纯棉细特双色经剪花织物的设计与生产
2020-05-04 08:58尹桂波佟昀
现代纺织技术 2020年4期
尹桂波 佟昀
摘 要:为探索在现代高速喷气织机上生产经剪花织物的可行性,合理设计了纯棉细特仿绣花府绸织物的固结组织、花经浮长线长度和相邻花间距、花经和地经线密度、织物花区密度和上机工艺。结果表明,通过调整浮长线长度以适应刀间距,起花区经密加倍,花经采用整浆联合机,地经双浆槽高压上浆,延长喷气织机最后一组辅助喷嘴喷气时间,成功生产出了外观新颖的剪花府绸。
关键词:经剪花;细特;纹样设计;经浆联合机;浆纱被覆;双轴织造
Abstract:For purpose of designing a new kind of fine yarn-dyed embroidery-like poplin fabric, we designed the consolidation structure, the length of float warp and adjacent spacing, the density of warp and ground warp, the density of flower area and the looming process reasonably, to explore the feasibility of producing fabrics of cut extra warp with modern high-speed air jet loom. A novel poplin with cut flower appearance has been successfully produced by changing the length of warp-floats to fit the gauge of the edge of scissors, redoubling the density of the extra warp zone compared with that ground zone, employinga machine combined warping and sizing for warps, using double-box sizing machine for ground warp sizing with high squeezing pressure, and prolonging the injection time of the final auxiliary nozzle.
Key words:cut extra warp; fine count; pattern design; warping and sizing combined machine; sizing coating; double weavers beam
近年来,立体外观效应织物作为夏季女装面料很受市场青睐,根据孟加拉服装商对色织面料织物“轻薄、滑爽、立体仿绣”的风格和色泽,以及纵向条纹纹样的产品开发要求,和企业合作,进行了设计和试验,批量生产色织纵条纹经剪花府绸。该产品采用深蓝与白色纵向条纹间隔分布,成品经向嵌入粉紫、藏青两色剪花,外观具有仿绣花效果,纵向条纹给人以身材修长之感,素雅宁静,产品推向市场后,受到客户及消费者青睐。
本研究在国产GA747低速剑杆织机上生产色织经起花面料经验的基础上[1],进一步探索了采用现代高速喷气织机生产经剪花织物的生产技术要求。
1 织物设计
1.1 织物风格定位
本织物为夏季女款衬衫和裙装面料,设计风格要求沉静中见洒脱、灵动。质地紧密、细腻,手感滑爽,经织造和剪花整理后有立体绣花状外观。
1.2 纱线设计
地經纱和纬纱设计根据细特府绸布面匀整、细腻的技术特征,要求经纬纱线密度小、光洁毛羽少、条干均匀、强力高[2]。地经、纬纱采用11.7 tex新疆长绒棉精梳纱,不起花地经纱和纬纱交织,构成织物主体。由于织物细密,对地经纱和纬纱要求品质较高,络纱要采用具有高速度、高效率、高自动化、高产品质量全自动络筒机[3],实测JC 11.7 tex单纱平均断裂强力为185 cN,强力不匀率11.5%,条干CV 14.3%,细节15个/km,粗节45个/km,棉结97个/km。
花经起装饰作用,为保证花经对相邻地经纱的覆盖和剪花后绒毛丰满,花经采用线密度较高的C18.2 tex普梳纯棉纱。花经纱后整理后大部分被剪除,故对条干、细节、棉结要求不高。实测经纱平均断裂强力为273 cN。概括为:经纱组合JC11.7+18.2 tex。地经纱JC11.7 tex,花经纱18.2 tex。地经纱分布在不起花区域和起花区域的花经之间,起花区域花经∶地经=1∶1。
1.3 织物紧度设计
随着织物紧度的增加,不同组织结构织物的透气性均呈现降低趋势[4],根据织物质地致密、滑爽及夏季服装透气的要求,本织物主体为不起花平纹地部,因而设计不起花的地组织经向紧度Ej=61.5%,纬向紧度Ew=43.4%。
1.4 织物密度设计
根据上述紧度与纱线线密度,得出成品经密Pj=486根/10 cm。经起花区为增加花经对相邻地经覆盖,提高花经显现率,花区密度应较地区加倍,即花区经密达到972根/10 cm。花区经向紧度=0.037×972×18.2=153%。虽然花区经向紧度很大,花经纱处于重叠状态,但由于花经仅在固结区域与纬纱交织,其余部分处于不交织的经浮长线状态,故不会大幅度增加织物整体织造难度。根据纬向紧度为43.5%的要求,确定纬密Pw=343根/10 cm。
1.5 织物幅宽
根据服装裁剪要求,确定成品幅宽为145.5 cm。
2 织物纹样设计
根据织物的风格要求,纹样设计以平面为主,局部装饰有经剪花形成的仿绣花效果。色泽上沉稳素雅,蓝白相间的细条上嵌入粉紫色和藏青色花经。藏青和粉紫花经的剪花要求上下错落、左右相邻、遥相呼应,细腻中见疏朗,安静中现灵动,平面中有立体突兀。
2.1 纹样布局
基于经起花组织进行的纹样布局设计[5],纹样设计采用纵条平纹地区为主,经起花区为辅,地区采用蓝、白条间隔的排列方式,蓝色和白色各个条纹内包含的经纱根数各为5根(图1(a))。条宽=根数/经密=5/4.86=1.02 mm,在部分白条间点缀着粉紫色和藏青色经起花纹样,经起花区花经和地经各为5根,排列比为1∶1。经起花反面组织如图1(b)所示,可清晰表示出固结区和剪花区经浮长线的组织点长度,织造后经后整理剪掉背面浮长线,形成正面仿绣花效果。
2.2 相对距离
如图1(a)所示,一花(即一个循环)共有蓝、白相间的经纱色条34条,其中30个蓝、白色条为平纹地色条,每条5根经纱。4个色条为经起花色条,每条包含10根经纱,花经嵌于白色地经之间,地经和花经各为5根。
两同色经起花色条的最远间隔距离为18条,上下错落的同色起花条最近距离为15条,不同色经起花色条最近间隔为1色条。
一花根数=平纹条根数×30+经起花条根数×4=5×30+4×10=190根。
一花宽度=34×1.02=34.7 mm,如间距过小,后整理的剪花刀不易进刀,剪花困难,且花经根数多,会造成织造困难。
2.3 色经排列
色经排列分为平纹地区和经起花区,一个色经排列循环见表1。
根据纹样和劈花结果,表1为半花色经排列循环,即一花内有2个相同的色经排列循环,其中白色地经根数3 608根,深蓝地经根数3 948根,粉紫花经根数220根,藏青花经根数220根,合计7 996根。
3 织物规格设计
总经根数7 996根,成品幅宽145.5 cm,坯布幅宽156 cm,成品平均经密547根/10 cm,成品纬密343根/10 cm,公制筘号240齿/10 cm,边组织4入/筘齿,平纹区2入/筘齿,经起花区4入/筘齿一花筘齿数85齿,平均每筘穿入数2.24根/齿,穿筘幅156.6 cm,全幅筘齿数3756齿,边纱44×2=88根。
4 关键生产技术
不同于普通低速剑杆织机,现代喷气织机具有“高速、大张力、小梭口、强打纬”的特点[7],因而低特、局部高经密的经起花织物在此类织机上生产难度很大。
本产品是细特高密平纹织物,纱线断面根数少,强力低,纱线耐磨性差,织物交织点多,经密大,梭口不易开清,剪花对应的经起花组织中,经纱覆盖系数超过150%,织造难度大。由于花经和地经交织点差异很大,织缩率不同导致经纱张力不同,须将花经和地经分别卷绕于不同经轴和织轴上,分别整经和浆纱,在穿经工序并合,采用双轴织造。地经根数多,线密度小,采用先分批整经,再浆纱的工艺,花经线密度较大,根数少,宜采用整浆联合机。
4.1 整经工序
整经时将地经和花经分别整经,地经采用分批整经,再浆纱,后进行经浆排花工艺,花经采用整浆联合机进行整经和浆纱。
平纹JC11.7 tex地经采用贝宁格(BENNINGER)ZDA高速分批整经机整经,该机采用液压变量电动机,实现整经轴随卷绕半径增加而自动降低转速,从而实现卷绕张力和线速度恒定。白色地经的整经配轴:601×5轴+603×1轴;深蓝地经的整经配轴:564×7轴。整经之前进行设备整机,保证纱线通道光洁,压纱辊与经轴平行,避免出现松边轴。整经速度600 m/min,经轴卷绕密度0.54 g/cm3,单纱动态运行张力300 cN。
花经根数较少,采用SGA800经浆联合机,单独分条浆纱经烘干,再经大滚筒逐条带整经,再集体倒卷并合做成织轴,因花织轴经纱根数较少,分条整经的条带数不宜过少,以保证经纱在织轴上逐条带均匀散布,每绞根数设为110根,取4绞,每绞内粉紫和藏青色经纱在筒子架按1∶1排筒,保证织造时花经分布均匀,避免斜拉线。
织轴幅宽=穿筘幅+2=156+2=158 cm
整经条(绞)宽=织轴幅宽×每绞根数花经根数=158×110440=39.5 cm
定幅筘筘号选28,每绞根数为110根,则,每筘齿穿入数(根)=每绞根数条带宽度×筘号10=11039.5×2810=1根
4.2 浆纱工序
4.2.1 地经浆纱
由于JC11.7 tex地经根数多,整经需13轴,且经纱线密度小,地经采用GA308七单元双浆槽浆纱机上浆,以降低浆纱覆盖系数,增加浸透和被覆,贴伏毛羽[8],上浆工艺路线:“重被覆,求浸透、先轻压,再重压,高浓度、低黏度,保回潮,复分绞,紧卷绕”[9]。浆液配方:PVA-1799:25 kg,CD-DF515C:50 kg,CD-PT:20 kg,CD-52:5 kg。实测浆液含固率12.6%,上浆率13.3%,回潮率7.2%,漿液黏度8.8 s(漏斗水值3.7 s),经轴侧压浆辊压力7 kN,烘房侧16 kN。
由于是细条间隔纹样织物,经浆排花采用分色分层法,白色经纱为6轴,在绞线下层,深蓝经纱为7轴,在上层,白色地经和深蓝地经分别走不同浆槽,有效防止白色地经被深蓝地经在浆槽中沾色。浆纱落轴前用分色绞线分开,便于穿综挡车工确定色排次序,浆纱机前伸缩筘处不排花型,自由落筘,生产效率高[10]。
4.2.2 花经浆纱
由于浆纱覆盖系数小,且PVA成膜性好,花经采用纯PVA,70 ℃中温上浆,有效增加浆纱毛羽贴伏率和浆纱耐磨性,对织物紧度很大的经起花固结区尤其有利。
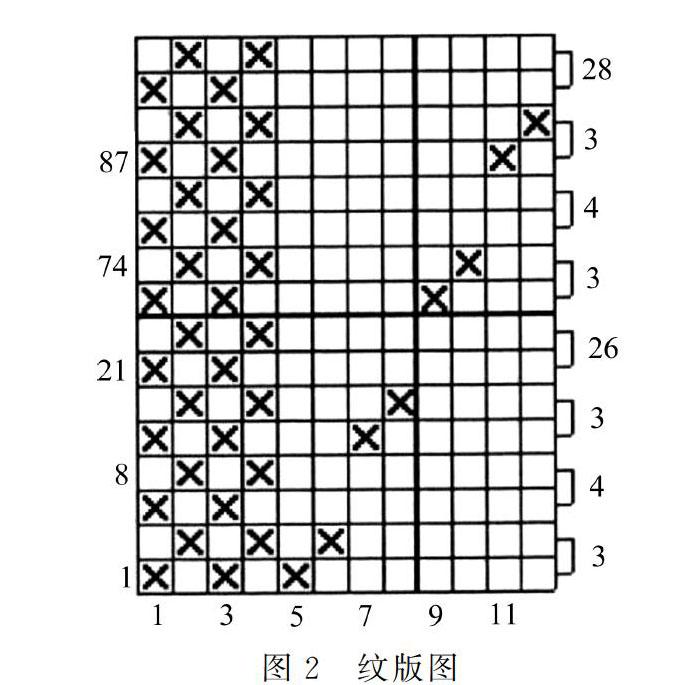
4.3 穿综与纹版
由于地经根数多,线密度小,平纹组织交织频繁,为减少经纱间、经纱与综丝间摩擦,减少断经,地经采用4页综以降低综丝密度。穿综次序如下:
4.4 织造工序
采用ZA209喷气织机,梭口小,速度高、张力大,加之织物细密,花经和地经张力不同,难度较大,采用双织轴12页综织造,其中将交织点较多的平纹穿在1~4页综,以降低断头率,花经在5~12页综,地织轴在下,采用设定张力的调节式送经,花织轴在上采用消极送经,双轴织造可以保证地经纱和花经纱织造时张力一致,如果采用单轴织造,花经会由于交织点少而松弛,停经片下坠,无故关车。
由于品种紧度大,打纬力也要求大,高密织物开口不易清晰,采用较高后梁、较大张力、较早开口的工艺。采用较高后梁高度,使得上层经纱张力略松,有利于高密府绸类织物经纱彼此靠拢,有利于消除筘痕;下层经纱张力大,有利于打紧纬纱,但是后梁不宜过高,否则下层张力过大,容易导致细特地经纱织造断头[11]。最后确定后梁高度设为+9格,后梁前后位置设为+2格。停经架高度设为-3格,前后位置9格,并且停经架前沿下倾,使综平时纱片与停经架前沿有3mm的距离,保证纱片有一定的抖动性,减少飞花在纱片上积聚。
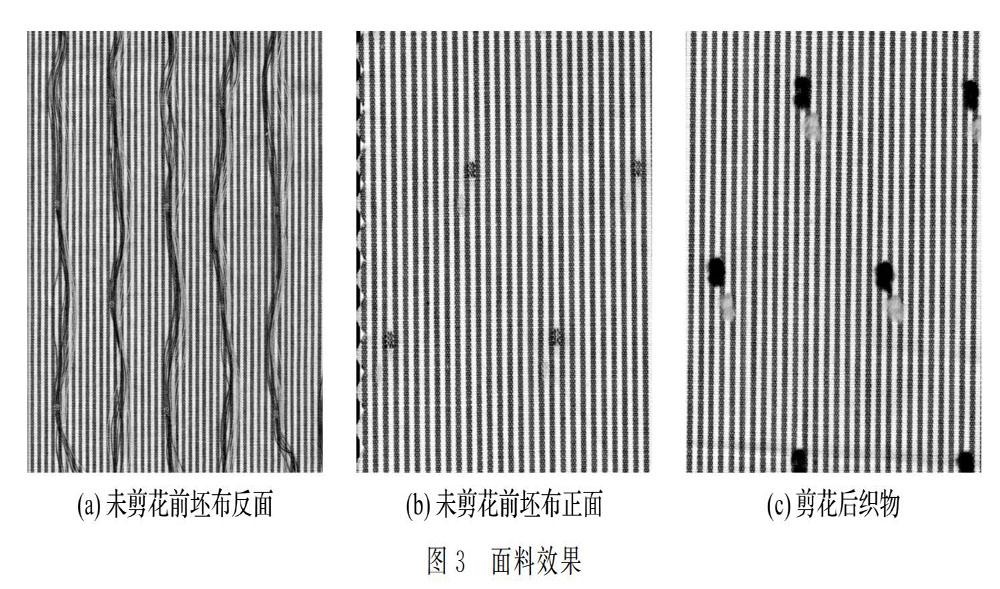
上机张力设为1 560 N,开口时间定为295°,较早开口有利于开清梭口,引纬时梭口高度大,有利于减少高经密织物易产生的纬缩疵点。引纬工艺采用“低压中引纬”工艺[12],主喷压力0.26 MPa,辅喷气压0.32 MPa,使辅喷气流取代主射流完成对纬纱的接力牵引主喷90°~180°,挡纱针90°~120°,辅助喷嘴第1组100°~180°,第2组120°~200°,第3组140°~220°,第4组160°~260°。纬纱到达角240°,为避免纬纱在梭口对侧回缩而产生边纬缩,适当延长第四组辅助喷嘴的喷射时间到260°。通过合理的工艺设计生产的面料效果见图3。
5 结 语
细特高密经剪花织物通过合理设计固结组织、花经浮长线长度和相邻花间距、花经和地经线密度、织物花区密度,能够兼顾纹样装饰性、织造和后整理剪花的可行性。通过花经整经采用分条整经浆纱联合机和浆纱、穿经和喷气引纬工艺的调整,采用双轴织造,解决了纱线细、织物密,在喷气织机织造由于梭口高度小,上机张力大,花、地经张力不一致,及织物“筘痕”“纬缩”疵点的问题,达到了装饰性、实用性与可织性的统一。
参考文献:
[1] 瞿建新,马顺彬.经剪花布的工艺设计和生产[J].棉纺织技术,2014,42(8):67-70.
[2] 邢春生.棉纺纯棉纱线强力的预测与实例解析[J].现代纺织技术,2018,26(1):31-35.
[3] 佟昀.传感器在络筒机自动化和信息化上的应用[J].现代纺织技术,2013,21(6):59-62.
[4] 张慧敏,沈兰萍.织物紧度对功能性轻薄凉爽织物性能的影响[J].上海纺织科技,2018,46(2):38-40.
[5] 佟昀,王平平,李影,等.几种仿大提花织物的设计方法[J].棉纺织技术,2018,46(1):61-65.
[6] 佟昀.局部经向管状织物的设计与生产[J].棉纺织技术,2016,44(8):71-74.
[7] 蔡永東.新型机织设备与工艺[M].上海:东华大学出版社,2008:293.
[8] 王恒刚,曾勇.纯棉高支高密品种无PVA上浆实践[J].现代纺织技术,2016,24(2):55-57.
[9] 萧汉滨.祖克浆纱机原理与使用[M].北京:中国纺织出版社,1999:232.
[10] 佟昀.实用机织面料设计与创新[M].北京:中国纺织出版社,2018:100-101.
[11] 许才中.高紧度纯棉直贡缎的生产工艺要点[J].棉纺织技术,2007,35(12):48-50.
[12] 汪文煜,周小红.混纬织物喷气引纬工艺探索[J].现代纺织技术,2015,23(3):1-3.