料已有报道,如胡萝卜汁[11]、西番莲果汁[12]、椰肉原浆[13]9等,但应用于百香果—火龙果复合饮料的研究尚未见报道。
试验拟采用间歇式超高压处理百香果—火龙果复合饮料,研究不同低高压压力组合、保压时间、低高压时间比和协同温度对复合饮料杀菌效果及品质的影响,为其工业化加工应用提供一定的参考。
1 材料与方法
1.1 材料与试剂
百香果:紫果,泰和水果店;
火龙果:红肉,泰和水果店;
富硒黑木耳:广西昭平;
白砂糖、食盐:市售;
果胶酶:食品级,诺维信有限公司;
果胶、黄原胶:食品级,浙江多味化工食品有限公司;
无水乙醇、氯化钠:分析纯,广东光华科技股份有限公司;
平板计数琼脂:生化试剂,广东环凯微生物科技有限公司。
1.2 试验仪器与设备
破壁料理机:XP07型,佛山市顺德区喜莱家电器有限公司;
数显恒温水浴锅:HH-S2型,江苏金怡仪器科技有限公司;
立式压力蒸汽灭菌器:LDZX-75KBS型,上海申安医疗器械厂;
台式低速大容量离心机:L550型,湖南湘仪实验室仪器开发有限公司;
真空包装机:AS-Z0L型,泉州市安森机电有限公司;
超高压设备:HPP.L2-600/1型,天津华泰森淼有限公司;
pH计:FE28型,梅特勒—托利多仪器(上海)有限公司;
可见分光光度计:722型,上海佑科仪器仪表有限公司;
数显糖度计:LH-B55型,陆恒生物有限公司;
色彩色差计:CR-400型,日本柯尼卡美能达控股株式会社。
1.3 试验方法
1.3.1 百香果—火龙果复合饮料的制备
百香果汁、火龙果汁→混合、调配→均质→袋装(100 g/袋)→真空封口→超高压杀菌→冷却→成品
操作要点:
(1) 混合、调配:将制备的百香果汁、火龙果汁按最佳配方即百香果与火龙果复配比1∶1 (g/g),料液比1∶3(g/g)进行混合后,加入具有保健功效且可均衡营养的黑木耳粉0.35%,白糖9%和稳定剂0.1%调配。
(2) 均质:将调配好的混合果汁置于胶体磨中处理7 min。
(3) 袋装:将均质后的复合饮料装至耐压性能优良的PET/PE复合真空食品包装袋中。
(4) 真空封口:装袋后在0.1 MPa下进行真空热封,封口时间为2.0 s,冷却时间为1.7 s。
(5) 超高压杀菌:将包装好的复合饮料置于超高压灭菌容器内,以水作为传压介质,采用先低压处理,待卸压完成后立即进行高压操作,处理结束取出样品。
1.3.2 单因素试验设计 试验设定超高压处理基本条件为低高压压力组合200 MPa/400 MPa、保压时间10 min,低高压时间比1∶1,协同温度30 ℃,以低高压压力组合(100 MPa/400 MPa、200 MPa/400 MPa、200 MPa/500 MPa、300 MPa/500 MPa、300 MPa/600 MPa)、保压时间(2,6,10,14,18 min)、低高压时间比(5∶1,2∶1,1∶1,1∶2,1∶5)和协同温度(25,30,35,40,45 ℃)为超高压处理的考察因素,以菌落总数、pH、可溶性固形物、稳定系数和色差值△E为指标。改变其中一个因素条件,固定其他因素条件,分别考察各因素对复合饮料品质的影响。
1.3.3 正交试验优化设计 依据单因素试验结果,采用L9(34)进行三因素三水平正交试验因素水平设计。
1.3.4 测定指标
(1) 色差值:分别将超高压处理样品与对照样品平铺于台面,采用色差计对样品的L、a、b进行测定,然后对比分析[14]。其中,L表示样品亮度;a表示样品红绿度;b表示样品黄蓝度,△E表示样品色泽总体变化,△E越大表明颜色变化越明显。△E的计算公式为:
△E= [(L-L0)2+(a-a0)2+(b-b0)2]1/2,
(1)
式中:
L、a、b——超高压处理样品测定值;
L0、a0、b0——对照样测定值。
(2) pH值:采用pH计进行测定。
(3) 可溶性固形物:将复合饮料充分混匀,采用数显糖度计进行测定。
(4) 稳定系数:量取5 mL复合饮料于50 mL容量瓶中,蒸馏水定容,混匀后用分光光度计测定其最大吸收波长处的吸光值A1。然后量取10 mL复合饮料置于离心管内,以2 000 r/min的转速于低速离心机内处理10 min,取5 mL上清液按A1前处理方法稀释10倍,混匀后在其最大吸收波长处测定吸光值A2,按式(2)计算复合饮料的稳定系数R[15]。R越大表明复合饮料稳定性越好。
R=A2/A1。
(2)
(5) 菌落总数的测定:按GB 4789.2—2016执行。
1.3.5 数据处理与分析 试验结果以(均值±标准差)表示(n=3),采用Word 2010、Excel 2010、Origin 8.5和JMP 10.0进行数据处理和图表绘制。
2 结果与分析
2.1 低高压压力组合对复合饮料品质的影响
百香果—火龙果复合饮料中初始菌落总数为4.48 lg(CFU/mL),随着压力组合的升高,菌落总数呈下降趋势。经压力组合100 MPa/400 MPa、300 MPa/600 MPa 处理的复合饮料中菌落总数分别下降至2.48,1.74 lg(CFU/mL),表明复合饮料中的不耐压微生物随着压力组合的升高逐渐失活;在200 MPa/500 MPa下复合饮料的杀菌率为99.64%。当压力组合在200 MPa/500 MPa、300 MPa/500 MPa和300 MPa/600 MPa时,复合饮料中菌落总数并没有随着压力组合的增大而显著减少。分析原因:超高压处理后,大部分对压力敏感的细菌已经死亡,而在有限的范围内继续升高压力,因施压压力远未达到耐压菌的阈值,其菌落总数也不会显著减少[16]。
由表1可知,不同低高压压力组合对复合饮料的pH、可溶性固形物、稳定系数和色差△E与对照样均无显著差异(P<0.05)。这与朱香澔等[12]研究超高压处理西番莲果汁品质的影响时结果一致,经超高压处理西番莲果汁的pH、可溶性固形物、稳定系数和色差△E均无显著性差异。其中,在100 MPa/400 MPa、200 MPa/500 MPa时,色差△E相较于其他组合更小。综合各项指标及生产成本考虑,较佳的压力组合为200 MPa/500 MPa。
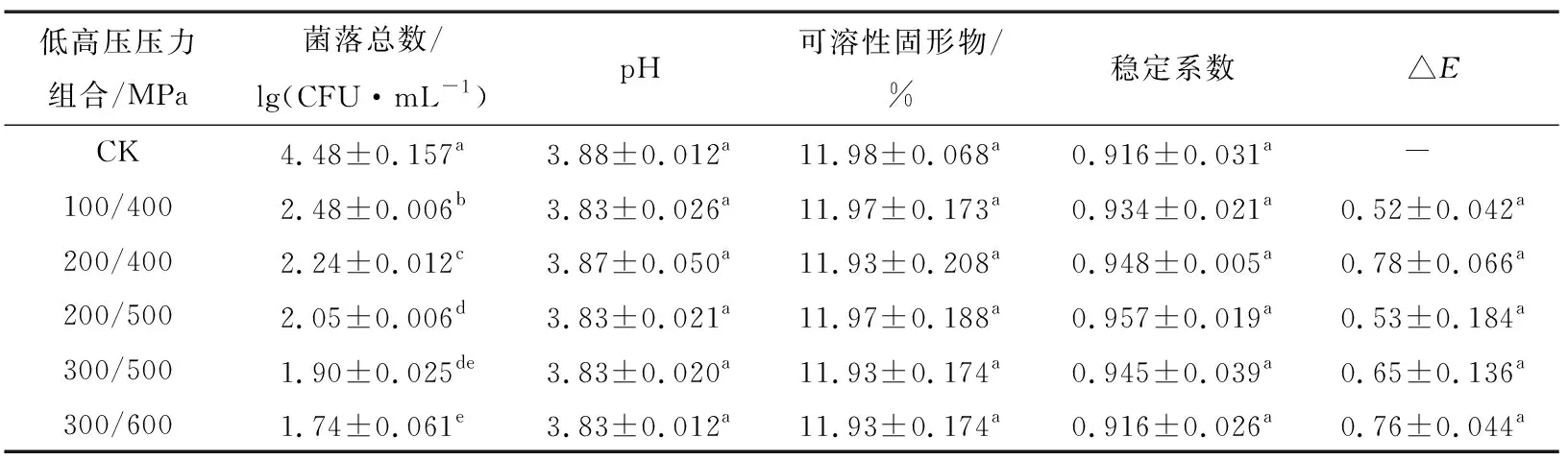
表1 低高压压力组合对复合饮料品质指标的影响†
† 同列小写字母不同表示差异显著(P<0.05)。
2.2 保压时间对复合饮料品质的影响
随着保压时间(2~18 min)的延长,菌落总数显著减少,因此延长保压时间对杀灭复合饮料中的细菌效果显著(表2)。这与任杰等[17]报道的随着超高压杀菌时间的延长,菌落总数的灭活率逐渐上升结果相互一致。当保压时间>10 min时,复合饮料的菌落总数下降趋于平缓,可能是由于复合饮料中的大部分微生物已在10 min内被杀死,而剩余的微生物具有较高的耐压性,故继续延长保压时间对复合饮料中菌落总数的变化不明显。
由表2可知,与对照组相比,经超高压处理对复合饮料的pH、可溶性固形物和稳定系数影响较小,均无显著性差异,表明超高压处理可较好地保持复合饮料的甜酸度及稳定性。这与方亮等[18]研究超高压中温协同处理对猕猴桃果汁pH及可溶性固形物含量的影响结果一致。随着超高压处理中保压时间的延长,复合饮料的色差值△E在18 min时最大,与处理组间差异显著,可能是经超高压处理后,复合饮料中的内源酶会被钝化,同时保压时间越长,越有利于细胞内呈色物质的溶出,从而使复合饮料的色泽有所变化[19]。综合各项指标及生产成本考虑,较佳的保压时间为10 min。
2.3 低高压时间比对复合饮料品质的影响
随着低压时间占比的减少,高压时间比例的增大,复合饮料菌落总数下降幅度较大,由2.56 lg(CFU/mL)下降至1.76 lg(CFU/mL)(表3)。这是因为增大高压时间占比的同时间歇性施压方式对微生物的特殊胁迫作用得以增强,高压时间比越大,对微生物的特殊胁迫作用也越强,复合饮料中微生物的杀菌效果越好[13]16。在低高压时间比为1∶2,1∶5时,菌落总数曲线趋于平缓,继续延长高压时间对复合饮料杀菌效果的影响不明显。
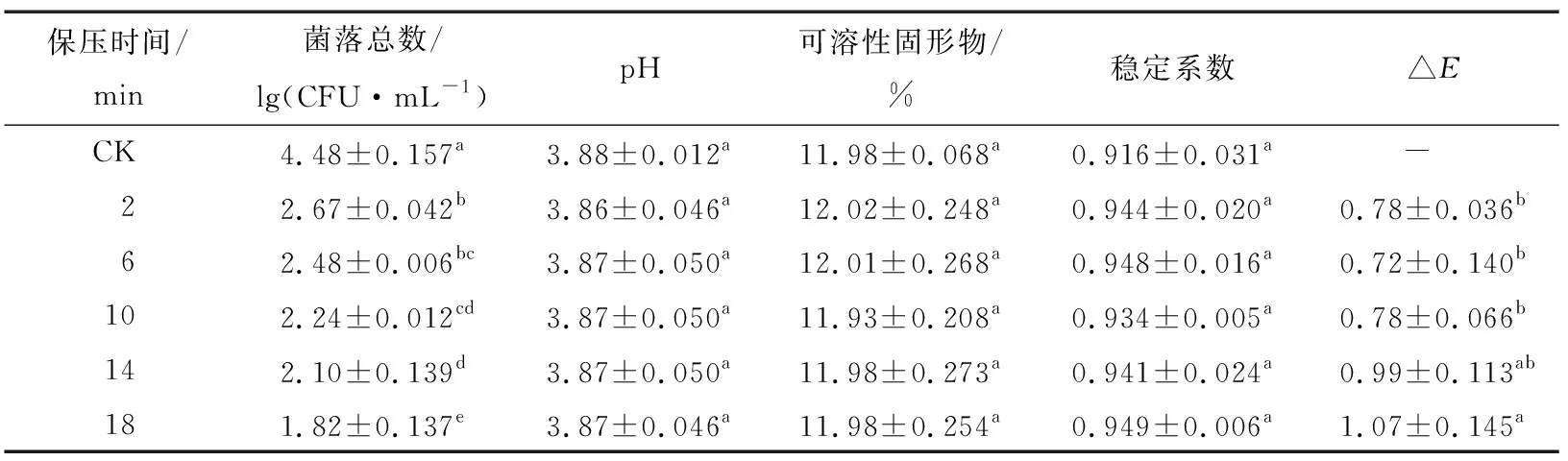
表2 保压时间对复合饮料品质指标的影响†
† 同列小写字母不同表示差异显著(P<0.05)。
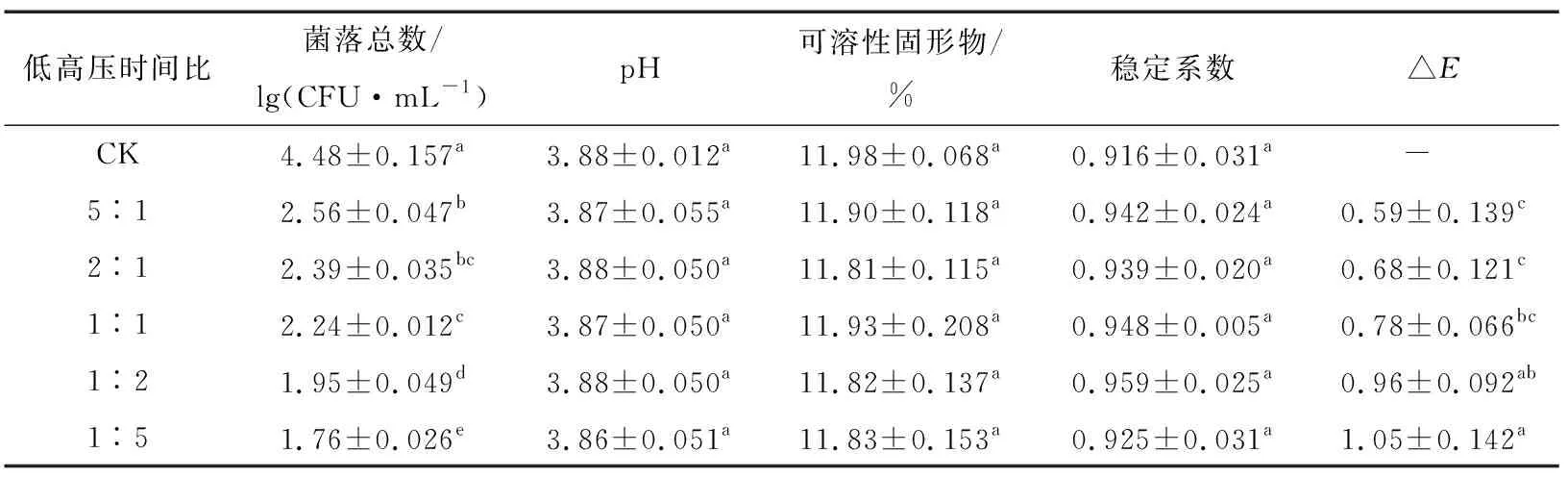
表3 低高压时间比对复合饮料品质指标的影响†
† 同列小写字母不同表示差异显著(P<0.05)。
由表3可知,保压时间对复合饮料的pH、可溶性固形物、稳定系数与对照样无显著差异,而色差值△E随着高压时间的延长而逐渐增大,在低高压时间比1∶2,1∶5时存在显著性差异,可能是由于高压时间的延长,复合饮料中果肉细胞组织破损,呈色物质大量溶出,色差△E增大。综合各项指标及生产成本考虑,较佳的低高压时间比为1∶1。
2.4 协同温度对复合饮料灭菌效果及品质的影响
随着协同温度的升高,复合饮料中菌落总数呈下降的趋势,但整体下降趋势较为平缓,处理组间差异不显著。这与康蕊等[10]研究超高压处理中保压温度对椰肉原浆灭菌效果的影响一致。对照组的pH、可溶性固形物、稳定系数含量分别为3.88、11.98%、0.916;随着超高压处理协同温度的升高,复合饮料的pH、可溶性固形物、稳定系数与对照组均无显著性差异,而色差值△E随着协同温度的升高而增大(表4)。综合各项指标及生产成本考虑,较佳的协同温度为30 ℃。
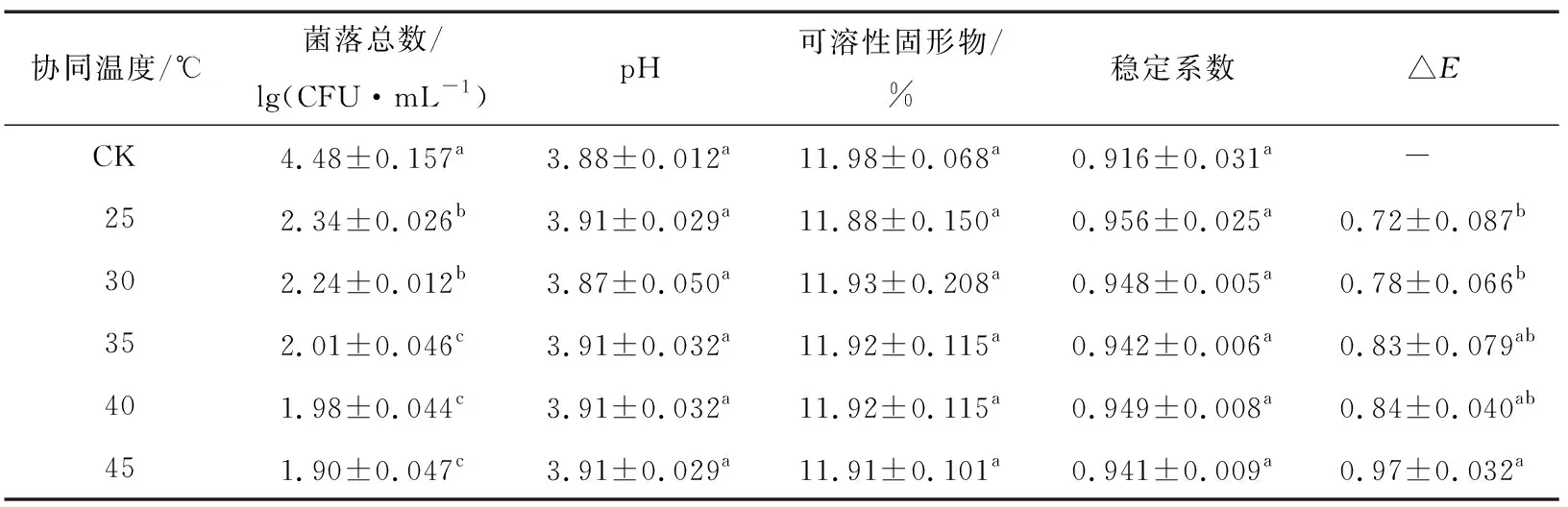
表4 协同温度对复合饮料品质指标的影响†
† 同列小写字母不同表示差异显著(P<0.05)。
2.5 超高压杀菌正交试验结果与分析
固定超高压处理时协同温度为30 ℃,采用L9(34)进行三因素三水平正交试验,因素水平设计见表5。
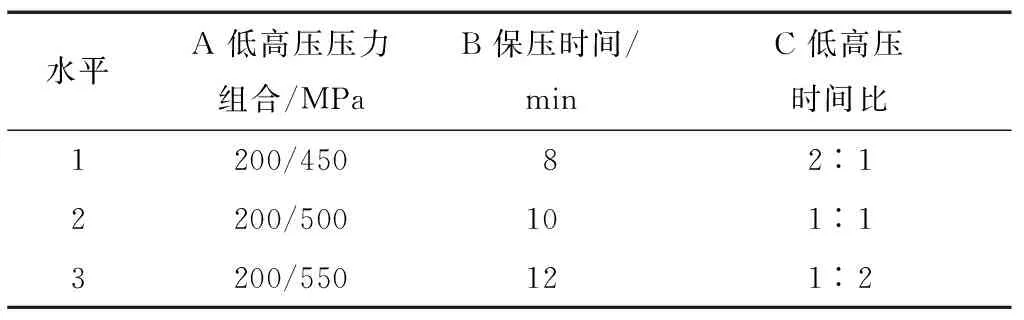
表5 正交试验因素水平表
由表6可知,经超高压正交优化试验的复合饮料中均未检出霉菌和酵母菌。根据各因素均值分析可知,A3

表6 不同超高压处理条件对复合饮料杀菌效果的影响

表7 正交试验方差分析表
2.6 不同杀菌方式对复合饮料品质指标的影响
由表8可知,对最佳超高压杀菌条件A3B3C3进行验证实验,并以未经杀菌处理作为对照组,从复合饮料的各项品质指标对超高压杀菌与巴氏杀菌(85 ℃,15 min)两种处理方式进行比较。检测到经超高压杀菌处理的复合饮料中菌落总数<10 CFU/mL,巴氏杀菌处理的复合饮料中未检出菌落;两种杀菌方式处理对复合饮料的pH、可溶性固形物和稳定系数影响不大,而色差△E分别为
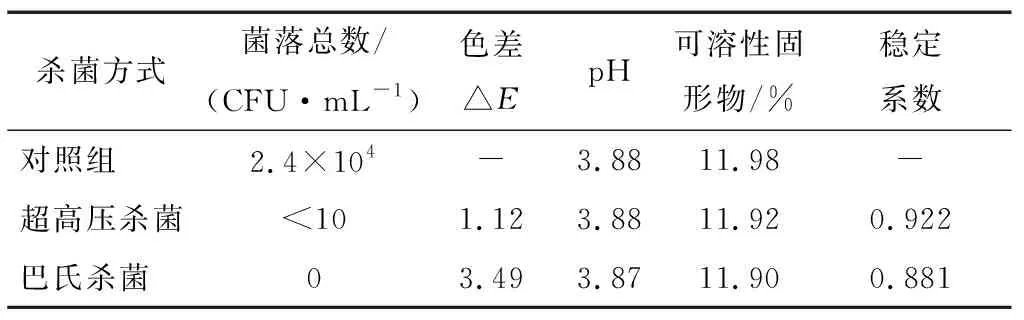
表8 杀菌方式对复合饮料品质指标的影响
1.12和3.49,即巴氏杀菌与对照组的色差存在较大差异,超高压杀菌则相对较小,说明采用超高压杀菌可以较好地保持复合饮料原有色泽。
由表9可知,在感官品质方面,两种杀菌方式对复合饮料感官评价存在不同影响,其中超高压杀菌与未杀菌样品较为相近。
表9杀菌方式对复合饮料感官品质的影响
Table9Effectofdifferentsterilizationmethodsonsensoryevaluationofcompoundbeverage
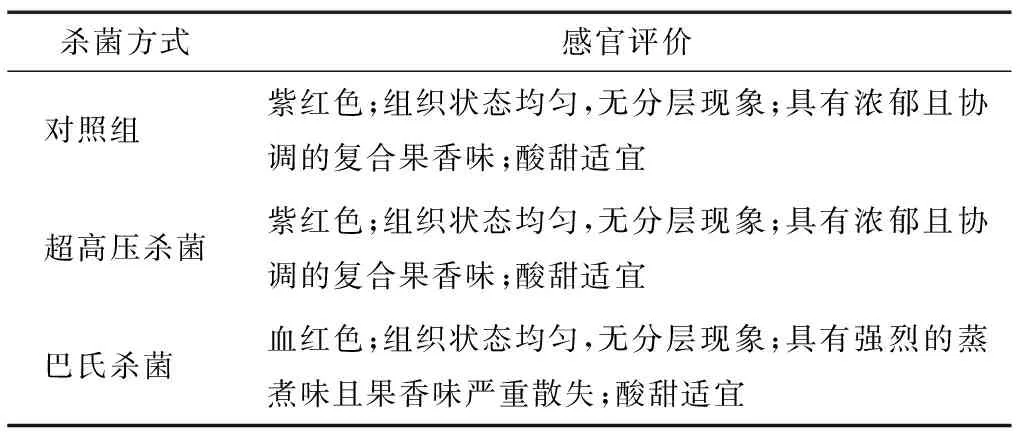
杀菌方式感官评价对照组 紫红色;组织状态均匀,无分层现象;具有浓郁且协调的复合果香味;酸甜适宜超高压杀菌紫红色;组织状态均匀,无分层现象;具有浓郁且协调的复合果香味;酸甜适宜巴氏杀菌 血红色;组织状态均匀,无分层现象;具有强烈的蒸煮味且果香味严重散失;酸甜适宜
综合以上对菌落总数、pH、可溶性固形物、稳定系数、色差△E和感官评价的分析,采用超高压杀菌(200 MPa/550 MPa,12 min,1∶2)和巴氏杀菌(85 ℃,15 min)处理复合饮料的微生物指标均可达到饮料相关标准(NY/T 434—2016),但超高压杀菌可以较好地保持百香果—火龙果复合饮料原有色、香、味等各项品质。
3 结论
超高压处理新鲜百香果—火龙果复合饮料的杀菌效果显著,并且能较好地保持复合饮料原有品质,其中压力越大,保压时间越长,杀菌效果越好;对复合饮料的pH、可溶性固形物、稳定系数均无显著性差异,但延长保压时间和增加高压时间占比,色差值△E增大。经试验研究,确定百香果—火龙果复合饮料的超高压最佳杀菌条件为:低高压压力组合200 MPa/550 MPa,保压时间12 min,低高压时间比1∶2,保压温度30 ℃。在此条件下,菌落总数<10 CFU/mL,产品符合饮料食品的卫生标准要求。此外,超高压处理百香果—火龙果复合饮料贮藏期间的品质变化有待进一步研究。
猜你喜欢
农家致富顾问·上半月(2021年6期)2021-12-26
发明与创新(2021年39期)2021-11-05
食品安全导刊(2020年17期)2020-12-04
食品安全导刊(2020年27期)2020-12-03
海峡姐妹(2020年4期)2020-05-30
智慧少年·故事叮当(2019年11期)2019-12-09
智慧少年·故事叮当(2019年7期)2019-08-09
智慧少年·故事叮当(2019年5期)2019-06-11
食品界(2019年2期)2019-03-10
海峡姐妹(2018年7期)2018-07-27